焊接接头图纸符号最新国际标准解析
2021-05-14高欣
高欣
(机械工业哈尔滨焊接技术培训中心,黑龙江 哈尔滨150046)
0 前言
不同国家和地区早期都有自身的焊接接头符号标准,如欧盟引用EN 22553:1997(2013年后直接转化ISO 2553作为欧洲标准), 美国引用AWS A2.4: 2012,澳大利亚引用 AS 1101-3: 2005,日本引用JIS C Z 3021: 2010。综合和考虑各国家及地区焊接接头符号标准,国际标准化组织第44技术委员会(ISO/TC44)―“焊接及其相关工艺”技术委员会负责并升级了ISO 2553: 2013和ISO 2553: 2019[1], 从而将国际上焊接接头的标注表示法“双基准线的符号表示体系”和“单基准线的符号表示体系”都收纳到标准当中。
1 焊接接头图纸符号表示的范围
1.1 范围
焊接接头图示可能包括焊缝的形状、制造、质量以及检验的信息,所显示的符号可与技术图纸上使用的符号组合起来,例如可以表示表面加工的要求。要清楚图示表示含义,必须明确图示依据的标准。国际上公认有2种方式标记图纸上的箭头侧和非箭头侧。以ISO2553: 2019为例:①带有后缀字母“A”适用于基于双基准线(一条实线和一条虚线)的符号表示体系,基于ISO 2553: 1992;②带有后缀字母“B”适用于基于单基准线的符号表示体系(一条实线),基于环太平洋国家使用的标准;③不带有后缀字母“A”或“B”,2种体系都可以应用。
1.2 符号
焊接符号由箭头线和参考线组成的符号,也可包括基本和补充符号、尺寸和/或尾部,用于技术图纸上,以指示焊接接头类型、位置和接头准备。如果没有规定接头细节,那么仅要求指出将要焊接的接头,可能使用图1中显示的基本符号。这种情况下,对于体系A就不需要双基准线,因为没有关于焊缝的信息需要表达。基本焊接符号必须包括一条箭头线,一条基准线和尾部。
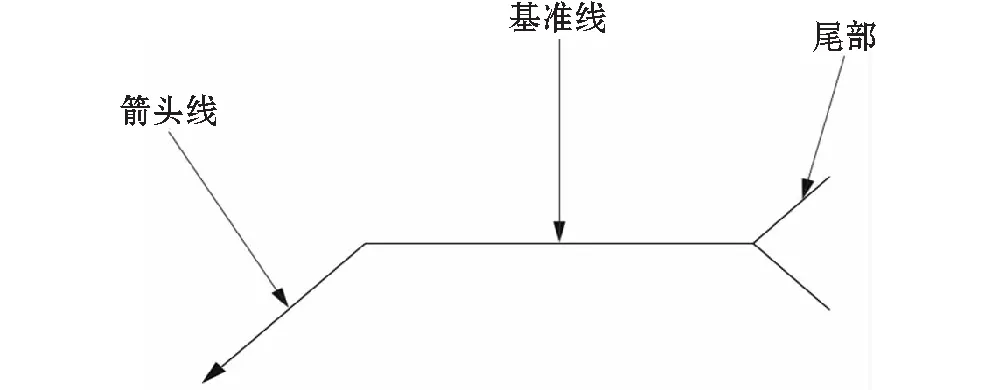
图1 基本焊接符号(未指定接头细节与类型)
基本符号在体系A和体系B中都可添加到基准线来指出所要焊接的焊缝类型,见表1。基本符号为焊接符号的组成部分,绘制时位于基准线上,通常在中间位置。基本符号在新标准的表示中以象形为基础,即用焊接之前的准备情况的示意图作为符号的标识方式,这样更为简单,也更容易理解。如果是带钝边的V形焊缝,可能是全熔透焊缝也可能是部分熔透焊缝,具体要看实际熔深的表示。
辅助符号可以提供例如关于焊缝形状或焊缝接头应如何焊接的信息(见表2)。对于磨平符号(序号1),一般在实际生产中,是通过加工来得到,而不是直接焊接能够获得的。凸面(序号2)和凹面(序号3)的焊缝是可以通过直接焊接得到,也可以通过焊后加工得到。圆滑过渡(序号4)一般是针对有疲劳要求的焊缝时,在角焊缝焊趾处或者盖面的焊道之间进行处理。根部余高(序号5)通常指余高不小于规定值。
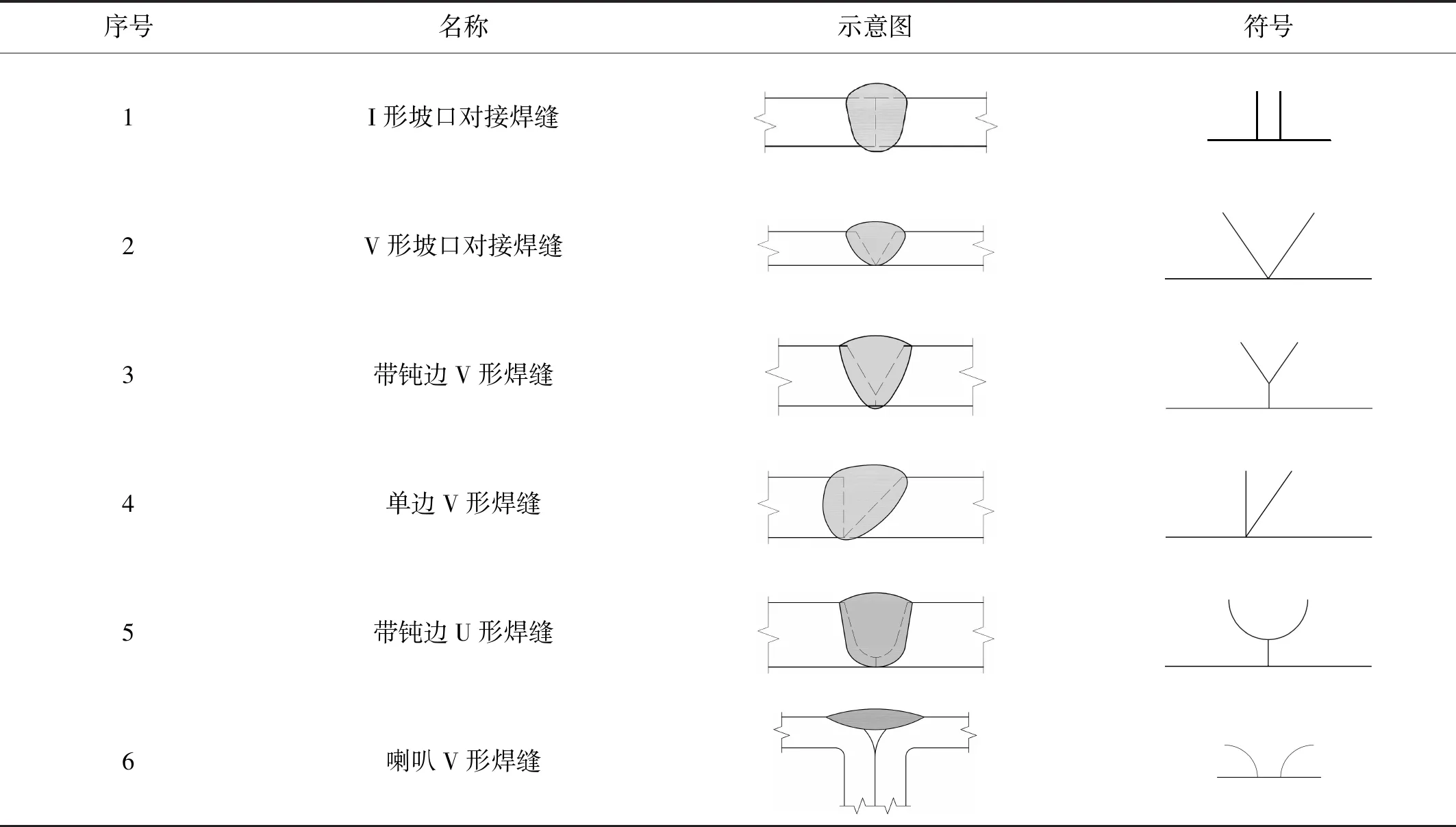
表1 基本符号
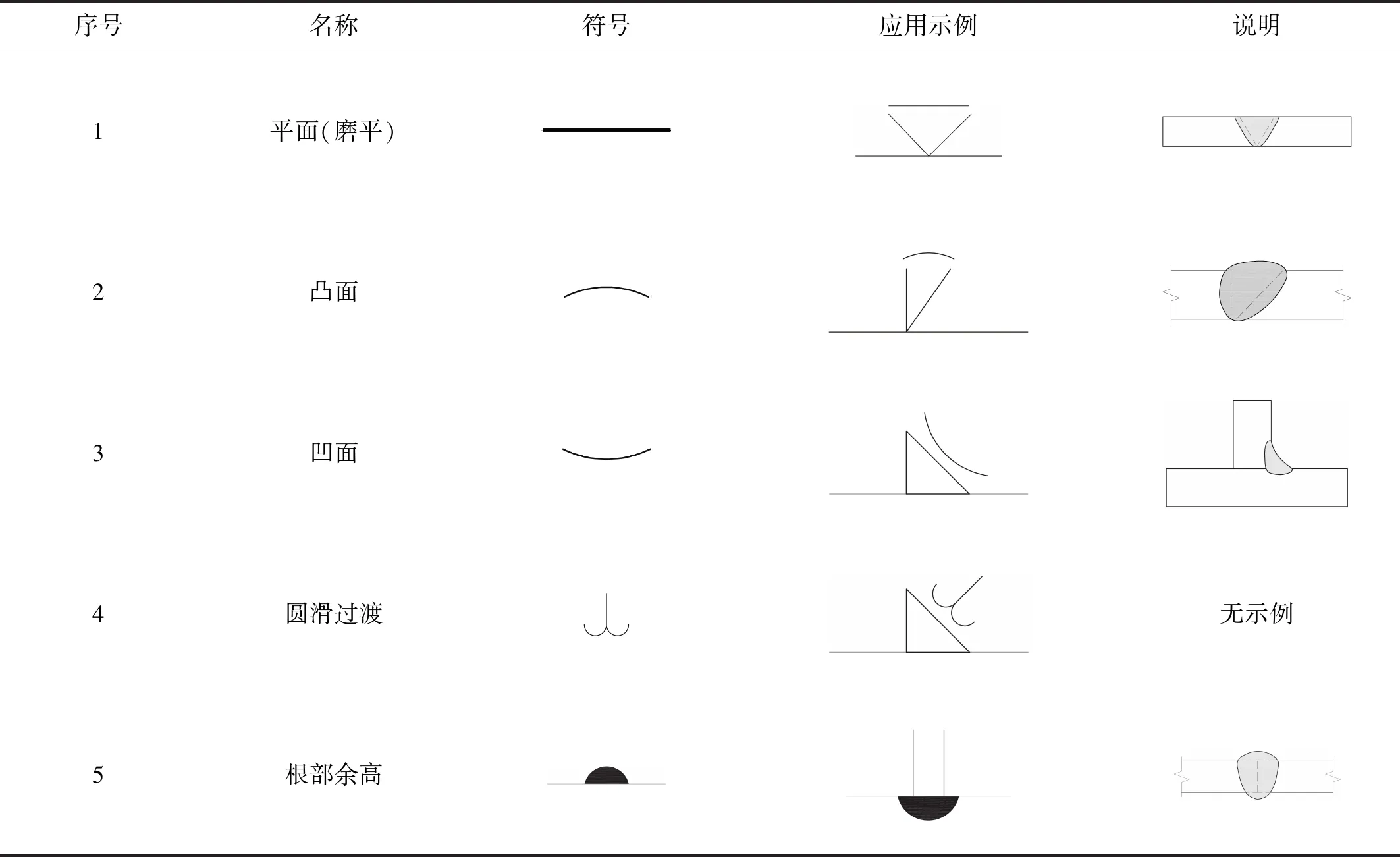
表2 辅助符号
2 焊接接头标注应用及注意问题
2.1 箭头线
箭头线必须用于指出所焊接的接头,如图2所示。箭头线必须:指向并与图纸上接头组成部分的实线相连接(可见的线);绘制时与基准线连接并且呈一定角度,以一个闭合的箭头结尾。箭头线可与基准线的任一端连接。2个或多个箭头线可以与一个基准线组合起来用于表示同种焊缝的位置。
弯折箭头线对于板材对接焊缝(不包括T形对接焊缝),当需要准备一个具体的接头组件时(例如单边V形或单边J形对接焊缝),箭头线需要弯折并指向该组件,见表3。如果很明显或者如果没有倾向要准备哪个组件,则不需要将箭头线弯折。
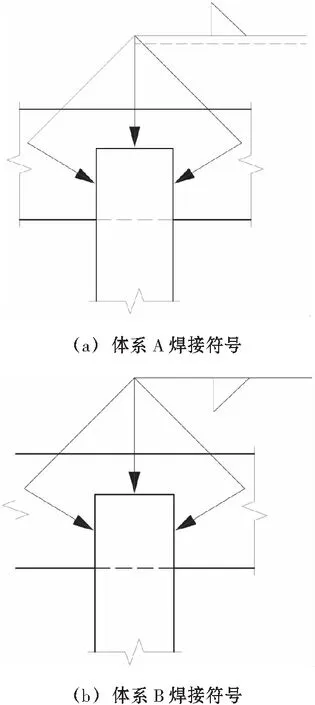
图2 组合箭头线使用示例
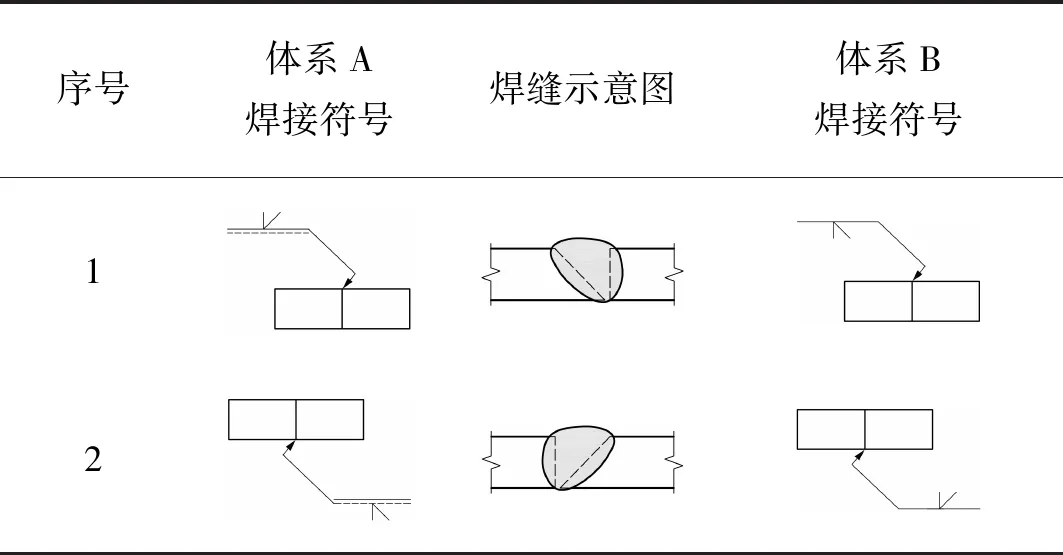
表3 弯折箭头线的使用示例
2.2 基准线和焊缝位置
与基本符号组合起来使用的基准线用于指示在接头那一面焊接焊缝。箭头侧是指箭头所指向的接头的一侧。非箭头侧是指与箭头指向相反的接头的一侧。箭头侧与非箭头侧总是构成同一接头的一部分。接头的非箭头侧严禁与作为另一接头组成部分的隐藏焊缝混淆。
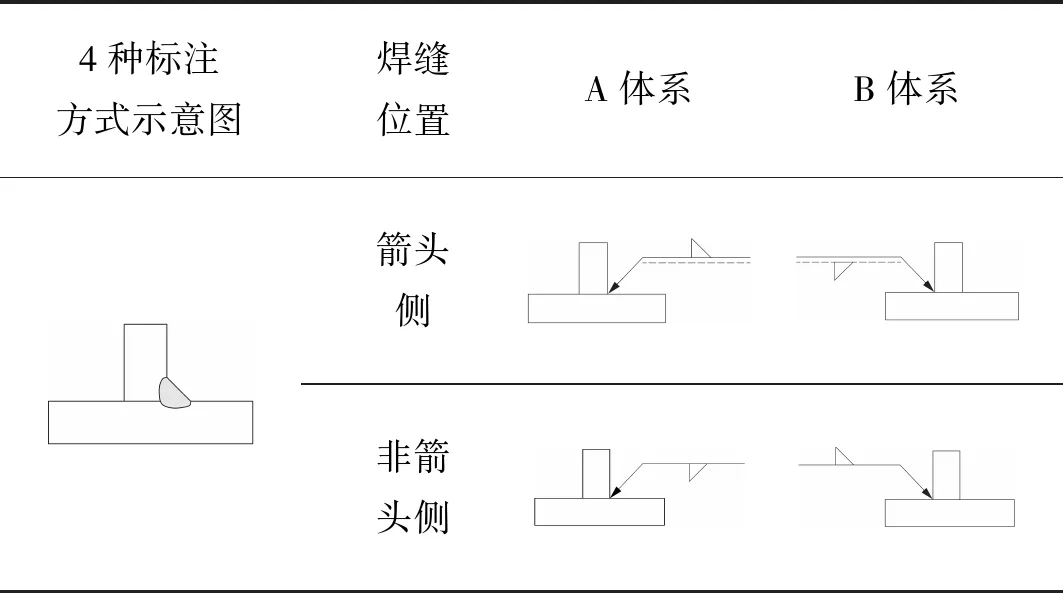
表4 箭头侧与非箭头侧的焊接符号示例
多条基准线可以使用2条或多条基准线来表示一系列的标记。第1步在离箭头最近的基准线上标记。之后在其他基准线上按顺序标记,如图3所示。
2.3 尾部
尾部是一个可选部分,可加入到基准线实线的末端,如图4所示。此处的附加补充信息也是焊接符号的一部分,例如:①质量等级,例如参照ISO 5817,ISO 10042,ISO 13919等等;②焊接工艺,参考号,参照ISO 4063或缩写;③填充材料,例如参照ISO 14171,ISO 14341等等;④焊接位置,例如参照ISO 6947;⑤制备接头时要考虑的补充信息。该信息必须列出,并用斜线/分开(图4a)。闭合的尾部仅用于指出所参考的特定说明,例如参考一个焊接工艺规程(WPS),焊接工艺评定(WPQR)或其他文件(图4b)。
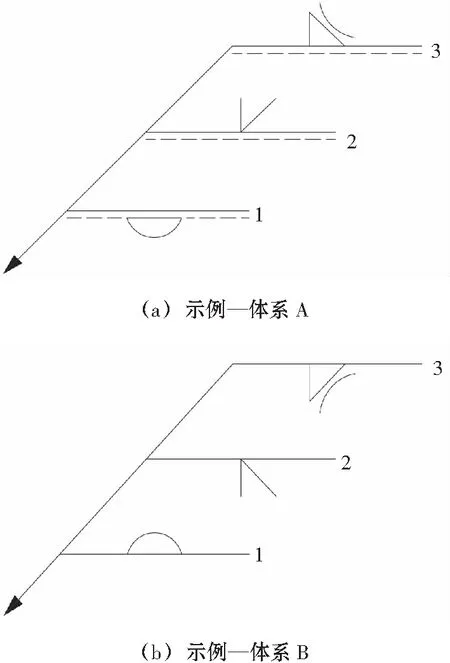
图3 多条基准线

图4 焊接符号尾部使用的示例
2.4 焊缝尺寸
尺寸应与基本符号组合标注在基准线的同侧针对焊缝的熔深要求,如果是全熔透焊缝,可以在基本符号前省略数值,部分熔透焊缝,需要在前面加上熔深要求值。
2.5 焊接符号应用示例
图5为显示焊缝各组成符号的完整焊接符号示例。以下给出的示例仅具有说明性,是为了展示图纸准则的合理应用,这些例子不代表良好的设计应用,也不是为了取代规范或规程要求。
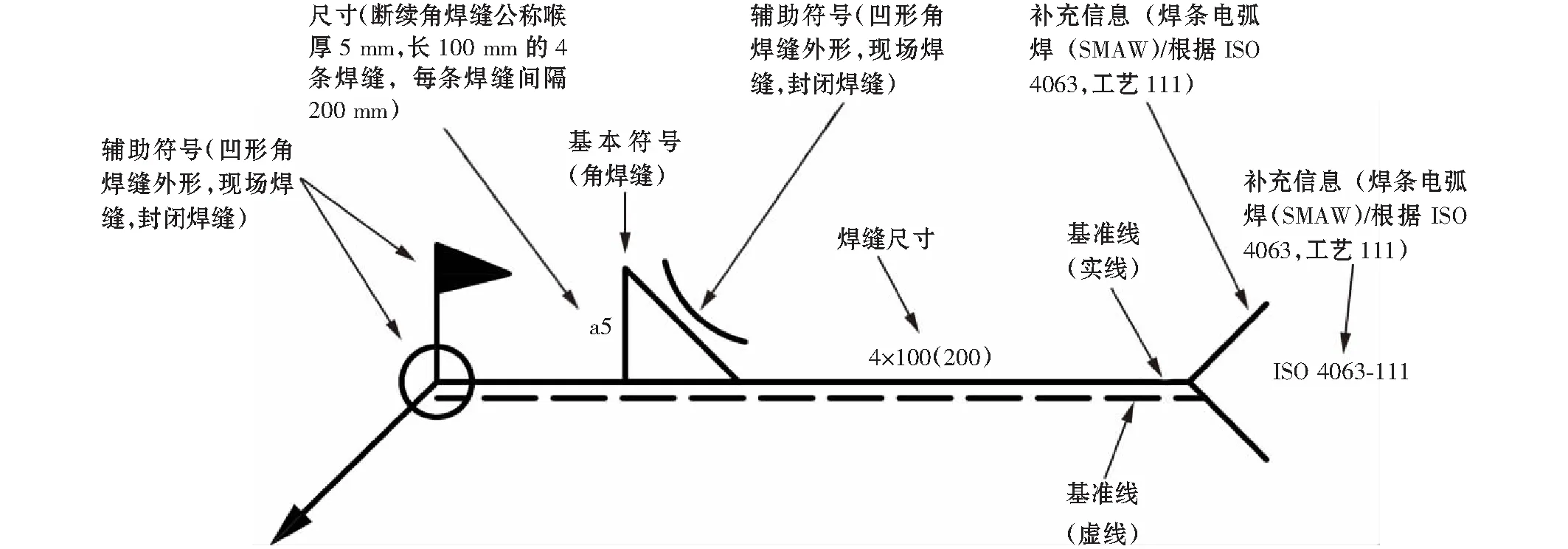
图5 完整焊接符号示例
2.6 不同类型焊缝的公差和范围
接头类型和焊缝类型的资料性分类见表5(节选自ISO 17659: 2002[2])。这里面区分了接头形式与焊缝形式,彼此之间与连接角度及组对的典型关系,对于实际应用具有非常好的指导作用。
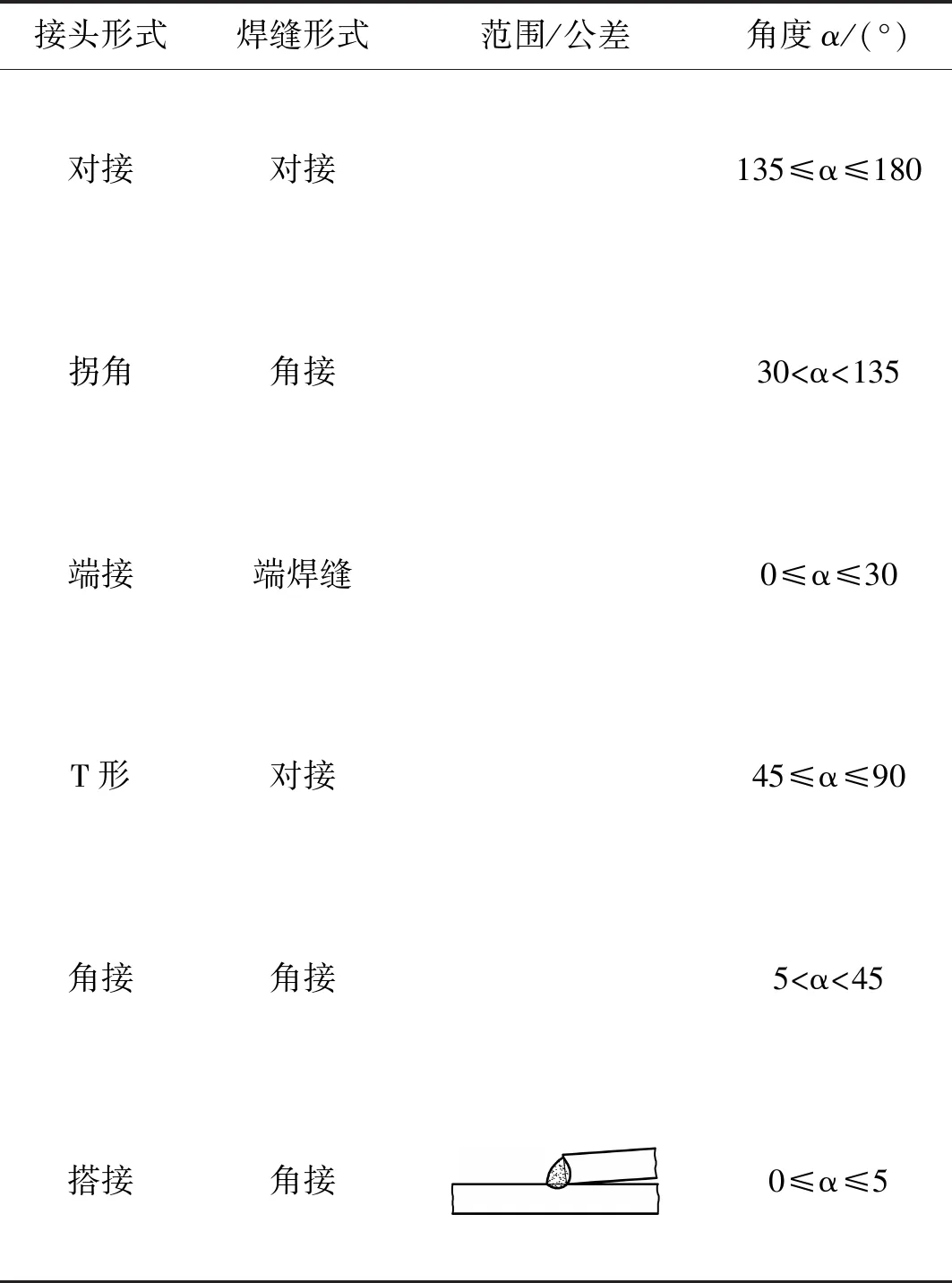
表5 接头类型和焊缝类型的资料性分类
3 结束语
国际标准化组织第44技术委员会通过广泛讨论和征求意见已经将ISO 2553《焊接及其相关工艺-图纸符号-焊接接头》标准升级到2019版,焊接接头的标注符号非常全面,作为国际化的焊接合作和技术交流的语言基础,准确应用标准将为企业的设计、制造、管理的提高效率和减少成本。学习与应用标准,尤其是对设计人员如何更准确的表述焊缝,对工艺人员更科学的编制工艺,对生产人员清晰无误的理解含义,从而从满足焊接质量,从体系环节上保证控制。
国内焊接行业内的广大设计、工艺、生产等环节的技术人员,需要广泛推广及应用基础焊接符号标注最新国际标准,提升焊接行业的国际竞争力,为服务产品质量做好基础保障。
