浅析钢管热处理炉的热工影响因素
2021-07-11袁绪尧王海杰李振
袁绪尧 王海杰 李振

【摘 要】论文从定性方面和数值模拟方面分析了热处理炉热工工况的影响因素,以在保证钢管加热质量的前提下,实现提高产量的主要目标,同时,降低燃耗、减少氧化烧损。论文对生产节拍和炉温制度进行了离线优化计算,求得的优化加热制度为在线控制提供了依据。对原有热处理炉加热制度进行了优化,达到提高钢管加热质量和提高热处理炉生产率的目的。
【Abstract】This paper analyzes the influence factors of thermal conditions of heat treatment furnace from qualitative and numerical simulation aspects, so as to achieve the main goal of improving the production while ensuring the heating quality of the steel tube, and at the same time, reduce the fuel consumption and reduce the oxidation loss. The paper carries out an offline optimization calculation on the production cycle and furnace temperature system, and the obtained optimized heating system provides a basis for online control. The heating system of the original heat treatment furnace was optimized to achieve the purpose of improving the heating quality of steel pipes and increasing the productivity of the heat treatment furnace.
【關键词】数值模拟;加热速度;热工工况;生产节拍;炉温制度
【Keywords】numerical simulation; heating rate; thermal conditions; production cycle; furnace temperature system
【中图分类号】TG162.84 【文献标志码】A 【文章编号】1673-1069(2021)05-0191-02
1 引言
鲁宝公司使用淬火炉和回火炉配合水淬火机调质热处理钢管,两台炉子的热工工况对产品质量和产量至关重要。下文对热工工况进行分析,找到不足之处并优化之,以达到提高产量、提升品质、降低燃耗和减少烧损的目的。
2 影响炉子生产率的因素
单位时间内所加热出来的温度达到规定要求的钢管产量是炉子生产率,影响炉子生产率的因素如下。
2.1 燃烧条件对供热强度的影响
增大热负荷后,炉温提高,传热的能力增强,产量提高。特别是对热负荷低的炉子而言,提高供热强度效果明显,对于热负荷已经较高的炉子,继续提高则增产的效果不明显。相反,供热强度继续增加,还会造成燃料浪费,氧化烧损增加,炉体加速损坏,所以炉子热负荷应该在一个合理的区间。热负荷提高的一个重要的条件是必须保证燃料完全燃烧,因此,要改进和完善燃烧装置。
2.2 炉型结构对热工因素的影响
炉子形式,炉体构造、尺寸、材料等,都属于炉型结构方面的因素。炉型结构对生产率影响大,提高生产率可以从以下方面考虑:①采用新炉型:加热炉的发展趋势是适用性强、分区加热、连续生产、自动化方面的发展。②改造旧炉型:对旧炉型改造,必要时重建。③扩大炉膛,增加炉底强度;改进炉型尺寸,使之更加优化。例如,一些采用通用设计的炉子,与具体生产需求差别很大,有的炉膛高度过大,造成金属表面温度低,有的过低,气层厚度薄,热容量小,炉墙传热的中间作用降低,这些都不是有利于传热的因素,是减少炉子热损失的改进途径。
2.3 钢料入炉的影响
钢料入炉温度对炉子生产率具有很大影响。炉料入炉温度高,加热所需热量越少,加热时间越短,炉子生产率也就越高,因此,提高入炉钢温很重要,可以在入炉前对钢坯进行预热。
2.4 工艺条件的影响
热处理工艺多半要求严格的升温速度与冷却速度,不要求高温快速加热。此外,为了相变的要求,常常需要保温时间,所以热处理炉生产率都比较低。
3 热负荷对炉子的影响
增加热负荷,可以提高炉子的生产率,但应该有一个合理的范围值。以利用淬火炉数学模型验证工况条件为基础,相对增加炉子热负荷,进行数值分析。
3.1 炉膛温度水平与热负荷
在不改变生产率的前提下,提高炉子热负荷会增加炉膛整体温度。“一低三高”理论中指出,提高炉温主要通过增加供热负荷来实现,还可以提高燃料的发热值,提高助燃空气的含氧量、提高空气和燃气的温度,从而提高燃烧温度和炉子温度。增加传热量,由此提高炉子的产量,实现高温慢加热。
数值分析中,分别将热负荷增加5%和10%,模拟计算结果整体上炉膛温度水平提高了3%~5%;钢管的表面温度变化情况显示钢管出炉温度提高了10~30℃;钢管热流出现了负值,说明钢管在炉膛内不吸热,反而放热。波动是由于钢管正处在加热段与均热段之间的空间,炉气的气层厚度变化所致。热负荷的增加,对炉膛内流场并没有很大影响。
在炉膛内辐射换热占主要方式,每一根钢管表面净热流可反映为对流换热量和辐射换热量的变化曲线。增加热负荷情况下,2种换热量的变化如下:在热负荷增加5%情况下,对流换热的增量相对辐射换热的增量较明显,但两者幅度不大;在热负荷增加10%情况下,由于整体炉膛温度水平的提高,辐射换热的增量显著比对流换热大,甚至最后出现钢管向炉膛传热的情况。
增加热负荷提高炉膛温度水平从而提高加热质量,但同时也增加了燃料的耗费,在提高炉子工作效率方面,它们是矛盾的,在合理的成本范围内,炉膛温度水平与热负荷可以有最佳搭配,通过模拟计算,对于淬火炉可以选择热负荷增加5%左右,这是较为合理的。
3.2 生产节奏与热负荷
在满足金属热处理工艺温度要求的前提下,提高热处理炉热负荷必然会增加加热炉的产量,生产节奏是表征加热炉产量的指标。表1列示了以模拟计算工况为比较情况下,当热负荷增加5%和10%这2种情况下的炉子生产率。
通过比较可以看到,生产率随热负荷增加而增加,但增加量并不大。生产率不是单纯地随着某一个参量而变化。因此,综合考虑对炉体生产率影响的因素,才能有效地、大幅度地提高其加热效率。同时,改变生产节奏又要受到整个工艺生产线系统的制约,如果其他配套工序不能协调工作,提高生产节奏也是不可行的。
4 炉型的改进
对炉型结构的合理性研究多数是在已经使用的炉子上进行的。通过对炉型结构的诊断分析,可以使人们对炉子工作情况有较清晰的认识,进而对炉子进行更有效的控制。但是,无论是实验测定结果还是数学模型分析结果,对于研究分析结果的运用,都是需要很大的经济耗费,因此,对于淬火炉炉型结构的数值分析是一种建议性的,具有指导性的。
4.1 炉体结构热损失
通过炉体散热和冷却水散热,是主要的散热方式,这不但造成浪费热能,而且降低了炉温,影响钢料加热。减少这方面的热损失,可以提高炉子产量,也可以减少单耗。
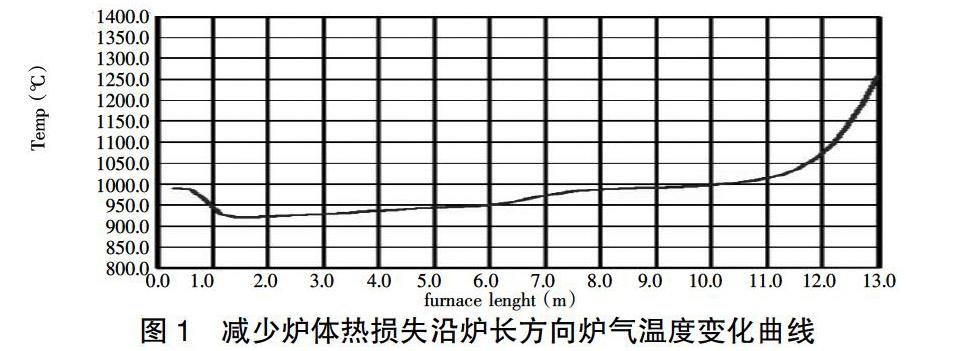
通过对炉体测试,该淬火炉炉底水封带走的热量占全部热负荷的15.3%。而一般炉子全部炉体热损失仅占1/4~1/3,可见该炉子冷却水带走的热量较大。显而易见,减少炉体热损失是提高炉子生产率的一项有效可行的工作。减少炉体的热损失后,模拟计算后,炉膛内温度水平有明显的提高(见图1)。
4.2 炉膛高度与炉气温度
确定炉膛高度,其应满足以下要求:①满足有足够的燃烧空间的要求。各种燃料在不同的烧嘴和燃烧条件下燃烧所需的燃烧空间大小不同,炉膛空间应保证燃料的完全燃烧。②炉气要合理地充满炉膛。若炉膛过高,炉气就不能充满。这样炉气上浮在炉顶处,在炉气与被加热钢管之间形成低温层,也可能在炉气靠近钢管表面和炉顶之间存在低温冷气层。这2种情况均会影响钢管加热,炉膛愈高也越严重。③增加炉衬对钢管的辐射传热,可通过改善炉衬的吸收率和辐射率方面提高热辐射。
在以上影响因素中,保证燃料充分燃烧和炉气充满度优良是重要因素,必须满足要求。炉膛高度在炉膛各区段也不同,目前各段高度一般是根据经验数据估算的,计算机的模拟对确定炉膛高度也很重要,是未来研究的方向。
4.3 提高炉子热效率的其他策略
钢管的入炉温度对炉子生产率具有重要影响。钢管入炉温度越高,加热时间也将减少,炉子生产率越高。通过测试,淬火炉烟气出炉温度在980℃左右,充分利用烟气的余热,可有效提高炉子热效率。“空气热回收装置”在生产中运用,就是很好地利用了烟气余热的例子。改进燃烧装置,选择燃尽比高的烧嘴也非常重要。近年来,对分段燃烧的新方法进行了不断开发,不仅可以减少氧化氮的生成量(减少70%),而且可以使燃尽比更高,温度也更加均匀。
5 实施效果
综上所述,采取措施后,淬火炉和回火炉的生产情况趋于稳定,减少了人为控制中不稳定因素的干扰,出炉温度的稳定性提高。另外,本项目采用数学模型对加热制度进行优化,提高了钢管的生产率,通过實施炉温优化设定、出炉温度反馈控制等策略,达到了节能降耗的控制目标。通过采用优化后的生产节拍和炉温制度,根据生产初步统计,钢管生产率提高约8%,单耗降低约6%。
【参考文献】
【1】张汝淼.热处理燃料炉的现状与展望[J].工业炉,2000(4):15-18.
【2】蔡乔方.加热炉(第3版)[M].北京:冶金工业出版社,2007.
【3】姚征,陈康民.CFD通用软件综述[J].上海理工大学学报,2002(2):137-144.
【4】Chao Zhang,Toshio Ishii,Yoshimichi Hino,et al.The Numerical and Experimental Study of a Regenerative Furnace[J].International Heat Transfer Conference 11,1998(8):361-366.
