传感器底座的机加工工艺分析
2021-05-28谭鹏
谭鹏



摘要:传感器底座为一款异形铸造零件,零件较小且容易变形,该零件精密加工主要依靠加工中心。合理的工装设计和工艺编排,可以大幅提升加工设备的有效利用率。就该产品,从工艺分析、夹具设计、刀具选择、走刀路径进行分析。通过可重复较稳定的定位方式,保证加工的每一个零件都在满足图纸的相关技术要求,产品可以及时交付。
关键词:传感器底座;工艺分析;夹具设计
中图分类号:S951.4+3 文献标识码:A 文章编号:1674-957X(2021)08-0108-03
1 工艺分析
在夹具设计方案确定之前,首先应对零件图进行详细的分析,根据图纸相关技术要求,明确需要机加工区域,了解需加工零件的轮廓形状及最大尺寸,确定零件是属于回转体、异形或箱体类零件,查看所有技术要求。
常规机加工过程中,通常集中工序,采用先开粗加工,然后留适当加工余量进行精密加工。再者是先铣削加工面,在进行各类孔的钻削加工,尤其是“先铣削面然后加工孔”这样的加工方式,能有有效的缩短机加工时间和保证产品加工过程中零件的尺寸稳定性。
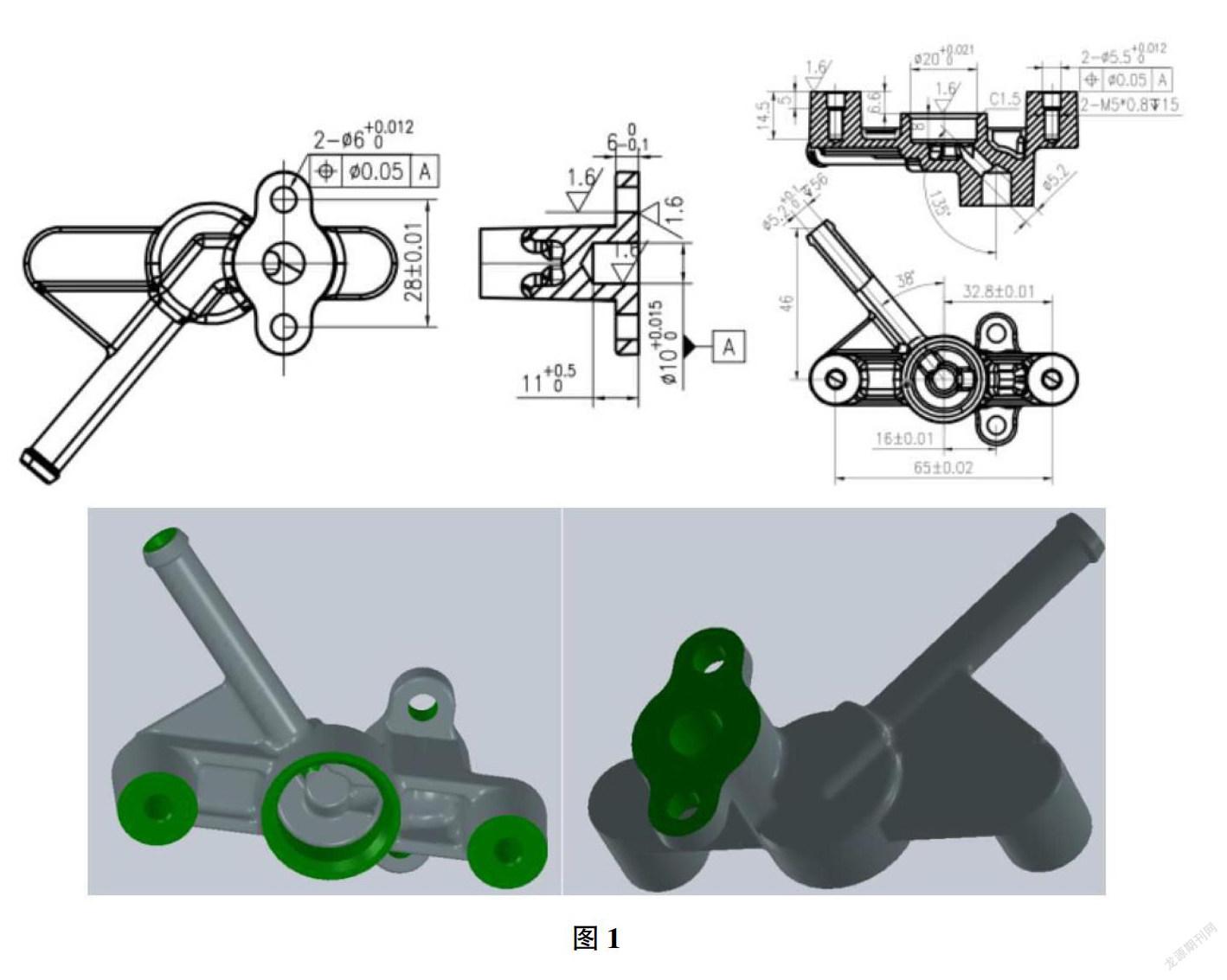
对图1进行分析,该零件为一款异形加工零件。加工重要尺寸分别为2-?准6+0.01/0、?准10+0.015/0、?准20+0.021/0、2-?准5.5+0.012/0等。满足该零件的加工方式有多种,这里就列举两种工艺进行比对:①需加工区域,每垂直Z轴的一个角度设计制作一套工装,共需4套工装即可;设备选用普通三轴立加进行钻铣加工就能完成该产品的加工;优点是工装制作简单,加工设备实惠;不足之处就是需要多次装夹,增加了作业人员的劳动强度和零件的加工误差尺寸不合格概率及加工面压伤概率的增加;②设备选用三轴立式加工中心带四轴分度盘设备(這里简称“四轴”),工装仅需自制作一套,各加工角度通过四轴回转来确定,装夹仅需一次,即可完成一个零件的加工;优点是作业人员劳动强度大大降低,提高设备利用率和零件加工的尺寸稳定性;不足之处就是工装需要专业人员设计,采用设备的成本高于普通三轴立加设备。
2 夹具设计
结合上述分析过程和生产交付需求,该零件决定采用“四轴”设备配专进行加工。就目前本公司现有加工中心标配的一些机构,不能完全满足我们目前所需要加工的这个零件,根据图纸分析,我们需设计一套适合该零件的专用性夹具,该夹具仅用于本文所述零件的加工。该零件共有四个面需要加工,均在不同的角度,考虑到需有效提高设备的利用率和降低作业人员的劳动强度,特需设计一套专用夹具买满足该产品的加工。
专用夹具的主要优点是在加工过程中,能有效的降低作业人员的劳动强度、提升加工效率、保证加工稳定性和零件加工精度的有效控制;生产过程中它能有效地降低工作时的劳动强度、提高劳动生产率、并获得较高的加工精度。
结合产品三维模型(图2),左图绿色部分为需加工区域,右图为铸造产品毛坯图。基于夹具设计的六点定位原理,一个支撑可以消除相应的一个自由度,即x、y、z三个方向的平移自由度和回转自由度。为方便产品的装夹效率,设计的工装一点要便于操作人员好装好拆。
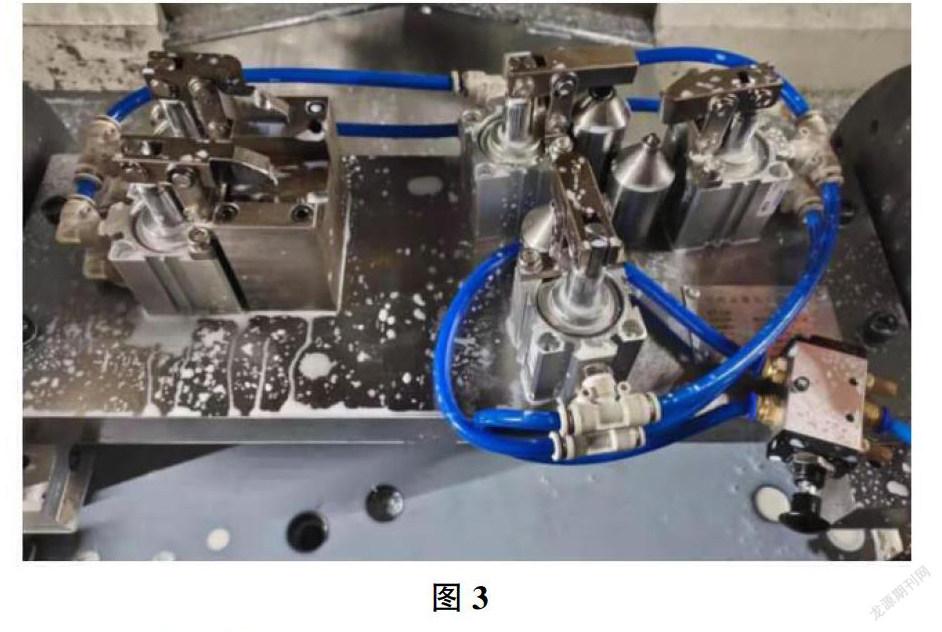
该工装采用一出一加工方式,产品通过一次装夹即可完成该零件所需加工区域的全部加工。OP10通过图示2-?准6+0.01/0铸造预留毛坯孔,利用两浮动定位销进行定位,限制零件绕X、Y移动和绕Z方向的回转,?准5.2孔外圆面毛坯仿形支撑和2-M5*0.8底面支撑,既三点定一面原理,限制零件绕X、Y回转和沿Z移动;OP20采用OP10加工完成的2-?准5.5(+0.018/0)孔定位,既一固定圆柱销和一固定菱形销,限制零件绕X、Y移动和绕Z方向的回转,采用已加工2-?准5.5(+0.018/0)孔端面和?准5.2孔与零件夹角处平面进行定位,同既三点定一面原理,限制零件绕X、Y回转和沿Z移动。应用夹具如图3。
3 刀具选择
在加工铸铝过程中,刀具的磨损其实相对于普通碳钢而言是相当小的,但是铸铝粘度比较高,只要切削温度过高,刀具没有及时冷却,那么加工零件就极有可能因刀具粘刀问题导致在加工零件报废和刀具损坏。为避免这些问题的发生,在选择刀具时需根据被加工材质选着相应合适的刀具,这里不是说其他的刀具不能用于铸铝的切削,只是让根据针对性的工具去加工相应拆料零件,这样更易于零件加工过程的稳定性和质量可靠性。
其实单单是靠选着刀具还不是很稳妥,还需根据相应刀具供应商提供的刀具最大线速度(Vc)计算相匹配的切削参数。根据公式Vc=(π*S*D)/1000,Vc :线速度 (m/min),π:圆周率(3.14),D:刀具直径(mm),S:转速(r/min)。
本文所述零件较小,这里采用供应商提供的直径为Φ12mm的三刃铝用切削铣刀,刀具最大线速度为 Vc =220m/min,为使零件在加工过程中相对的稳定,不至于高频率的更换刀具,我们不能已供应商提供最大线速度去进行切削,这样只会增加刀具的磨损速度,所以保守起见我们实际应用Vc=160m/min,根据 单据实际应用 参数带入Vc=πSD/1000计算 ,160=π*S*12/1000,S=1000*160/π*12,求得S≈4246r/min。
切削进给的计算公式式为:F=S*Z*Fz ,F:进给量 (mm/min),S:转速(rpm),Z:刃数,Fz:(实际每刃进给)。
根据上述选用的?准12mm铝用三刃切削立铣刀求得的转速S=4246r/min,這里轴向加工切削深度以1.5mm计算,径向切削量为0.06mm/Fz,带入公式:F=S*Z*Fz ,F=S*Z*Fz,F=4246*3*0.06,F≈764mm/min。
结合上述刀具切削参数相关转速、吃刀量和进给速度计算的相关结果,根据加工顺序排列,依次对每把刀具的切削转速和切削进给进行计算,计算结果如表1。
4 走刀路径
在铣削零件外轮廓时,立铣刀通常采用侧刃进行切削,在铣刀切入零件时,尽量避免沿零件外轮廓法向直接切入,这样可能会导致刀具磨损较快,零件轮廓也常会产生明显接刀痕;为避免这样的问题产生,沿切入方向离毛坯距离应最少预留2mm左右安全间隙,采用圆弧切入切出,切入切出点最好是重叠0.5mm左右,这样就可以避免接刀痕。在切削零件过程中,应最大限度的缩短刀具走刀路径,减少不必要的空跑切削路径;编写的加工程序应采用较少字节,简单明了;这样才能在量产过程节省时间,减少不必要的浪费,前提是一定要保证能把零件按技术要求加工出来,不能一味的追求效率放弃品质。图4是基于专用工装,通过CIMCOEdit5软件进行了相关路径仿真。
5 总结
随着市场经济的快速发展,产品的迭代速度越来越快,同时对加工零件的质量和交付周期要求更是严苛。通过本文叙述夹具应用及工艺的实际应用,满足了该零件日常交付需求,也使加工过程的产品品质得到了有效稳控制,避免了因多次装夹导致的零件累计误差产生,降低了因刀具磨损等问题导致的停工停产等问题。
参考文献:
[1]许玲珑,王家珂,李洪强.一种新型夹具设计[J].机械工程与自动化,2020(5):100-101.
[2]徐滨.车床后托架加工工艺及夹具优选设计[J].蚌埠学院报,2020(5):18-20.
[3]杨彦明.关于不规则零件的数控机床加工工艺分析[J].中小企业管理与科技,2019:144-145.
[4]吴林.汽车变速箱壳体加工工艺及夹具设计[J].黑龙江工业学院学报,2019(10):59-62.
[5]赵建军.数控加工切削参数优化分析[J].黑龙江科学,2021(2):100-101.
