轿车外手柄锁芯端盖注射模设计
2021-03-29熊利军文根保
熊利军,文根保
(1.湖北航宇精工科技有限公司,湖北 襄阳 441022;2.中国航空工业航宇救生装备有限公司,湖北 襄阳 441002)
0 引 言
轿车外手柄一般分为手柄组件和基座组件,考虑汽车遥控天线安置的需要,手柄组件可拆分为手柄上盖、手柄骨架及锁芯端盖三部分,手柄上盖、手柄骨架采用螺钉及内置扣位装配,中间形成空腔安置天线,锁芯端盖为独立组件,用来安装锁芯。随着家用轿车的普及,消费者对汽车内外饰的外观提出了更高的要求。以下介绍一种汽车锁芯端盖需光饰镀铬,对注射件的基本要求为:表面圆滑过渡、不允许存在气孔、熔接痕、冷料痕及其他影响功能、外观的缺陷。为保证模具的可靠性及零件外观要求,对零件的分型面、脱模方式、模具排气均进行了特殊处理;对于有镜面要求的型面,则采用新型模具钢加硬及表面涂覆的措施,实现了锁芯端盖大批量优质成型。
1 锁芯端盖外形尺寸分析
外手柄锁芯端盖如图1所示,材料采用65% PC+ABS,收缩率为0.5%。
(1)A型锁芯端盖如图1(a)所示,在A型锁芯端盖底面R0.5 mm处存在凸台,阻碍模具分型,分型面Ⅰ-Ⅰ应设置在外轮廓线处[1],其外形主要存在3处侧向型槽:①左侧面有30.6 mm×26.7 mm×2 mm的斜U形槽及7.8 mm×2 mm组成的侧向型槽;②左侧面有2.6 mm×6.1 mm的型槽;③右内端存在2.6 mm×6.1 mm的型槽。
(2)B型锁芯端盖如图1(b)所示,B型锁芯端盖底面R0.5 mm处存在凸台,影响模具分型,分型面Ⅱ-Ⅱ应设置在外轮廓线处,其外形主要存在3处凸台和1处型槽[2]:①右面有2处0.7 mm×59°×0.9 mm的凸台;②左端存在1.1 mm×39°×60°×52°的凸台;③右下端存在8.7 mm×4.7 mm侧向型槽。
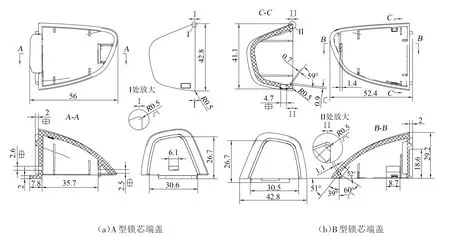
图1 外手柄锁芯端盖
2 锁芯端盖注射模结构分析
A、B型锁芯端盖内外形状大致相同、质量相近,可采用1模4腔注射模生产。因1辆汽车需3件A型锁芯端盖和1件B型锁芯端盖,故注射模3腔成型A型锁芯端盖,1腔成型B型锁芯端盖。
(1)针对A型锁芯端盖进行模具结构设计[3]。对于30.6 mm×26.7 mm×2 mm斜U形槽及7.8 mm×2 mm组成垂直于开合模方向的左侧面型槽,需采用斜导柱抽芯机构,在完成了组合型槽的抽芯和复位后,A型锁芯端盖才能正常脱模;2.6 mm×6.1 mm型槽的方向与斜U形槽的方向一致且同在左侧面上,可由斜U形组合型槽抽芯机构完成该型槽的抽芯和复位;右内端的2.6 mm×6.1 mm型槽,需采用滑块斜推杆内抽芯兼脱模机构完成抽芯和复位。
(2)针对B型锁芯端盖进行模具结构设计[4]。B型锁芯端盖右内面有2处0.7 mm×59.32°×0.9 mm的对称凸台,左内面有0.9 mm×52.45°×82.71°的凸台,阻碍脱模,需采用滑块斜推杆内抽芯兼脱模机构完成抽芯和复位。B型锁芯端盖有8.7 mm×4.7 mm侧向型槽阻碍脱模,需采用斜导柱滑块抽芯机构完成抽芯和复位。
经分析,A型锁芯端盖采用斜导柱滑块抽芯机构和滑块斜推杆内抽芯兼脱模机构完成抽芯和复位,B型锁芯端盖则采用斜推杆内抽芯兼脱模机构和斜销滑块抽芯机构完成抽芯和复位。
3 斜推杆内抽芯和斜销滑块抽芯机构设计
对B型锁芯端盖2处凸台和侧向型槽抽芯后,即可顺利脱模。
(1)注射模合模状态如图2(a)所示,弯销4拨动滑块3和型芯8复位,可成型B型锁芯端盖的8.7 mm×4.7 mm侧向型槽。右推杆11和左推杆12分别在右T形槽块14和左T形槽块15的T形槽内随着推杆固定板16与推板17复位,可成型2处0.7 mm×59.32°×0.9 mm的凸台。
(2)开模后外抽芯状态如图2(b)所示,弯销4拨动滑块3和型芯8完成对成型B型锁芯端盖的8.7 mm×4.7 mm侧向型槽型芯的抽芯,使定模镶件6组成的型腔开启便于B型锁芯端盖的脱模。
(3)开模后内抽芯状态如图2(c)所示,注塑机的顶杆推动推杆固定板16和推板17,用螺钉22固定在右T形槽块14上推动右推杆11沿动模镶件10的斜槽作斜向运动,右推杆11同时向上脱模和向右内抽芯,左推杆12在左T形槽块15的T形槽中移动。同理,左推杆12也作脱模运动和内抽芯运动。
如图2所示,弯销滑块抽芯机构能对B型锁芯端盖8.7 mm×4.7 mm侧向型槽抽芯,2处滑块斜推杆内抽芯机构可完成2×0.7 mm×59.32°×0.9 mm凸台的抽芯。

图2 斜推杆内抽芯和斜销滑块抽芯机构
4 斜导柱滑块抽芯机构和滑块斜推杆内抽芯机构设计
对A型锁芯端盖斜U形组合型槽和2.6 mm×6.1 mm型槽及凸台抽芯后,A、B型锁芯端盖顺利脱模。
(1)A型锁芯端盖注射模合模状态如图3(a)所示,动、定模闭合时,斜导柱4插入滑块5的斜孔中拨动滑块5复位,可成型A型锁芯端盖斜U形组合槽,斜推杆9复位可成型A型锁芯端盖的凸台。同理,对称的斜导柱抽芯机构可完成B型锁芯端盖斜U形组合槽和2.6 mm×6.1 mm型槽的成型,斜推杆的复位可以成型B型锁芯端盖的凸台。定模板2的斜面楔紧滑块5的斜面,以防滑块5在注射压力和保压压力作用下出现后退现象。
(2)注射模开模状态如图3(b)所示,动、定模开启后,斜导柱4拨动滑块5,使限位钉12压缩弹簧13进入动模板18的孔中对滑块5限位,实现斜U形槽的抽芯。当滑块5底面半球形窝移动至限位钉12上面时,限位钉12在弹簧13的作用下进入半球形窝锁住滑块5,限制滑块5移动,便于斜导柱4闭合时能准确地插入滑块5的斜孔中。同理,对称斜导柱滑块抽芯机构实现对成型B型锁芯端盖的斜U形槽的抽芯。
(3)注射模抽芯状态如图3(c)所示,当注塑机顶杆推动推板22移动时,斜推杆9沿着动模镶件10中的斜孔移动。斜推杆9同时向上脱模和向右抽芯,A型锁芯端盖在斜推杆9和顶杆的作用下实现脱模。同理,对称的斜推杆完成B型锁芯端盖的抽芯和脱模。

图3 斜导柱滑块抽芯机构和滑块斜推杆内抽芯机构
5 锁芯端盖注射模结构设计
注射模为1模4腔两板模结构,由3处斜导柱滑块抽芯机构、4处斜推杆内抽芯兼脱模机构、浇注系统凝料脱模机构、浇注系统、冷却系统和导向构件组成。
由于2种锁芯端盖的底部都有R0.5 mm的凸台,为避开凸台对开合模运动的影响,需在R0.5 mm轮廓线处设置分型面Ⅰ-Ⅰ,如图4所示。导向构件如C-C旋转剖视图所示,导柱28安装在定模座板1上,导套29、30分别安装在定模板2和动模板11上。

图4 锁芯端盖注射模结构
5.1 浇注系统与浇口凝料脱模机构设计
如图5所示,塑料熔体通过注塑机喷嘴从主流道a进入分流道c,再通过浇口进入模具4个型腔冷却成型3个A型锁芯端盖和1个B型锁芯端盖。在主流道a下面设置了拉料杆,在分流道转弯处的安装孔d中设置了推杆。当动、定模开模时,拉料杆上Z形钩可将浇口凝料拉出,推杆将凝料推出,切断浇口e与A型锁芯端盖和B型锁芯端盖之间的凝料,完成塑件与凝料的分离。

图5 浇注系统
5.2 冷却系统设计
如图6所示,分别在动模板1和定模板6中加工冷却水通道,在有螺塞2、7和冷却水接头4、8处加工螺纹孔。在与动模板1冷却水通道对接处的动模镶件5上加工安装O形密封圈3的槽,同理,在定模镶件10上加工安装O形密封圈9的槽。冷却水从动模板1右端进水的冷却水接头4进入,经过动模板1的通道后从右端出水的冷却水接头4流出,降低动模温度。同理,冷却水通过冷却水接头8进入定模通道后再从冷却水接头8另一端流出。O形密封圈3、9和螺塞2、7防止动模板1与动模镶件5连接处水的泄漏。

图6 冷却系统
6 结束语
采用同1副模具成型3件A型锁芯端盖与1件B型锁芯端盖,共性之处是采用了斜导柱滑块抽芯机构进行侧向型槽型芯的抽芯和复位运动,不同之处是采用了滑块斜推杆内抽芯兼脱模机构进行了内型槽型芯和凸台的抽芯兼脱模运动,既满足了相同形状的要求,又照顾了不同形状的差异,故整副模具结构实现了差异与协调的统一性,从而实现了1模4腔的高质高效生产。
