基于CATIA的汽车覆盖件修边镶块自动化设计辅助系统开发
2021-06-04茹龙章志兵张希磊
茹龙,章志兵,张希磊
应用技术
基于CATIA的汽车覆盖件修边镶块自动化设计辅助系统开发
茹龙,章志兵,张希磊
(华中科技大学 材料成形与模具技术国家重点实验室,武汉 430074)
基于CATIA平台,开发汽车覆盖件修边镶块自动化设计辅助系统。对修边镶块的设计流程进行分析,先采用滚圆算法对修边工艺线进行光顺前处理,再将修边工艺线进行类型划分,以矢量计算的方式获取轮廓方向,开发了基于无向加权图的最小轮廓识别算法,以串并行结合的建模方案对镶块进行自动化建模。系统实现了修边镶块的自动化设计,并可同步更新。系统集成修边镶块的设计制作流程,显著提高了设计效率,缩短了设计周期。
修边镶块;类型判断;轮廓识别;参数化造型
汽车覆盖件主要指覆盖汽车发动机和底盘、构成驾驶室和车身的一些零件[1],具有材料薄、曲面尺寸复杂、结构形状多变、表面质量要求高等特点[2],一般需要落料、冲孔、修边、翻边、整形等多道工序才能实现从毛坯到成品的成形过程。其中修边工序是将冲压件周围和内部存在的工艺补充部分冲裁、剪切的冲压工序,是保证汽车覆盖件成形尺寸的重要工序[3]。
修边镶块的设计与冲压件的质量密切相关,现阶段,修边镶块设计存在很多问题,如修边工艺线轮廓形状复杂,镶块数量多,工作量大,造型困难,成品镶块修改调整繁琐等。为了解决这些难题,需要开发一套修边镶块自动化设计辅助系统,在保证系统稳定性和高效性的同时,快速生成满足实际工艺需求的修边镶块模具实体,减少设计周期,提高设计效率,降低设计人员的工作量。
1 修边镶块自动化设计总体流程
整个修边镶块设计流程以提供的工艺零件为基础,首先通过工艺检查模块保证所需工艺元素的可靠性,其次构建完整的工艺装配结构树为模具设计做准备,获取镶块设计所需要的工艺型面、基准坐标系等定位基准,再次获取修边工艺线等输入元素,针对修边工艺线不同的类型,绘制镶块基础轮廓,然后导入对应的镶块模板并进行工艺替换,针对不同的控制参数进行修改,最后以布尔运算的方式将修边镶块的实体结合起来,生成整个修边镶块模具。
系统实现的主要功能有:① 快速读取修边工艺线,并自动判断类型;②智能判断镶块轮廓方向,绘制对应的镶块轮廓;③基于图论的轮廓快速识别;④导入对应参数化模板,求解计算、优化控制参数输入,生成修边镶块实体。
2 关键技术
2.1 修边工艺线光顺调整
修边工艺线是修边镶块的设计基础。修边工艺线一般由多条曲线通过接合命令生成,曲线轮廓不规则,自身曲率不均匀,起伏和波动较大,生成的修边镶块外轮廓存在凸起、锐变等缺陷,难以成功进行偏置。为了解决上述问题,对修边工艺线进行光顺前处理,以生成曲率连续的修边工艺线,便于实际模具的生产制造。
曲线的光顺算法以陶文等[4]提出的滚圆算法为基础,先对修边工艺线采用等弦法,同时结合弦长及曲率等因子作为输入控制参数,将曲线进行离散分段,以半径为的圆如图1所示在离散后的分段线进行滚动,圆周与离散线的接触点形成了轮廓轨迹连线,称为光顺曲线,其中圆心的轨迹连线即为曲线偏置后的结果。对复杂曲线经过滚圆算法光顺处理后,既能够很好地解决三维曲线的自相交、尖角缺陷等问题,又能成功完成复杂曲线的偏置处理[5]。
2.2 修边工艺线自动识别
为了更好地满足工艺和自动化系统设计需求,在镶块设计的基础上,系统添加了类型自动识别算法,对修边工艺线进行快速类型划分。基于镶块结构要求和工艺特点,修边工艺线分为短半包凸型(A型)、基准型(B型)、长半包凸型(C型)、内凹型(D型)、半凸半凹型(E型)和特殊矩形(F型),如图2所示。在实际修边镶块设计过程中,B型基准镶块是修边工艺中造型最简单,使用最普遍的类型之一,也是其他类型镶块的基础造型。
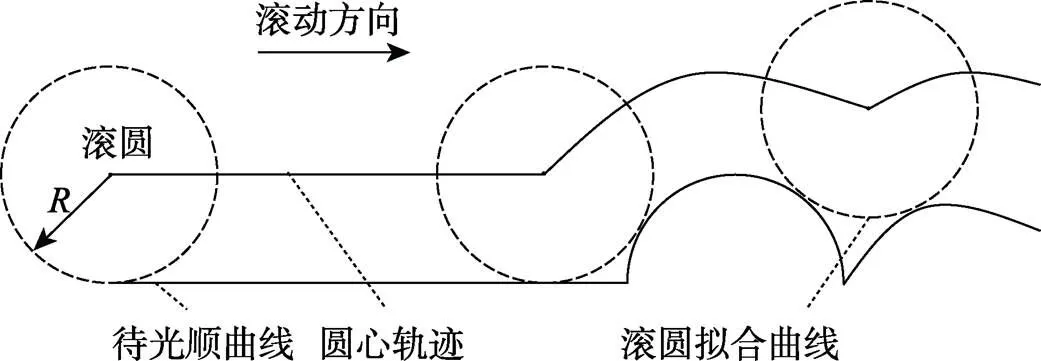
图1 滚圆算法

图2 镶块轮廓
修边线类型划分主要取决于修边工艺线的状态。区分F型镶块的方法是修边工艺线拐点的数量。对于其余镶块类型,其初始分类依据为修边线首尾连线所处的位置和连线与修边工艺线的最大距离,具体类型以首尾连线与端点处切线的夹角区分,整体算法流程见图3。
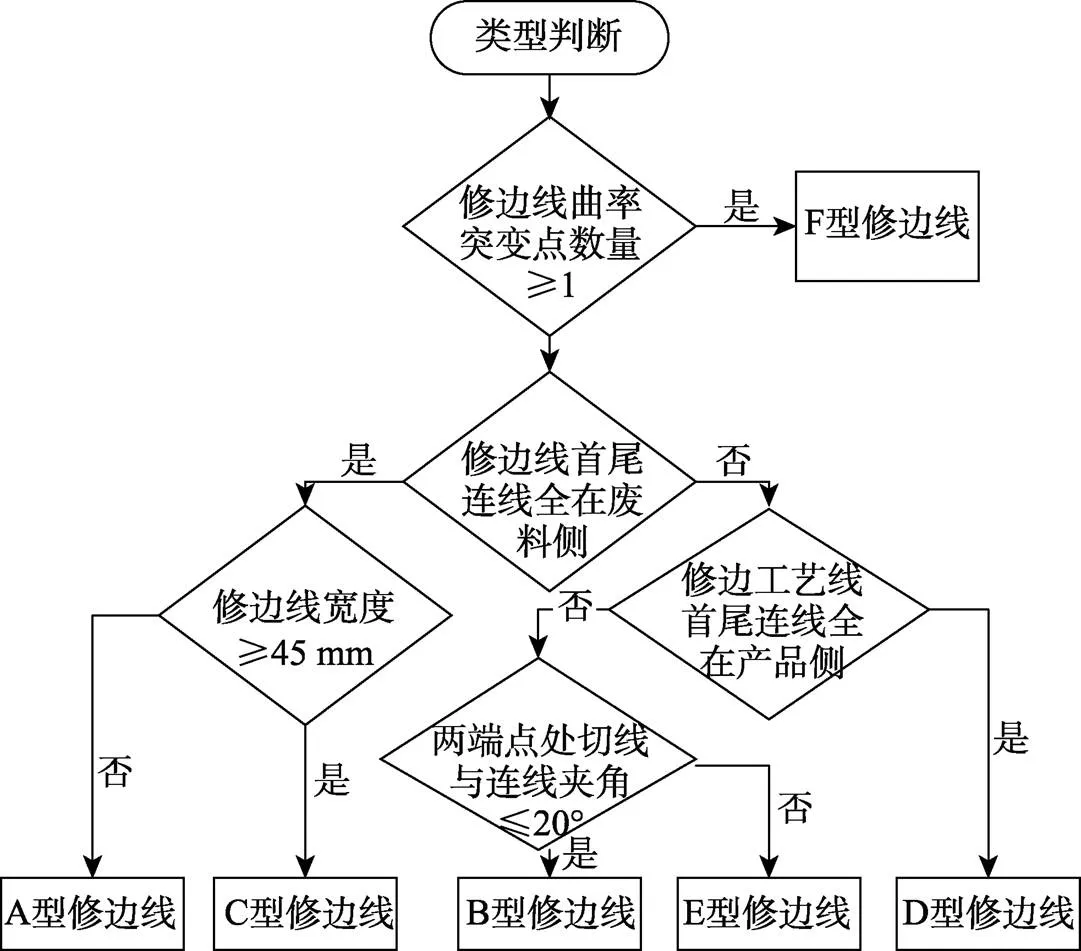
图3 类型判断
2.3 镶块轮廓方向判断
修边工艺线是产品面和废料面的分割线,其中上模分布在废料面上,下模和压料板分布在产品面上,如图4所示。修边镶块轮廓分为投影轮廓和绘制轮廓,投影轮廓由修边工艺线直接投影生成,绘制轮廓均为直线轮廓。其中,绘制轮廓的关键是侧向基准线方向,除C型镶块以外,其余类型的镶块都需以B型镶块为基准,计算出如图2所示的侧向基准线方向,然后按照工艺规则依次计算出轮廓点的正确坐标。

图4 镶块结构
曲线具有固有的方向属性,以离散直线指向的方向为判断依据,即可判断出该曲线的旋转方向。对每条修边工艺线进行离散,获取一定数量的离散点,获取该点在修边线上的垂线方向,以废料面为判断基准,实线箭头的方向为指向废料面的方向。若废料面在曲线的左侧,则修边工艺线标记为1,反之标记为−1,即形式一和形式四的标记为1,形式二和形式三的标记为−1,如图5所示。
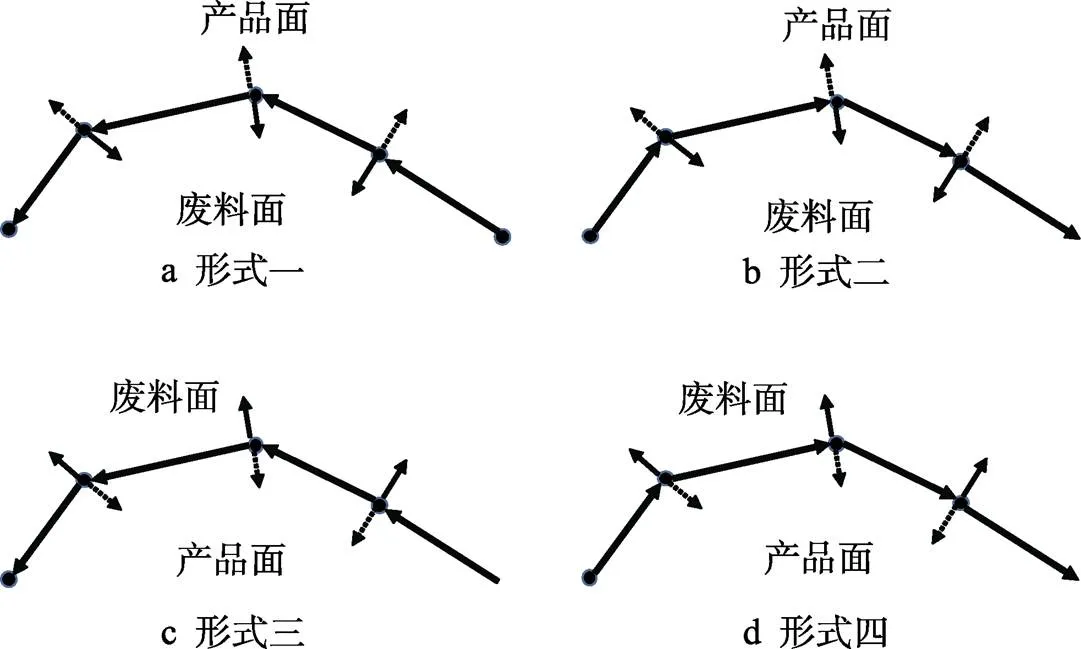
图5 曲线定义性质


对于上模镶块而言,侧向基准线方向指向废料面,在下模和压料板中,该方向指向产品面。以矢量的Z值为判断基准,若Z值大于0则为1,反之则为−1,与修边线的标记相比较,如果是上模方向,则该值应该与修边线的初始标记相同,否则应该取相反方向,如图6所示。
2.4 镶块轮廓获取
经过初始筛选后的修边镶块轮廓已经能够满足基本工艺需求,然而在某些特殊情况下,轮廓绘制方法需要经过人工调整,人为编辑位于修边工艺线上的分刀点位置,减少或者增加镶块的数量等,因此系统需要获取调整后的修边镶块轮廓。
传统方案主要是针对所有轮廓,手动选择标记,进行分类区分,然而由于轮廓线数量众多,结构关系复杂,还可能存在工艺线重复、断开等问题,依赖于人工的方式准确性不高且易出错。在修边镶块自动化设计辅助系统中,CATIA的Sketch特征保存了完整的镶块轮廓信息,通过Sketch接口可以获取到所有的特征边和特征点。系统的核心设计理念是以每条修边工艺线为主的单独模块化设计,所以需要找到每条修边工艺线对应镶块轮廓。
修边镶块轮廓是由多条特征线首尾相连组成的封闭轮廓线,获取修边工艺线对应的轮廓线关键在于获取一系列连通的轮廓点,所以获取最小轮廓,本质上可以抽象为在一个带权的无向图中,获取轮廓路径权值和最小的环。将所有轮廓线端点抽象为图的顶点,轮廓线抽象为图的边,轮廓线的长度抽象为边的权值,使用无向加权图即可模拟整个镶块草图,如图7所示。

图7 无向加权图
构建图的表示方法一般分为邻接矩阵和邻接链表两种[6—7]。图是由顶点元素集(Vertex)和边集(Edge)定义构成的二元关系组,即=(,)。图中的每一条边=(1,2),其中1,2∈,当且仅当两顶点构成的边∈时,标记为顶点1和2联通。算法的主要流程为从任意一个节点出发,获取包含该顶点的最小权值轮廓路径。沿边界路径搜索时,容易出现边界轮廓重复访问或者遗漏,为了避免重复搜索,使用和边数目相同的数组作为路径的访问标志位,对已访问和未访问的边界进行标识。整个算法以广度优先搜索方式进行,以迪杰斯特拉算法为基础,选择可达的相邻顶点后,记录源节点到当前节点的路径总和,并且更新父节点数组。因为轮廓图中所有边的权值均为正数,所以权值的变化趋势一定是增大,将全局权重与当前权重进行判断,及时舍弃权值相对较大的轮廓,减少迭代次数。通过父节点数组,以递归的方式获取轮廓序号,逐步找到所有的最小封闭轮廓,最后根据顶点序号进行排序去重,将节点还原为对应的特征边轮廓,总体轮廓识别算法流程见图8。

图8 轮廓识别流程
2.5 镶块自动化建模
基于CAD的造型方法主要分为两大类:串行法和并行法[8—10]。镶块建模中使用串行法,类似从起点到终点只有一条支路,从最初的基准面和定位坐标系获取,到修边工艺线的导入以及轮廓绘制,再到波浪刀、安装面生成等,一步一步生成中间特征,最后创建三维实体。整个建模过程逻辑性强,思路清晰,易于设计,但是造型过程需要考虑正确的顺序,设计流程耦合性强,难以修改调整。镶块建模中使用并行法,类似起点到终点拥有多条支路,每条支路由单独模块构成,各个支路独立建模,最后通过布尔运算将所有的模块关联起来。每个模块造型简单,更新迅速,模块功能划分单一,方便查找错误,耦合性较低,但是并行法的缺点也很明显,通用化的模板设计困难,复杂模型的分解难度大,对设计经验要求较高,最终三维实体结果需要进行复杂布尔运算,布尔运算失败概率大,需要人工干涉。
综合以上优缺点,修边镶块设计采用串并行相结合的设计方案,先对整个修边镶块按照功能上的需要进行模块划分,划分为镶块主体、波浪刃口模块,安装面模块、到底筋模块等,模块内部明晰建模流程,采用串行化建模,最后将各个模块组合起来,完成整体修边镶块建模。
3 应用实例
某汽车覆盖件零件数模如图9,其中以蓝色修边工艺线为代表,在CATIA平台上进行修边镶块设计,并进行应用分析。

图9 某覆盖件修边工艺数模
该系统使用时,自动导入修边工艺线并判断类型,因为上模、下模和压料板判断流程基本一致,所以仅以上模类型进行分析。1#修边工艺线上模类型为C型,2#修边工艺线上模类型为分刀C型,3#修边工艺线为分刀F型。绘制的镶块轮廓草图如图10a所示,白色的线为镶块轮廓线,带颜色的线为螺钉、销钉和定位销外轮廓,可以在草图中轮廓直接进行人工干涉调整。轮廓绘制完成后,可以调整镶块控制参数,智能调用参数化模板,最后生成对应的修边镶块零件结果如图10b—c,该系统与传统建模方式的比较见表1。

图10 修边镶块设计结果
表1 效率比较

Tab.1 Comparison of efficiencies
4 结语
重点研究了汽车覆盖件模具的修边镶块自动化设计方案。基于CATIA平台下的CAA二次开发技术,开发了完整的修边镶块设计自动化辅助工具,集成了修边线光顺调整、快速类型判断、智能轮廓绘制、标准模板造型、快速装配等功能,有效解决了人工设计中复杂曲线光顺偏置困难、效率低等问题。该系统对于提高修边镶块设计效率,缩短设计周期具有重要的意义。
[1] 崔令江. 汽车覆盖件冲压成形技术[M]. 北京: 机械工业出版社, 2003. CUI Ling-jiang. Automotive Covering Parts Forming Technology[M]. Beijing: China Machine Press, 2003.
[2] 周天瑞. 汽车覆盖件冲压成形技术[M]. 北京: 机械工业出版社, 2000. ZHOU Tian-rui. Stamping and Forming Technology of Automobile Aanels[M]. Beijing: Mechanical Industry Press, 2000.
[3] 陈新平, 胡晓, 宋晨, 等. 超高强钢QP980液压成形B柱仿真及试验研究[J]. 精密成形工程, 2016, 8(5): 60—64. CHEN Xin-ping, HU Xiao, SONG Chen, et al. Simulation and Experiment Analysis of AHSS QP980 Hydroforming B Pillar[J]. Journal of Netshape Forming Engineering, 2016, 8(5): 60—64.
[4] 陶文, 章志兵, 柳玉起. 基于滚圆方法的修边镶块曲线快速拟合算法研究[J]. 锻压技术, 2016, 41(6): 150—155. TAO Wen, ZHANG Zhi-bing, LIU Yu-qi. Study on Rapid Fitting Method for Trimming Insert Curve Based on Circle Rolling[J]. Forging & Stamping Technology, 2016, 41(6): 150—155.
[5] 窦宇, 王金卓, 王义林. 基于UG的修边翻边镶件参数化设计系统研究[J]. 模具工业, 2015, 41(11): 7—11. DOU Yu, WANG Jin-zhuo, WANG Yi-lin. Parametric Design System of Trimming and Flanging Die Insert Based on UG[J]. Die & Mould Industry, 2015, 41(11): 7—11.
[6] 王树禾. 图论[M]. 北京: 科学出版社, 2004. WANG Shu-he. Graph Theory[M]. Beijing: Science Press, 2004.
[7] MAUMITA Chakraborty, SUMON Chowdhury, JOYMALLYA Chakraborty, et al. Algorithms for Generating All Possible Spanning Trees of a Simple Undirected Connected Graph: an Extensive Review[J]. Complex & Intelligent Systems, 2019, 5(3): 265—281.
[8] 杨平武. 基于知识的覆盖件修边工艺研究[D]. 武汉: 华中科技大学, 2004: 15. YANG Ping-wu. Research on Panel Trimming Technology Based on Knowledge[D]. Wuhan: Huazhong University of Science and Technology, 2004: 15.
[9] 余学文. 面向功能的覆盖件修边冲孔模CAD系统的研究[D]. 武汉: 华中科技大学, 2004. YU Xue-wen. Research on the Function-Oriented CAD System of Trimming and Punching Die for Panel[D]. Huazhong University of Science and Technology, 2004.
[10] 谢岳峰, 余雄庆. 基于CATIA二次开发的飞机外形参数化设计[J]. 计算机工程与设计, 2008, 29(14): 3792— 3794.XIE Yue-feng, YU Xiong-qing. Parametric Design of Aircraft Configuration Using API in CATIA[J]. Computer Engineering and Design, 2008, 29(14): 3792—3794.
Development of Automated Design Auxiliary System for Auto Panel Trimming Block Based on CATIA
RU Long, ZHANG Zhi-bing, ZHANG Xi-lei
(State Key Laboratory of Material Forming and Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, China)
The paper aims to develop an auxiliary system for the automatic design of automotive panel trimming inserts based on the CATIA platform. The design process of trimming inserts was analyzed. First, the spheronization algorithm was used to smooth the trimming process line, and then the trimming process line was divided based on types, and the outline direction was obtained byvector calculation. The minimum contour recognition algorithm of the weighted graph uses the serial and parallel modeling scheme to automate the modeling of the inserts. The system has realized the automatic design of trimming inserts and can be updated simultaneously. The design and production process of system integrated trimming inserts significantly improves the design efficiency and shortens the design cycle.
trimming inserts; type judgment; contour recognition; parametric modeling
10.3969/j.issn.1674-6457.2021.03.022
TG386.3
A
1674-6457(2021)03-0167-05
2021-03-02
国家自然科学基金(51805181)
茹龙(1996—),男,硕士生,主要研究方向为汽车覆盖件CAD开发。
章志兵(1978—),男,博士,副教授,主要研究方向为板料成形仿真及模具结构自动化设计。
