普碳钢冷轧轧制液的研制与工艺适配性研究
2021-06-15鲁斐马千郭永亮李小磊戴媛静
鲁斐,马千,郭永亮,李小磊,戴媛静
(1.清华大学天津高端装备研究院,天津 300300;2.清华大学摩擦学国家重点实验室,北京 100084)
0 引言
普碳钢冷轧板带是在常温下进行轧制,不产生氧化铁皮,表面质量好,尺寸精度高,再加之经过了退火处理,其机械性能和工艺性能都优于热轧薄钢板,被广泛应用于汽车、电器、建材以及包装等行业。
目前,普碳钢的冷轧轧制工艺趋向于宽幅、大压下量、高速,而且对轧制带钢的板面质量要求也越来越高,因此对轧制工艺润滑剂的性能提出了更为严格的要求。
1 冷轧轧制液的作用和性能要求
冷轧生产过程中需要使用冷轧轧制液作为工艺润滑剂。冷轧轧制液在轧制过程中起到润滑、冷却、清洗和防锈的作用,具体体现为降低轧制力、延长轧辊寿命、控制带钢表面质量和板形等,是轧制过程中必不可少的润滑介质[1-2]。
根据冷轧轧制液在冷轧过程中所起的重要作用,其应满足以下性能要求:
(1)润滑性好,有效降低摩擦系数和摩擦力,降低轧辊的磨损,保证带钢良好的表面质量;
(2)冷却性能强,满足高速轧制时的冷却要求;
(3)清净性强,在使用过程中能带走轧辊和带钢上的磨屑,轧后板面无油渍,退火后带钢表面无油斑;
(4)防锈性好,可在带钢表面形成均匀的油膜,具有优异的防锈性;
(5)性能稳定,满足在长期高温、高压环境下性能稳定的要求;
(6)使用方便,乳化液便于维护管理;
(7)无毒、无害,残留物符合环保要求。
2 1420 mm单机架六辊可逆轧机参数及工艺特点
原料: Q195、SPHC系列;原料厚度:2.5~3.0 mm;原料宽度:925~1280 mm;成品厚度:0.2~0.5 mm;轧制力: MAX 12000 KN;轧 机 速 度: 0~900 MPM。
冷轧轧制液需满足1420 mm单机架六辊可逆轧机轧制Q195、SPHC系列带钢时总压下率93.3%,道次最大压下率39%,以及最大运行速度下的冷却和润滑要求。同时,保证带钢表面无润滑缺陷,无乳化液斑迹缺陷,退火清净性佳,满足后工序镀锌、彩涂的需求。
3 冷轧轧制液的配方调配
在冷轧过程中,冷轧轧制液的润滑性、带钢清净性、退火清净性直接影响轧后带钢的质量(见图1),并对下一工序产生重大的影响。同时,提高产品经济性,为钢铁企业节能减耗也是评价冷轧轧制液产品优劣的关键因素。因此,在配方调配过程中结合1420 mm单机架六辊可逆轧机的工况,紧紧围绕以上性能要求,着重从基础油、极压润滑剂、斑迹缺陷改进剂以及乳化剂等方面进行考察。
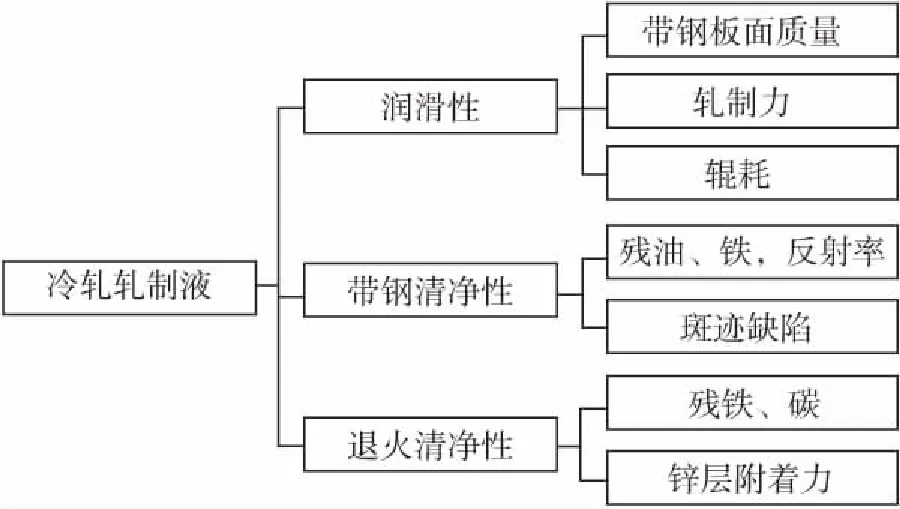
图1 冷轧轧制液对带钢表面质量的影响
3.1 基础油
基础油主要起润滑作用,同时也是添加剂的载体[3-4]。根据1420 mm单机架六辊可逆轧机高速、大压下率的工艺特点,该冷轧过程条件苛刻,轧制变形区处于高温、高压状态,同时又要求优异的带钢表面质量。这就要求基础油的油膜强度高,润滑性好。矿物油、动植物油和合成酯是冷轧轧制液的常用基础油,在此分别选择250SN、棕榈油、大豆油、椰子油、三羟甲基丙烷油酸酯(TMPTO)和季戊四醇油酸酯(PETO)、棕榈油∶季戊四醇油酸酯(PETO)=3∶1作为研究对象,基础油的理化性能指标见表1。
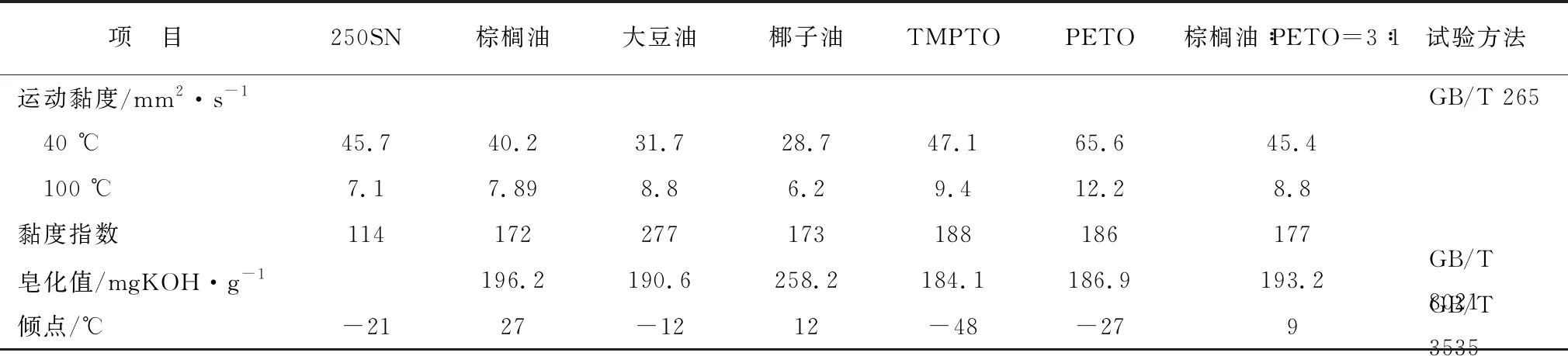
表1 基础油的理化性能指标
采用往复式摩擦磨损试验机(简称RCP,型号RFT-2)考察基础油的润滑性能,测试条件:接触应力1.1 GPa,测试温度为100~225 ℃(结果见图2)。对比基础油的理化性能指标和润滑性发现:矿物油250SN的黏温性能差,油膜强度低,润滑性差。天然植物油脂棕榈油、大豆油、椰子油的黏温性能好,皂化值高,润滑性好。但是,大豆油中含有较多的亚油酸结构,氧化安定性差。对比矿物油和天然植物油脂,合成酯TMPTO和PETO的润滑性好、氧化安定性佳、黏温性能优异,同时具备优异的低温流动性。与图2中基础油的润滑性对比,棕榈油、PETO以及棕榈油∶季戊四醇油酸酯(PETO)=3∶1的润滑性能最好且比较接近,但综合考虑润滑性能、黏温性能、倾点、经济性的因素,在此选择棕榈油和PETO的混合物作为基础油。
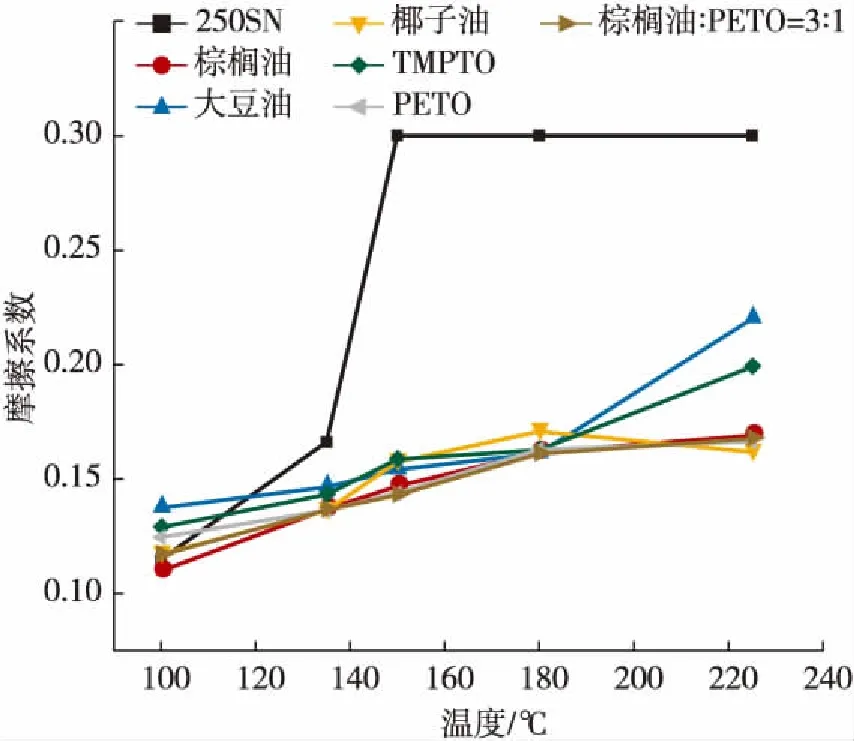
图2 基础油的润滑性对比
3.2 极压润滑剂
冷轧过程的润滑状态是边界润滑和流体润滑同时存在的混合润滑状态,润滑条件苛刻,基础油无法保证良好的润滑,常常需要加入极压润滑剂改善润滑。常见的极压润滑剂有磷极压润滑剂、硫极压润滑剂以及含氯极压润滑剂,这类物质在高温、高压下通过发生摩擦化学反应,产生化学反应膜从而将两摩擦表面隔开,以降低摩擦系数,减缓磨损[5-6]。其中,磷极压润滑剂中的P、O杂原子作为吸附中心具有强吸附性,在缓和工况下,物理吸附膜可起到润滑作用;在苛刻工况下,在摩擦表面形成亚磷酸铁反应膜。硫极压润滑剂可在摩擦表面形成水解安定性好、熔点高、具有抗擦伤和抗烧结作用的硫化铁化学反应膜,可承受800 ℃以上的高温。含氯极压润滑剂可在摩擦表面形成抗磨性好、极压性强的氯化铁。含氯极压润滑剂虽然不易产生油斑,但产物会腐蚀工件,影响润滑剂的防锈性能,而且环保性较差,在此分别选择三种磷酸酯(P-1、P-2和P-3)和两种硫化脂肪酸甲酯(S-1和S-2),采用往复式摩擦磨损试验机考察这几种极压润滑剂的润滑性。测试条件:接触应力1.1 GPa,测试温度为100~225 ℃。图3对比发现,引入使极压润滑剂可降低摩擦系数,其中含磷极压润滑剂的引入使摩擦系数的降低更为明显。
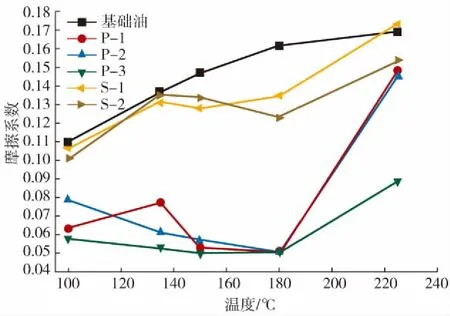
图3 几种极压润滑剂的润滑性对比
采用四球摩擦磨损试验机,依据GB/T 12583-1998的方法测试几种极压润滑剂的PB值和PD值。由表2对比发现,极压润滑剂的引入可显著地提升基础油的PB值和PD值,即油膜强度和抗烧结性能。其中磷极压润滑剂对油膜强度的改善更加明显,引入磷极压润滑剂后PB值由490 N提升至980 N以上。而硫极压润滑剂对抗烧结性能的改善明显,S-1和S-2分别将PD值由1236 N提升至2452 N和3089 N。综合以上试验结果可知,极压润滑剂可明显改善冷轧轧制液的摩擦学性能。
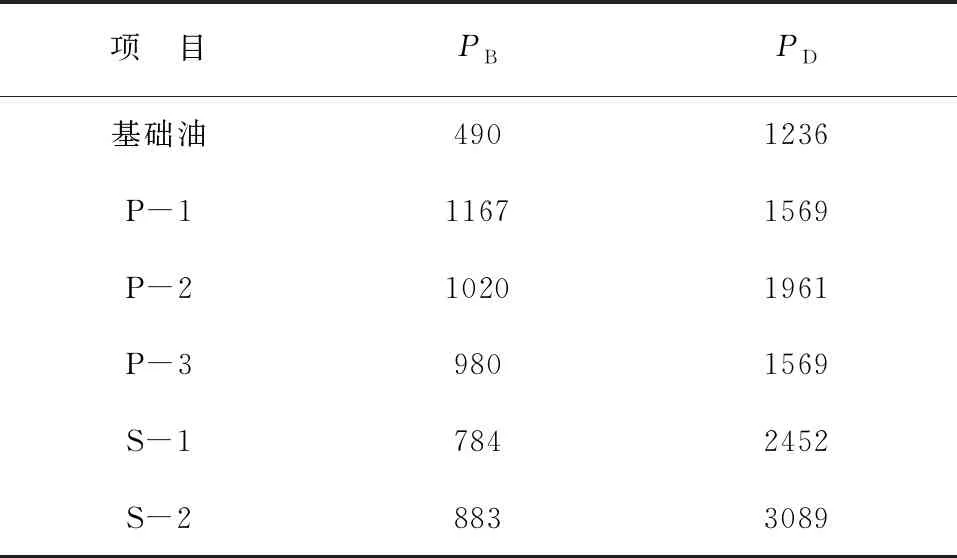
表2 几种极压润滑剂的PB值和PD值对比 N
选择磷极压润滑剂P-3作为极压润滑剂,可显著提升冷轧轧制液的摩擦学性能,但选择磷极压润滑剂时应注意其在金属表面的吸附容易受到众多添加剂的影响,如乳化剂、缓蚀剂等。同时,磷极压润滑剂在使用中也存在着泡沫多、乳化液易腐败的缺点。
3.3 斑迹缺陷改进剂
斑迹缺陷是普碳钢、硅钢冷轧带钢的一种常见缺陷(也称为油烧、油焦),主要出现在单机架可逆轧机,斑迹缺陷出现的位置通常在距离卷心300 m的范围内,呈棕色-黑色条状斑迹,颜色明显,严重时通卷都有。斑迹缺陷是单机架可逆轧机道次切换时,乳化液滴落、夹带入带钢,在高温、高压、含水的情况下,经过化学氧化、水合(腐蚀)等作用形成的铁的氧化/水合物[7-8]。斑迹缺陷可通过斑迹缺陷改进剂进行改善或消除,常见的斑迹缺陷改进剂有磷酸酯(盐)类,苯并三氮唑类。实验室模拟[2]高温、高压环境考察斑迹缺陷改进剂的效果[9],发现磷酸酯(盐)类斑迹改进剂效果更佳。
3.4 乳化体系
在轧制过程中,乳化液喷射到轧辊和带钢上,水蒸发带走轧辊上的热量,油滴浓缩形成油膜进入变形区起到润滑的作用。乳化体系决定了冷轧轧制液的离水展着性,进而影响其润滑效果。同时,乳化体系又决定了对铁粉、油泥的分散能力,铁粉和油泥的分散性差,极易污染轧机和带钢表面,严重影响带钢的表面清净性和退火清净性[10-12]。冷轧轧制液常见的类型有稳定型、稳定弥散型和弥散型。稳定型乳化液粒径小,乳化液稳定,但润滑性差。弥散型乳化液粒径大,润滑性好,但乳化液稳定性低,容易析油。而稳定弥散型乳化液兼具稳定型和弥散型的特点,其粒径较大,润滑性较高,同时乳液的稳定性也较好。在此建立稳定弥散型乳化体系,选择阳离子型乳化剂和非离子型乳化剂结合,该体系的乳液粒径大,离水展着性好,且对铁粉和油泥具有良好的分散效果,润滑性好,带钢的表面清净性佳。
4 冷轧轧制液的性能研究
4.1 理化指标对比
根据1420 mm单机架可逆轧机对冷轧轧制液的性能要求,采用棕榈油和PETO复配作为基础油,并对抗氧剂、极压润滑剂、斑迹缺陷改进剂、乳化剂进行复配和筛选,确定自研配方并与进口冷轧轧制液进行理化指标对比,由表3可知,自研配方的皂化值更高,其他理化指标与进口冷轧轧制液的理化指标类似。
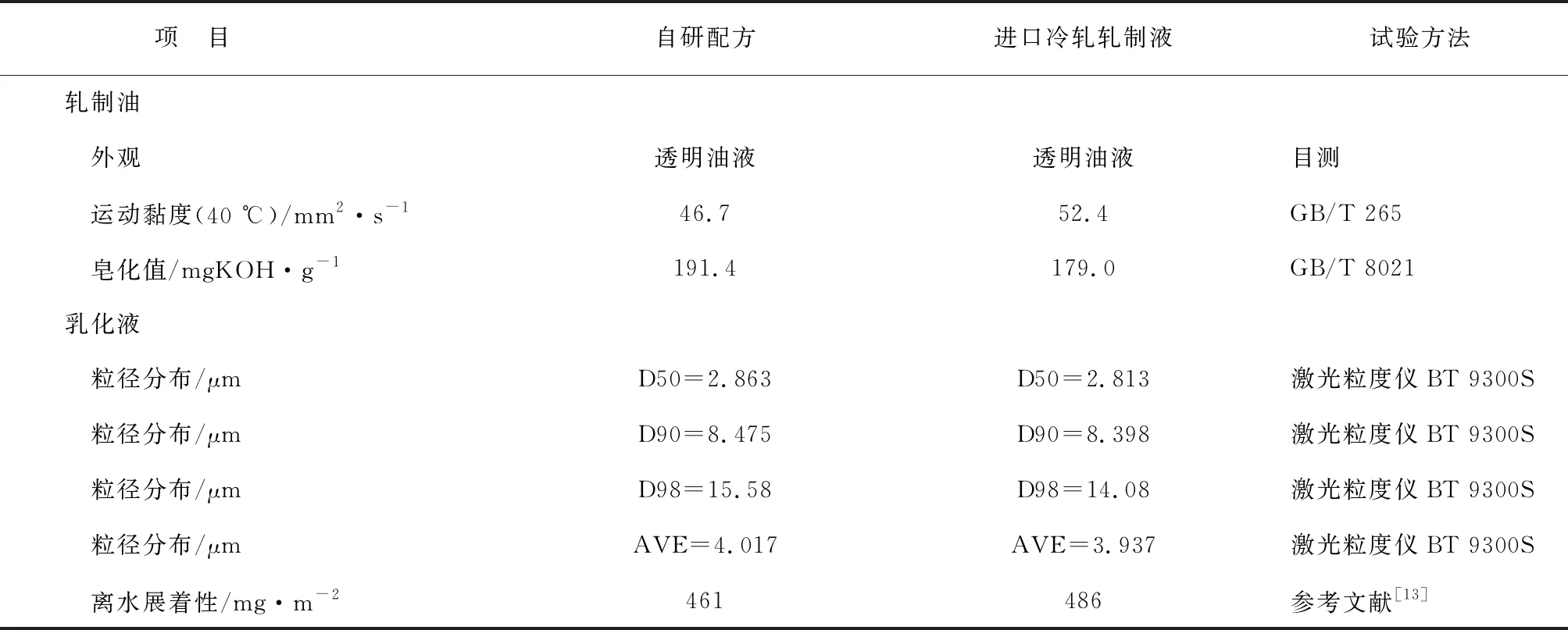
表3 自研配方与进口冷轧轧制液的理化指标对比
4.2 摩擦学性能评价
采用往复式摩擦磨损试验机考察自研配方和进口冷轧轧制液的润滑性,测试条件:接触应力1.1 GPa,测试温度为100~225 ℃。如图4所示,自研配方较进口冷轧轧制液的摩擦系数更低,而且随着温度的升高,摩擦系数的波动明显较小,充分说明自研配方的润滑性优于进口冷轧轧制液,而且温度对润滑性的影响较小。
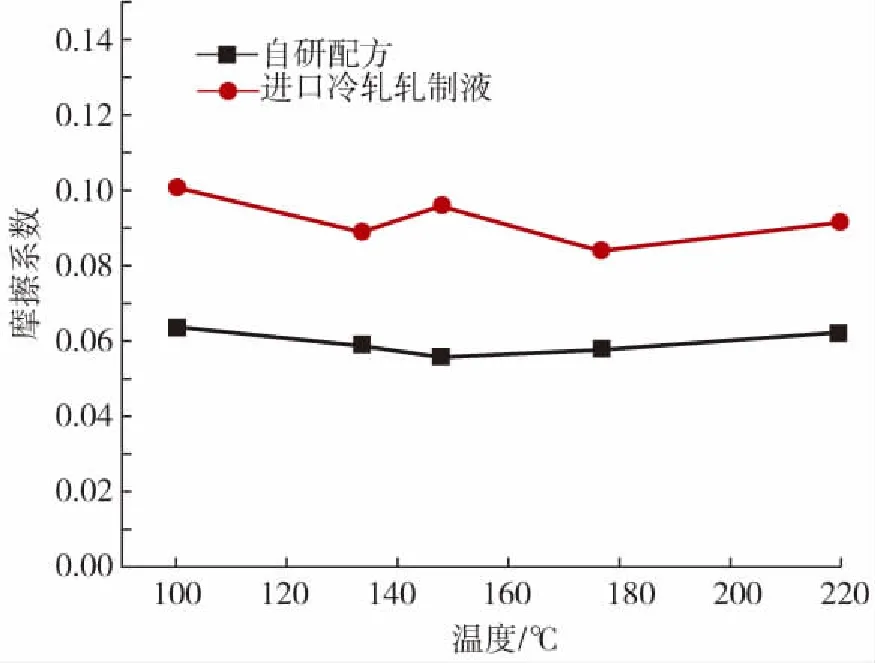
图4 自研配方与进口冷轧轧制液的润滑性对比
采用四球摩擦磨损试验机,依据GB/T 12583-1998的方法测试自研配方与进口冷轧轧制液的PB值和PD值。如表4所示,自研配方的PB值为1020 N,明显高于进口冷轧轧制液的834 N,说明自研配方的油膜承载能力更强。自研配方与进口冷轧轧制液的PD值持平,二者均有优异的抗烧结性能。
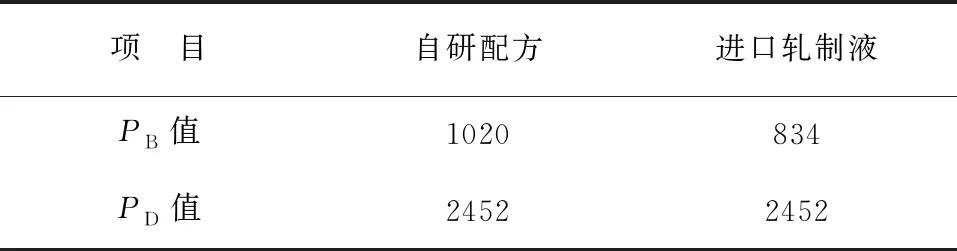
表4 自研配方与进口冷轧轧制液的PB值和PD值对比 N
4.3 抗斑迹缺陷性能评价
斑迹缺陷严重影响带钢的表面质量并导致产品合格率降低,对企业形象造成影响的同时还会导致较大的经济损失,企业对冷轧轧制液的抗斑迹缺陷性能也越来越关注。通过斑迹缺陷的模拟试验考察冷轧轧制液的抗斑迹缺陷的性能[9],见图5。进口冷轧轧制液会产生较为明显的斑迹缺陷,自研配方的缓蚀性能好,无斑迹缺陷出现。
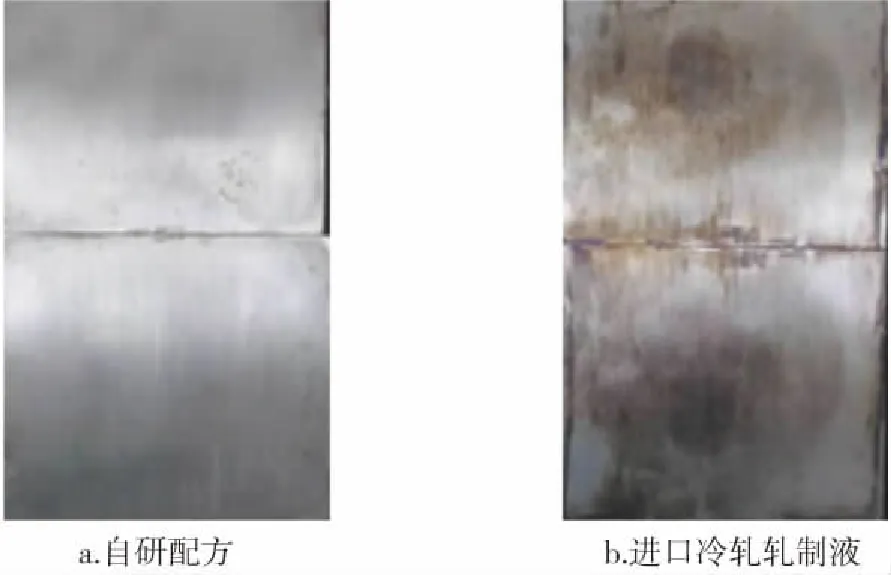
图5 自研配方与进口冷轧轧制液的抗斑迹缺陷性能
4.4 退火清净性评价
退火清净性是冷轧轧制液的重要性能指标之一,直接影响带钢的表面清洁度并对下一工序产生重大影响[14]。采用热重-差热(TGA)法分析冷轧轧制液的退火清净性(见图6)。
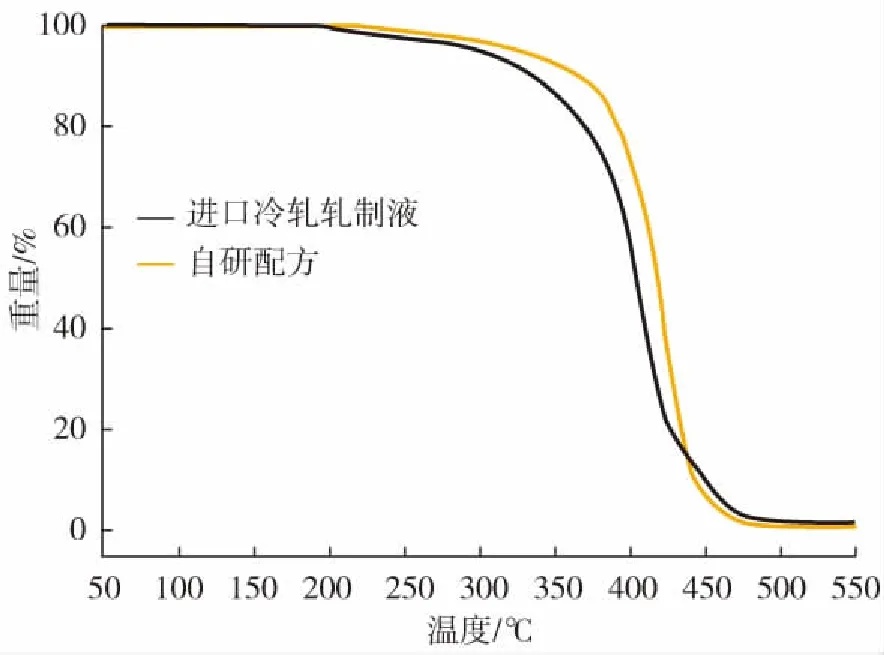
图6 自研配方与进口冷轧轧制液的热重-差热(TGA)曲线
自研配方失重分解的起始温度为201.9 ℃,高于进口冷轧轧制液的187.9 ℃,结果见表5,可知自研配方可承受较高温的冷轧工况。而且自研配方的失重终止温度以及残留量均低于进口冷轧轧制液,说明自研配方的退火清净性优于进口冷轧轧制液。

表5 退火清净性对比
5 冷轧轧制液的工艺适配性研究
在实际冷轧生产过程中,现场的工艺条件复杂,影响冷轧轧制液使用性能的因素众多。了解冷轧轧制液的使用工艺,研究影响使用性能的因素并进行合理的优化、控制,对提高冷轧轧制液的使用效果、寿命都有着积极的影响。
5.1 pH值的影响
pH值对冷轧轧制液的粒径分布和稳定性均有较大的影响。冷轧轧制液pH值一般呈弱酸性,pH值过低,粒径偏大,冷轧轧制液的稳定性降低。pH值过高,粒径减小,冷轧轧制液的稳定性提高,离水展着性差,进而润滑性变差,轧制困难。
考察了pH值对自研配方乳液粒径的影响,其初始pH值为5.90,由表6可知,当pH值>7.75时,自研配方的平均粒径整体有变小的趋势,当pH值=4时,乳化液的粒径急剧增大,乳化液的稳定性明显降低,析油严重。

表6 冷轧轧制液的粒径受pH值的影响
采用往复式摩擦磨损试验机考察自研配方在不同pH值下的润滑性,测试条件:接触应力1.1 GPa,测试温度为100 ℃。对比发现随着pH值的升高,摩擦系数(cof)有升高的趋势,特别是pH值大于7.75时,cof升高较为明显。综合考察认为,当pH值在4.8~6.9范围时,自研配方的粒径和润滑性较稳定,因此自研配方推荐使用的pH值为4.8~6.9,见图7。
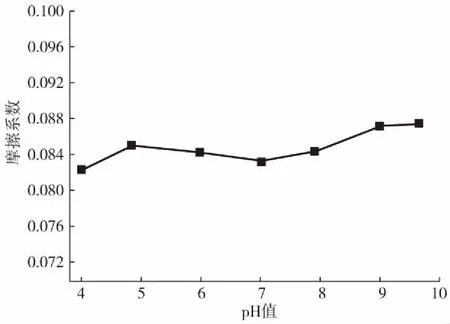
图7 pH值对自研配方润滑性的影响
5.2 电导率的影响
在生产过程中,电导率随轧制的进行而缓慢上升,影响电导率的因素包括酸洗来料的残留,水中的钙、镁等离子的含量,以及冷轧轧制液循环过滤系统。电导率过高,乳化体系受到影响,冷轧轧制液的防锈性能和润滑性能下降[15]。因此,电导率的变化能反映冷轧轧制液质量的变化。
采用GB/T 6144 5.9单片试验的方法考察电导率对冷轧轧制液防锈性的影响(见表7)。结果表明,当电导率小于400 μs/cm,单片试验防锈性合格。随着电导率的提升,防锈性逐渐变差。

表7 电导率对冷轧轧制液防锈性的影响
值得注意的是,当pH值和电导率突然同时上升,这表明含碱性物质进入冷轧轧制液,当pH值突然下降而电导率上升则可能是无机酸或其盐类进入冷轧轧制液。冷轧轧制液的电导率指标应定时检测,及时跟踪乳化液状态,同时应控制冷轧轧制液的电导率≤400 μs/cm。当电导率>400 μs/cm时,应及时更换轧制液或批量排放,以免影响其正常使用。
5.3 浓度的影响
冷轧轧制液的使用浓度一般控制在1.0%~5.0%,根据轧制工艺和轧件材质的不同,使用浓度也会有所不同。冷轧轧制液浓度过低,由于离水展着性差而造成润滑不足,容易产生热划伤以及轧后带钢表面清洁性差等问题。通常随着冷轧轧制液浓度的提升,离水展着性也随之提升(见图8自研配方浓度与离水展着性的关系),并改善轧制区的润滑状态。但也不能一味地提升冷轧轧制液的浓度,浓度过高,离水展着性好,容易出现过润滑现象,同时带钢表面的残留也会过高,导致油耗高、经济性差。因此,建议在生产中先确定冷轧轧制液的最佳使用浓度,在满足正常轧制生产,保证产品质量的前提下,采用最低的使用浓度进行轧制。
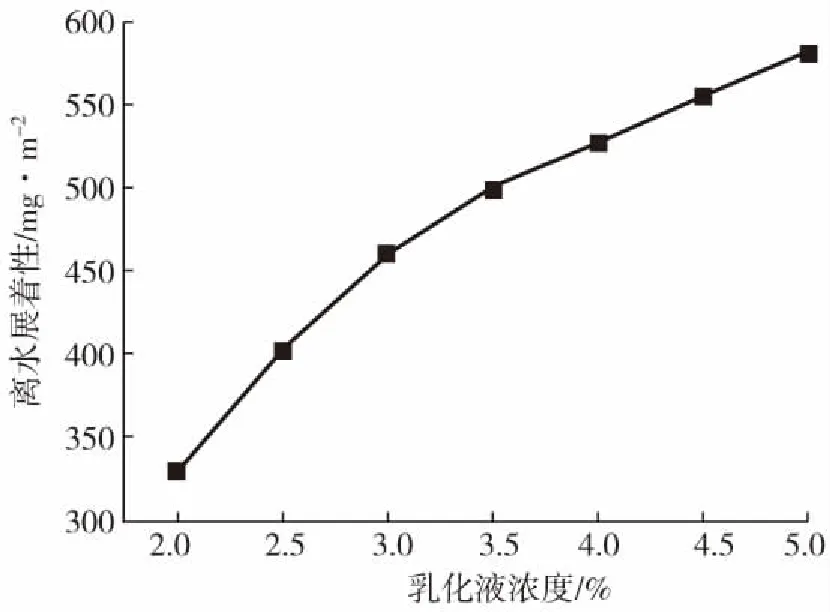
图8 自研配方浓度与离水展着性的关系
6 结论
结合1420 mm单机架六辊可逆轧机的工况,通过对基础油、极压润滑剂、斑迹缺陷改进剂及乳化剂等添加剂进行筛选及考察,开发出高性能的普碳钢冷轧轧制液。与进口冷轧轧制液进行性能评价,结果表明自研配方具有更好的润滑性、抗斑迹缺陷性能和退火清净性。最后,考察了pH值、电导率、浓度等使用工艺指标对轧制液性能的影响,pH值的变化会对轧制液的粒径分布和润滑性产生直接影响,电导率的提升直接导致轧制液防锈性的降低,浓度的高低则直接影响轧制液的润滑性能。
