ZJ118劈刀机构漏渗油问题分析与研究
2021-03-07黄俊卓效仪邓泽辉
黄俊 卓效仪 邓泽辉

摘 要:劈刀传动机构是卷接机组供料成条机的关键部件,烟丝经过一次分选、二次分选后优质的烟丝经劈刀机构过滤后,通过风室将烟丝均匀的传递到卷制成型机,以便于后续的卷接流程。劈刀机构不仅具备结构复杂,关主件多,装配技术要求高等特点,与烟丝直接接触对劈刀机构的密封性提出了更高的要求。本文将从劈刀的设计结构,装配技术要求,漏油渗油防护等方面对ZJ118型卷接机组劈刀机构进行漏油渗油分析与研究。
关键字: 卷接机组、劈刀机构、漏油渗油、PDCA循环、烟支质量
0 引言:
ZJ118型卷接机组是中烟机械集团公司以ZJ112型卷接机组为技术平台,自主研发的新一代国产中速机组,额定生产速度为8000支/min。由常德烟草机械有限责任公司研制完成,成為继ZJ17、ZJ112、ZJ116之后国产卷接设备的又一主力机型[1]。在卷接设备生产运行过程中,如果劈刀传动机构漏油、渗油,会导致润滑油侵入烟丝并随烟丝进入卷制成型机形成油烟,将会对设备烟支生产质量造成严重影响,并大大降低卷接机组的运行稳定。
李心宏[2]研究了卷烟机劈刀机构的运动逻辑和控制技术,但未对劈刀机构的工作原理和运行稳定性进行研究。杨鸿斌[3]等对卷烟机劈刀传动系统进行了改进设计,但是未对劈刀机构的具体结构和实际运行情况进行分析。为此,笔者深入分析了ZJ118卷接机组劈刀传动机构的结构和工作原理,利用PDCA循环理论对劈刀传动机构漏渗油问题进行了分析与研究。
1 调查研究
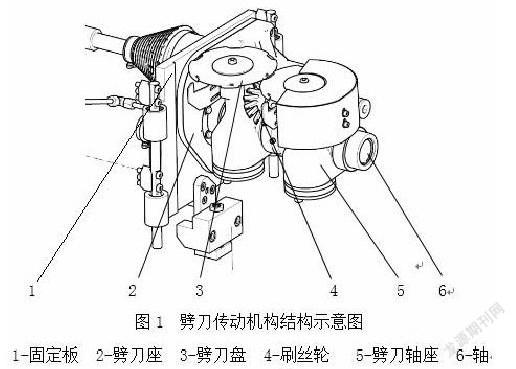
劈刀传动机构结构示意图如图1所示。劈刀传动机构用于去掉风室吸丝带过量喂入烟丝束上过剩的烟丝,将标准重量的烟丝输送到卷制成型机烟枪内,同时把劈下的烟丝回落到回丝带和落丝振槽返回供丝机背部的烟丝贮存区[4]。
该装置主要由两个劈刀盘、两个劈刀轴座、刷丝轮、劈刀座、固定板等部分组成。劈刀盘和劈刀轴座均安装在轴6上,轴6安装在劈刀座上,劈刀座固定在固定板上。动力通过十字联轴器传动到劈刀机构内的齿轮上,通过齿轮啮合使得轴6转动从而带动劈刀盘1和劈刀盘2相向运动。两劈刀盘圆周啮合点从右向左做点接触运动,实现对烟丝束的劈开动作,劈刀盘和刷丝轮动力则通过劈刀轴上齿轮传递。齿轮传动啮合间隙会对传动精度造成影响,为了保持齿轮传动的准确性提高齿轮寿命,需要向劈刀座内注入润滑油用于润滑和散热。润滑油的使用给齿轮传动提供了一个相对稳定的传递环境,同时也对劈刀机构的密封性提出了更高的要求。劈刀机构的密封性出现问题,泄漏的润滑油就会随劈刀传动机构进入烟丝束从而直接造成油烟。通过调查2019年和2020年ZJ118卷接机组的运行情况,得知劈刀机构漏油、渗油的数据,情况如下表1所示。
2 原因分析:
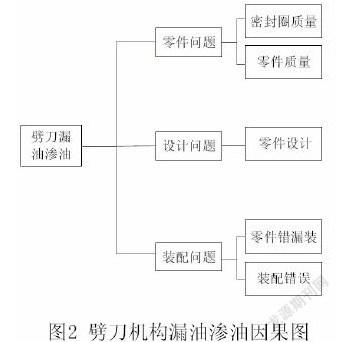
运用5M1E的方法对人、机、料、法、环、测六个维度进行分析,找出劈刀传动机构漏油、渗油的所有可能因素,得出图2所示的因果图。
由图2可知,造成劈刀传动机构漏油渗油问题的末端因素有:密封圈质量问题、零件质量问题、设计机构问题、装配错误和零件错漏装等。下面我们对末端因素进行要因确认。
1)密封圈质量问题。密封圈、“O”形橡胶密封圈均由德国FREUDENBERG公司采购而来,并且由经验丰富的检验员检验符合标准后才能入库,所以为非要因。
2)零件质量问题。检验员按照零件检验规范对所发生漏油、渗油的5个批次的部套零件如轴、齿轮、刷丝轮、劈刀座、密封圈等进行了拆卸检验,最后认定零件加工符合设计要求,为非要因。
3)零件设计是否合理。对劈刀传动机构各个零件的设计参数进行了仔细查看核对,并和国外相似结构的参数进行了对比,检查过程中发现劈刀传动机构中名称为盖的零件与密封圈内圈配合的外圆在零件设计上和加工工艺上不准确,所以零件设计问题为要因。
4)零件错漏装。操作人员质量意识较强,通过车间技能培训工作的开展技术技能水平均可以胜任本职工作。并经过拆卸检查,部套内所需零件未出现错装、漏装的情况。所以零件错漏装为非要因。
5)装配错误。劈刀机构渗油的主要位置是密封圈内圈和轴外圆接触处,经过拆卸检查发现,密封圈的位置安装没问题,密封圈方向安装没问题,但密封圈和轴配合位置间隙不均匀且密封圈内圈有变形,经过分析判断是密封圈打胶后压进安装孔时,压入方向受力不均匀导致,装配未能到达装配图纸要求,所以装配错误为要因。
3 实施对策
得知产生劈刀传动机构漏油渗油问题的原因后,我们采取相应的对策进行解决。
1)针对盖零件质量问题
此处装配的密封圈为骨架油封,其密封原理是骨架油封和盖零件的旋转带动油层运动,在骨架油封弹簧力的作用下,骨架油封的唇口和盖零件外圈表面之间形成一层动态油膜来防止润滑油的流失。一旦油膜破裂,就会发生漏油渗油情况[5]。所以要完成密封效果有两点要求:1)与骨架油封配合的盖零件的外圆表面粗糙度要达到Ra0.4的要求,并且外圆需要进行无螺纹磨削。2)骨架油封的唇口必须朝向有油侧,使得油封旋转带动油层运动。根据这两点要求装配时骨架油封的唇口朝向劈刀机构内部传动齿轮,通过骨架油封实现与外部隔绝,起到密封效果。重新设计盖零件的外圆表面粗糙度Ra0.4,并且对盖零件进行加工工艺编制,增加对外圆进行无螺纹磨削工序。
2)针对零件装配错误问题
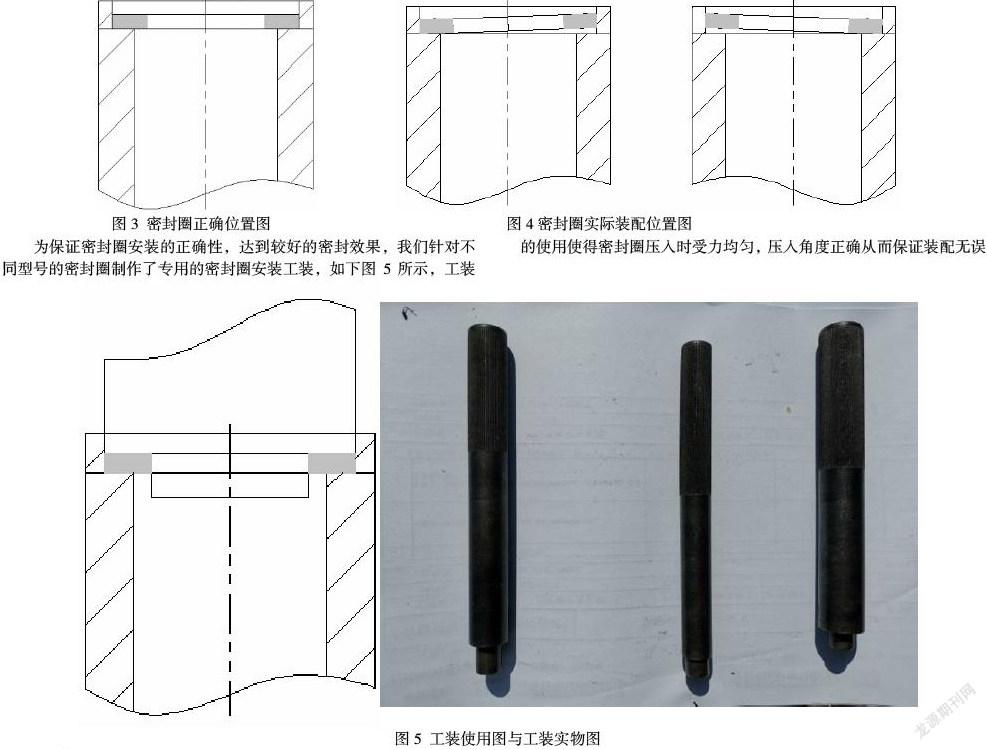
在众多的零件装配时,其中容易出现装配问题的零件是密封圈。密封圈的材质是72NBR902,外圆材质是橡胶。操作者对密封圈进行安装时候容易出现密封圈压入角度倾斜的情况,并且由于装配位置较深,偏差角度较小,装配时不容易发现,设备长时间运行就会导致渗油。密封圈正确位置如图3所示,而实际密封圈装配角度如图4所示。由图4可以很明显的看出密封圈安装角度不是竖直压入,而是在安装孔内部出现小角度倾斜,这样密封圈和安装孔之间会形成密封间隙,从而影响密封性。
为保证密封圈安装的正确性,达到较好的密封效果,我们针对不同型号的密封圈制作了专用的密封圈安装工装,如下图5所示,工装的使用使得密封圈压入时受力均匀,压入角度正确从而保证装配无误。
4 效果检查
为了对盖零件新的设计和工艺进行验证,对所有密封圈的安装情况进行检验。我们对正在进行厂内调试的3台ZJ118卷接机组运行24h后发现并无油液渗漏的情况。抽取了5台客户烟厂已经投入生产的ZJ118型卷接机组进行跟踪确认,机组设备已经正常运行超过8个月并未发现漏油渗油的情况。
5 结 论
通过调查研究、原因分析、实施对策和效果检查等,发现了导致劈刀传动机构漏油渗油的要因是零件设计不合理和密封圈装配错误。通过更改零件设计和加工工艺,制作密封圈安装工装有效的解决了劈刀传动机构漏油渗油的问题。同时,劈刀漏油渗油的解决方案也可以应用于ZJ116和ZJ119等卷接机组的装配调试中。
参考文献
[1]赖晖.卷接机组移位双倍长滤嘴段的剔除装置[J].机械工程师,2017(04):150-151.
[2]李心宏.PROTOS70卷烟机劈刀控制系统中的伺服控制技术[J].中国科技信息,2015(08):112-113.
[3]杨鸿斌,邱玉柱,杜家生.YJ17卷烟机劈刀传动系统的改进[J].中国科技信息,2011(18):99-100.
[4] 常德烟草机械有限责任公司.ZJ118型卷接机组培训教材[G].常德:常德烟草机械有限责任公司,2015.
[5]彭潇.烟机骨架油封漏油问题的处理及预防[J].机械工程师,2010(08):147.
作者简介:黄俊(1991-),助理工程师,主要从事现场装配工作。
