大直径厚壁循环水管道制作工艺
2021-05-17
(中铁二十五局集团房地产开发有限公司,天津 301800)
1 项目概况
某2×1 000 MW(按4×1 000 MW设计施工)超临界火力发电厂厂外循环水管道将进水构筑物引来的海水输送至循环水泵房前池,海水经热交换后由管道排至虹吸井,最后经明渠排回大海。
循环水管道的引水主管和排水主管各采用2条钢管,管道外径为DN4 240 mm,壁厚为30 mm。主管连接循环水泵房、进水构筑物、虹吸井等结构物时各采用3条支管,管道外径为DN2 840 mm,壁厚24 mm。所有管道均采用Q235-B钢板卷制焊接,使用槽钢作为加肋刚性环。管道内外壁做防腐处理,内壁安装牺牲阳极,外壁安装阴极保护。
管道结构及焊缝布置如图1所示。

图1 循环水管道结构及焊缝布置示意图(单位:mm)
循环水管道标准节长8 m,重26.2 t。在封闭厂房内加工完成后转运至施工现场安装。
2 制作工艺流程
循环水管道制作流程如图2所示。
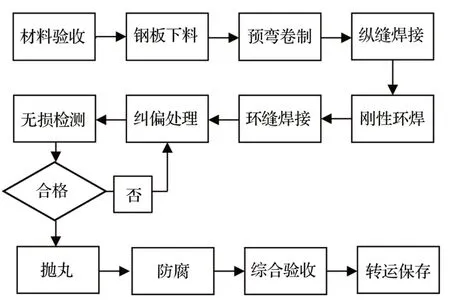
图2 循环水管道制作流程图
3 工艺控制难点分析
3.1 管道尺寸大、圆度、精度要求高
管道外径4 200 mm,长为8 m,由三节管道小节对接而成,分别长2.5、3、2.5 m。如裁板、卷板、焊接等环节控制不力,会导致管道对接困难、管道轴线偏差超过允许范围、管道结构受力不均等。
3.2 管道焊缝多、热处理较为困难
单节管道有3道纵缝、2道环缝、3道刚性环对接焊缝以及6道刚性环与管道角焊缝。焊缝多、分布密,应确认施焊顺序,减少应力集中和管道受热变形[1]。
3.3 管道内外壁均需防腐、成品保护难度大
管道外防腐采用环氧煤沥青冷缠带,厚度≥800 μm。内防腐采用无溶剂型环氧陶瓷涂料(黑色),厚度≥600 μm。防腐完成后需要转运至现场安装,应安装内牺牲阳极和外阴极保护,后置工序多,极易造成成品损伤。
4 工艺控制要点
4.1 下料尺寸控制
按照设计图纸及WPS(焊接工艺规程)要求,钢板采用3 000 mm长、2 500 mm宽幅板,长、宽边均留有少许余量。为保证将钢管周长误差控制在最小范围内,采用整张幅板下料的方法,板材长度满足管径周长要求。下料采用火焰割刀切割,切割的熔渣、毛刺等用砂轮磨光。下料完成后对尺寸进行检验,下料尺寸控制要求如表1所示。
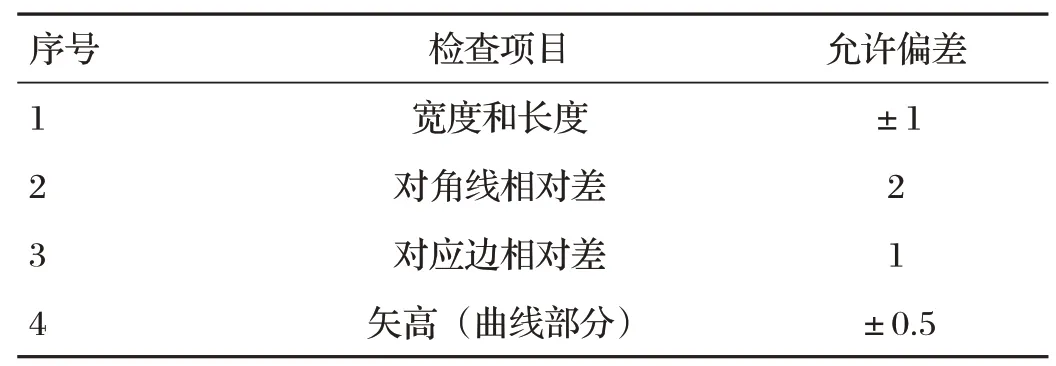
表1 钢板下料尺寸控制表单位:mm
4.2 卷板变形控制
(1)利用32 t龙门吊将钢板缓慢送入900 t卷板机,调整小车与卷板机的位置,在卷制过程中,大车与卷筒保持同一速度,使用准备好的样板对钢管的弧度进行监控,随时调整卷板机上下轴的间距。(2)钢板卷至一定长度时,使用龙门吊将卷制部分吊住。(3)卷制成形后,使用夹具将接口对平,点焊牢固,采用与管道内径等长的临时支撑在管口两边加以固定,使其在吊装过程中不发生变形。卷板完成后进行样板检查,间隙控制参数如表2所示。

表2 钢管与样板间隙控制
4.3 焊接工艺控制
(1)坡口制作。钢板焊接前,首先应进行焊接坡口的加工,根据板材、焊接设备、焊接环境及焊接效率综合选定采用非对称X形坡口,对钢板成型前的两边共6个面进行铣削加工操作,坡口不得有局部黑皮、毛刺、棱边和台阶[2]。焊接面坡口形式如图3所示。
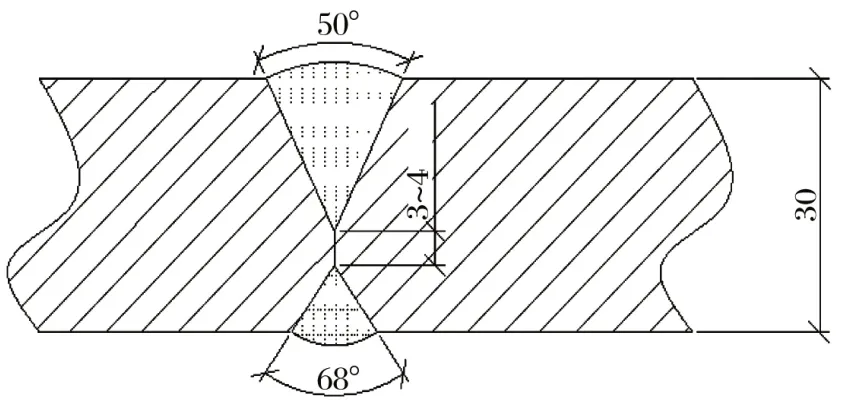
图3 管道面坡口形式及参数(单位:mm)
(2)室内制作焊接采用二氧化碳保护焊和埋弧焊相结合的焊接方式。二氧化碳保护焊焊丝型号为H08A,埋弧焊焊丝型号为H08A,焊剂采用CHF101。双面焊接,打底用二氧化碳保护焊,填充及盖面采用埋弧焊。
可采用人工焊接,使用E4303或E4316型焊条。焊条的烘干温度不低于325 ℃,保温2 h,后降温至150 ℃保温1 h后随用随取。焊条使用时须放入焊条保温筒中插电保温,不低于温度75 ℃,随用随取,4 h内用完。
(3)焊缝位置。管道纵缝位置应在制作和敷设时避开最大受力点,如图4所示。

图4 管道最大受力点示意图
(4)制作时的施焊顺序。因管道尺寸较大,为避免多次翻转,同时考虑先焊部分会对后焊部分的收缩变形起到约束作用,焊接顺序应为先焊坡口大的内侧坡口,后焊坡口小的外侧坡口;先焊管道小节、再对接成标准节,最后焊接刚性环。
(5)纠偏处理。对焊接引起的变形,外观检查合格后必须进行焊后矫正处理。焊后矫正处理方式为机械矫正及火焰矫正,首选机械矫正,在机械矫正无法实施的前提下再选择火焰矫正。
4.4 焊缝检测
(1)该工程按照焊接工程分类为C-1类焊接工程,焊接接头类别为Ⅲ类。焊缝成形要求焊缝圆滑、匀直,接头良好;焊缝余高要求0~4 mm;焊缝宽窄差:焊缝和热影响区表面≤4 mm;错边要求外壁≤4 mm;焊接角变形≤3/200 mm;不得出现裂纹、弧坑、气孔和夹渣。
(2)本工程采用超声波检测及射线检测组合方式,检测频率为焊缝总长度的5%,具体要求为4%超声探伤检测、1%射线探伤检测。
4.5 钢管防腐
(1)管道防腐须在焊接检验合格后进行。钢管表面的除锈处理采用抛丸清理的方式。在抛丸前,应检查钢管表面的外观和焊缝,清除所有外观缺陷及焊接残留。
(2)开始喷涂内防腐涂料时,需要测量湿膜厚度,获得正确的干膜厚度和喷涂参数,漆膜固化后应使用校正后的干膜厚度测量仪检测干膜厚度。
(3)管道外包覆沥青冷缠,应将对接口打腻子形成光滑的过渡面,缠绕基带在滚轮上进行,缠绕时应平整、缠绕紧密、无空鼓和皱褶。管道防腐成品保护措施如表3所示。
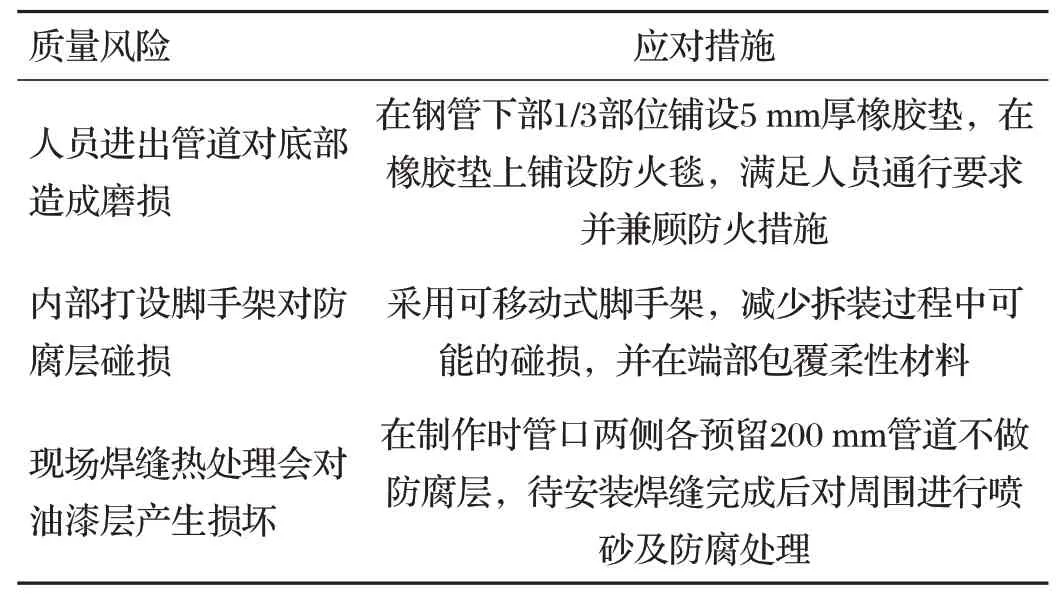
表3 防腐成品保护风险与措施表
5 结语
(1)钢板卷制过程中,为了避免卷制时曲率半径过小,不允许一次卷制到位,在卷制过程中同时使用样板进行比对,及时使用夹具、点焊、内支撑等措施减少钢板自重引起的变形。
(2)根据母材、焊接设备、焊接环境及焊接效率,经焊接工艺评定验证,选择合适的坡口形式,该工程选择的坡口形式可有效控制变形量。
(3)管道自制作完成至安装完成前均需在内部安装十字形支撑,防止自然变形。
(4)经对成品测量,管道圆度偏差、端口垂直度、直径偏差、刚性环垂直度等关键指标均满足设计及标准要求,未出现返厂返工和大幅度现场纠偏,管道制作工艺控制较为成功。