厚板SA508-3钢NG-SAW焊接接头的组织和性能
2021-02-26黄俊兰孙华为路全彬吕晓春
秦 建,黄俊兰,孙华为,路全彬,吕晓春
(1.郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,郑州 450001;2.哈尔滨焊接研究院有限公司,哈尔滨 150028)
0 引言
核级部件在服役过程中承受着高温、高压,工作环境极端恶劣。为保证设备安全可靠运行,其部件壁厚达数百毫米,并采用优质高效的窄间隙埋弧自动焊技术进行焊接,焊接接头的质量对产品的制造周期、制造质量和运行使用均具有较大的影响[1-4]。由于SA508-3钢具有优异的综合力学性能,是核电设备制造的主流用钢,因此厚壁SA508-3钢的焊接是大型核电容器的关键技术之一。近年来,国内外针对厚壁SA508-3钢的焊接已开展了大量研究,如BALAKRISHNAN等[5]认为窄间隙埋弧焊是厚壁SA508钢压力容器的理想焊接方法;MING等[6]研究了厚壁SA508钢与316L的窄间隙氩弧焊制造技术;RATHOD等[7]对厚度130 mm的SA508钢的电子束焊残余应力进行了分析测试;迟露鑫等[8]分析研究了大厚度窄间隙埋弧焊下SA508-3钢的焊接连续冷却转变曲线;吕晓春等[9]在焊接热循环对SA508-3钢热影响区组织性能转变方面开展了研究;陈重毅等[10]对不同焊接热输入下20MnNiMo钢(对应国外SA508-3钢)特厚板窄间隙埋弧焊接头的残余应力进行了分析;吴佳等[11]对SA508-3钢窄间隙埋弧焊熔敷金属的强韧化影响因素进行了分析;王庆江等[12]对SA508-3钢冲击韧性的补偿进行了分析。上述研究为SA508-3钢焊接接头的可靠服役积累了大量的数据,但是在SA508-3钢的窄间隙焊接工艺方面研究较少,尤其是不同焊接热输入下大型厚壁部件的焊接接头组织及综合力学性能评价方面还缺乏充足的数据,需要进一步开展研究。
文中针对核电主流钢种SA508-3钢进行不同焊接热输入下的窄间隙焊接,并对不同的焊接接头组织和性能进行分析,以期为厚壁核级部件的焊接工艺窗口制定提供参考,为核电设备的安全可靠应用提供一定的技术支撑。
1 试验方法
试验材料为核电设备用SA508-3钢,焊接材料选用CHW-S10(∅4 mm)焊丝、HJ250G焊剂,母材及焊材化学成分如表1所示;焊接设备选用MillerSummitArc 1250埋弧焊机,焊接枪头为自行改装的窄间隙焊枪,焊接工件及坡口的结构尺寸如图1所示。

表1 SA508-3钢化学成分
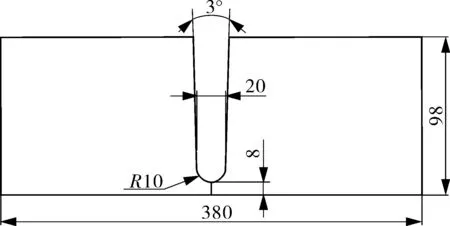
图1 焊接试件坡口结构尺寸示意
为了研究焊接热输入对焊接接头综合性能的影响,前期试验结果表明,只有在焊接热输入为2.5~2.9 kJ时才能够获得理想的焊缝。焊接热输入过大容易造成过烧;过小又极易出现侧壁熔合不良,导致无法进行力学性能试验,因此,为了能保证焊缝成形,分别使用540,550,580 A的焊接电流进行了焊接,具体焊接工艺参数见表2。焊前将试件预热至180~200 ℃,试件焊接完成后立刻进行(300~350)℃×2 h消氢处理,用石棉布覆盖缓冷至室温。经无损检验后,对试件进行(570±10)℃×15 h焊后消应力热处理,热处理工艺曲线如图2所示。
焊后采用机械加工的方法进行力学性能试样的制备,具体取样位置如图3所示。取样后分别进行冲击吸收能量(0 ℃)试验、弯曲性能测试、拉伸性能测试、显微硬度(HV5)测试,取样及试验按照NB/T 47014—2011《承压设备焊接工艺评定》执行。使用体式显微镜和金相显微镜对焊接接头的熔合情况及显微组织进行拍摄,采用扫描电子显微镜(SEM)对冲击断口形貌进行分析。

表2 试验用焊接工艺参数
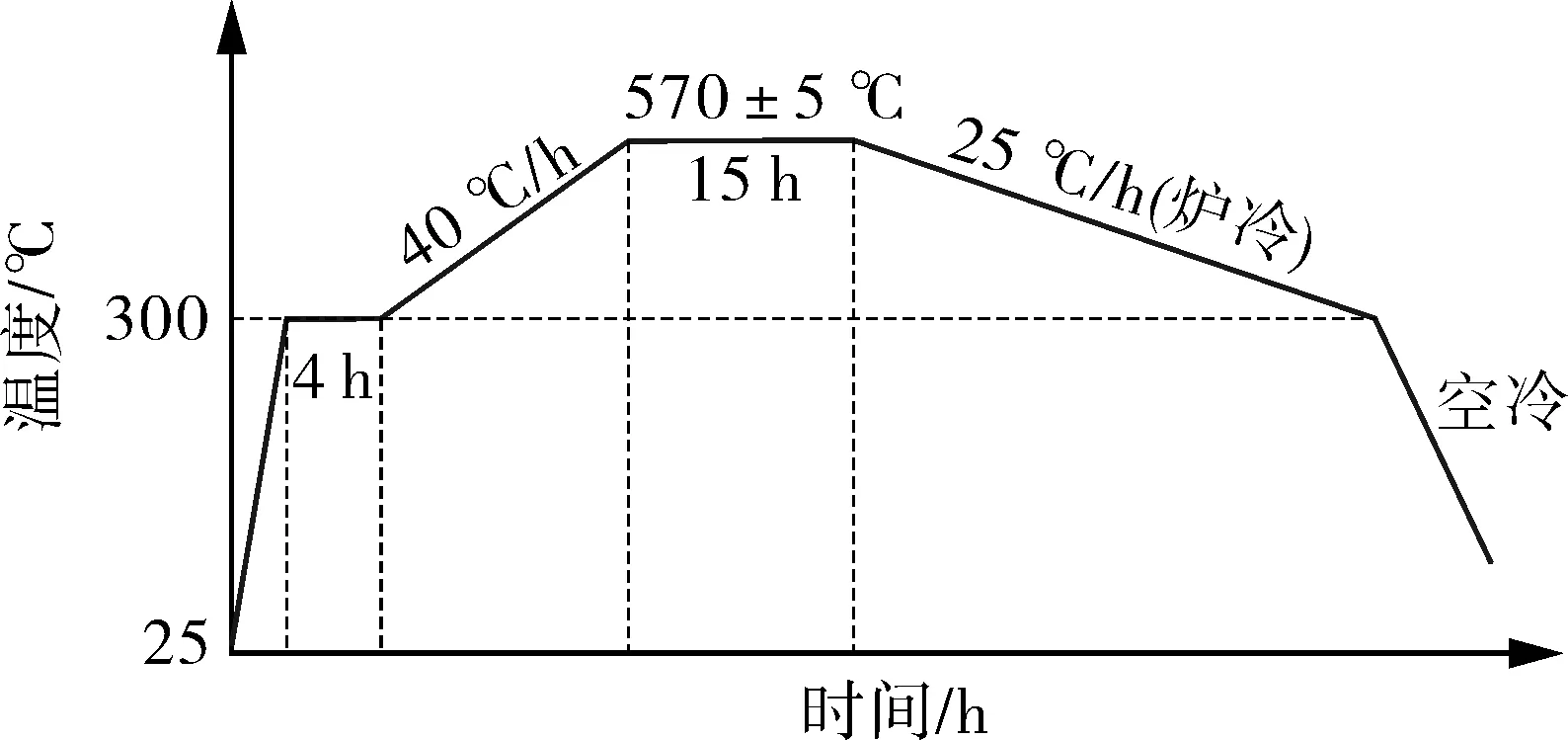
图2 焊后热处理工艺曲线
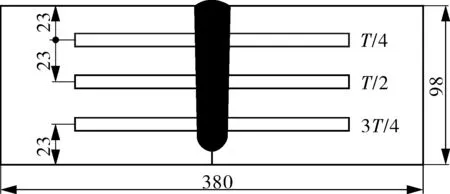
图3 冲击试样取样位置示意
2 试验结果与分析
2.1 冲击韧性试验结果与分析
针对大型厚壁焊件焊接接头多层多道焊接的特点,为全面评价焊接接头的冲击韧性,采用多层试样法进行冲击试验,试样轴线分别位于试件的T/4,T/2,3T/4处(T为试样厚度),如图3所示,冲击缺口轴线分别位于焊缝、热影响区。
图4为不同焊接热输入下,焊缝位置的冲击韧性测试结果。可以看出,在相同焊接热输入下,不同位置的焊缝冲击韧性出现一定的差异,整体呈现出T/4位置>T/2位置>3T/4位置的规律,即表层后焊区域的冲击吸收能量高于底层先焊接的区域。焊接热输入发生变化后,焊缝冲击吸收能量的波动范围也发生一定的变化,但未表现出明显的规律性,整体来看,随着焊接热输入的增加,各位置焊缝冲击吸收能量呈增加的趋势,但是变化幅度不大。

图4 不同焊接热输入下焊缝冲击试验结果
图5为不同焊接热输入下,在T/2厚度处冲击试样的扩展区微观断口形貌。
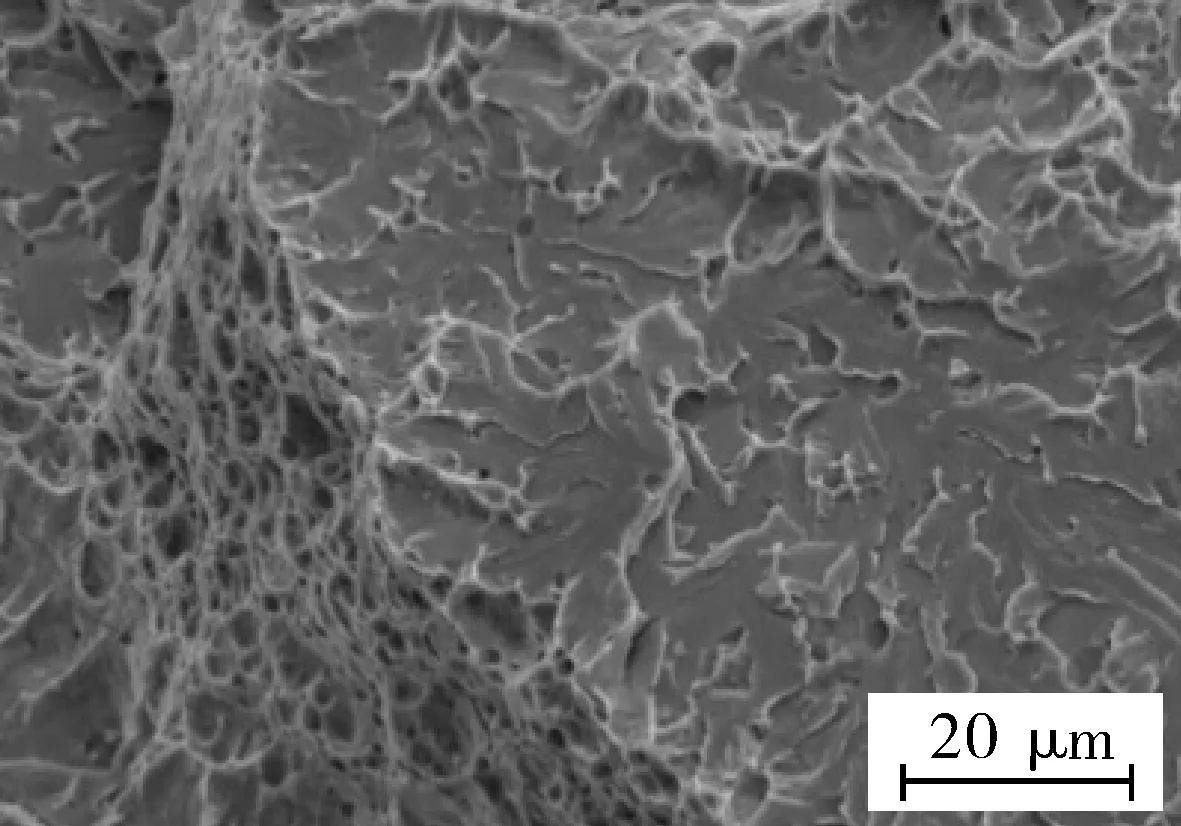
(a)焊接热输入2.511 kJ/mm (b)焊接热输入2.778 kJ/mm (c)焊接热输入2.930 kJ/mm
从图5可看出,当焊接热输入为2.511 kJ/mm时,冲击试样扩展区形貌以准解理形貌为主,在断口上可见明显的撕裂岭存在,在断口的局部位置有少量的韧窝存在,这对焊缝的韧性提升是有益的;当焊接热输入上升至2.778 kJ/mm时,冲击断口中韧窝状区域明显增加,准解理区域减少,表明韧性有所提升;焊接热输入继续升高至2.930 kJ/mm时,断口形貌以小而深的韧窝为主,表明此时焊缝具有较好的韧性储备。
图6为不同焊接热输入下,焊接热影响区的冲击韧性试验结果。可以看出,焊接热影响区冲击吸收能量远大于焊缝位置,这主要是由于焊接热影响区位于母材区域,其组织和性能大多遗传于母材本身,由于母材的性能大多数都优于焊缝,因此热影响区的冲击吸收能量整体高于焊缝。从图6中还可以看出,相同的焊接热输入下,T/4位置处焊接热影响区冲击吸收能量低于T/2和3T/4位置处,T/2和3T/4位置处的冲击吸收能量相差不大,但是随着焊接热输入的增加,T/4,T/2,3T/4位置处的冲击吸收能量逐渐接近。整体来看,随着焊接热输入的增加,焊接热影响区的冲击吸收能量逐渐下降,表明焊接热输入加大会削弱焊接热影响区的塑性储备。
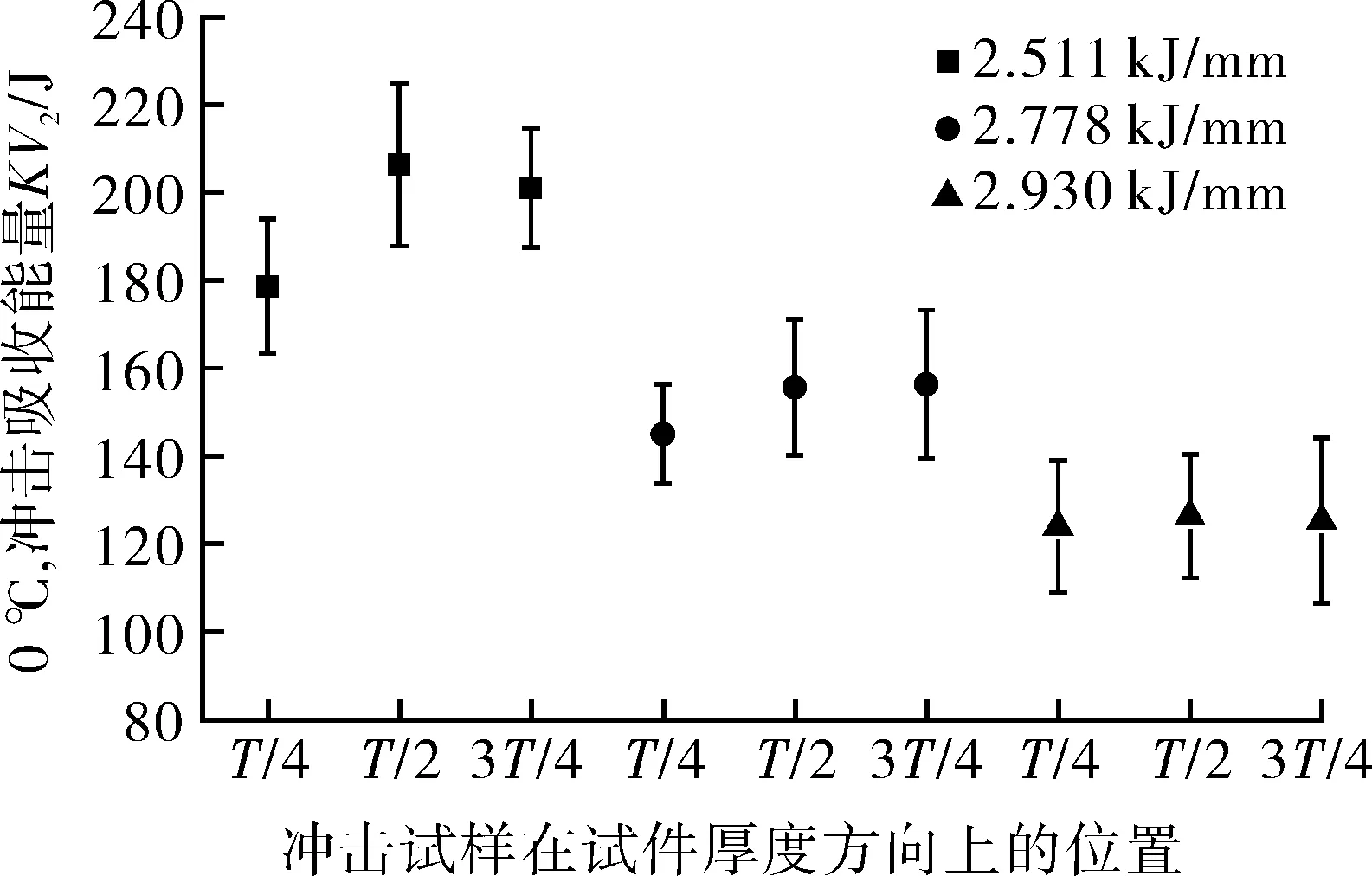
图6 不同焊接热输入下焊接热影响区冲击试验结果
图7为不同焊接热输入下,T/2位置处焊接热影响区的冲击试样断口扩展区形貌。可以看出,当焊接热输入为2.511 kJ/mm时,冲击断口形貌为大而浅的韧窝;随着焊接热输入上升至2.778 kJ/mm时,断口形貌向准解理转变;当焊接热输入增加至2.930 kJ/mm时,断口形貌可见明显的河流花样,断口形貌主要由解理组成,表明此时热影响区的塑性储备较差。
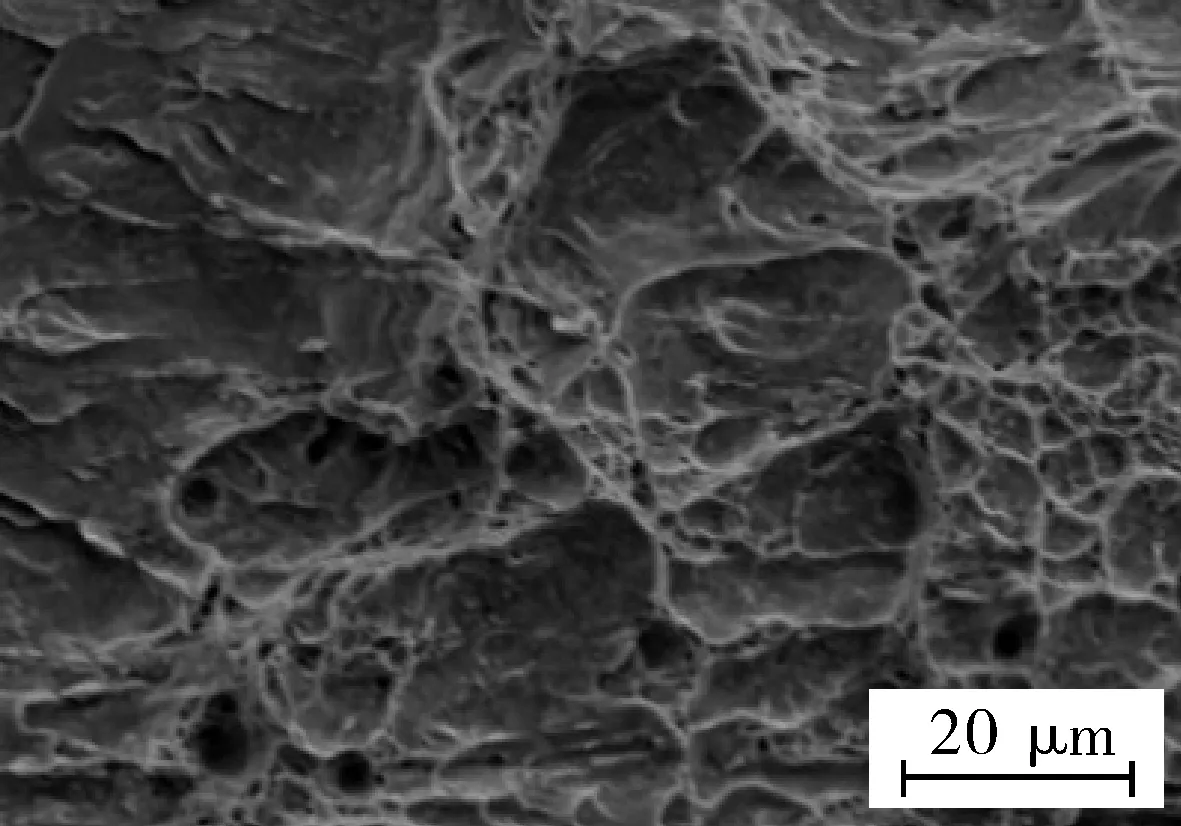
(a)焊接热输入2.511 kJ/mm (b)焊接热输入2.778 kJ/mm (c)焊接热输入2.930 kJ/mm
2.2 冲击韧性试验结果与分析
针对厚壁接头多层多道焊接特点,采用多层试样法进行拉伸试验,试样取样位置仍然参照图3进行分层选取,分别在T/4,T/2,3T/4位置分别制取2个拉伸试样。焊接接头拉伸试验结果如图8所示,可以看出,焊接接头的拉伸强度基本集中于610 MPa附近,取样位置和焊接热输入都没有对焊接接头的强度带来明显的影响。图9为不同焊接热输入下拉伸试样断裂照片,可以看出,不同焊接热输入下,拉伸试样均断于母材位置,表明厚板窄间隙埋弧焊的焊接接头中母材的抗拉强度最低,这也是焊接热输入对焊接接头抗拉强度没有产生影响的原因。
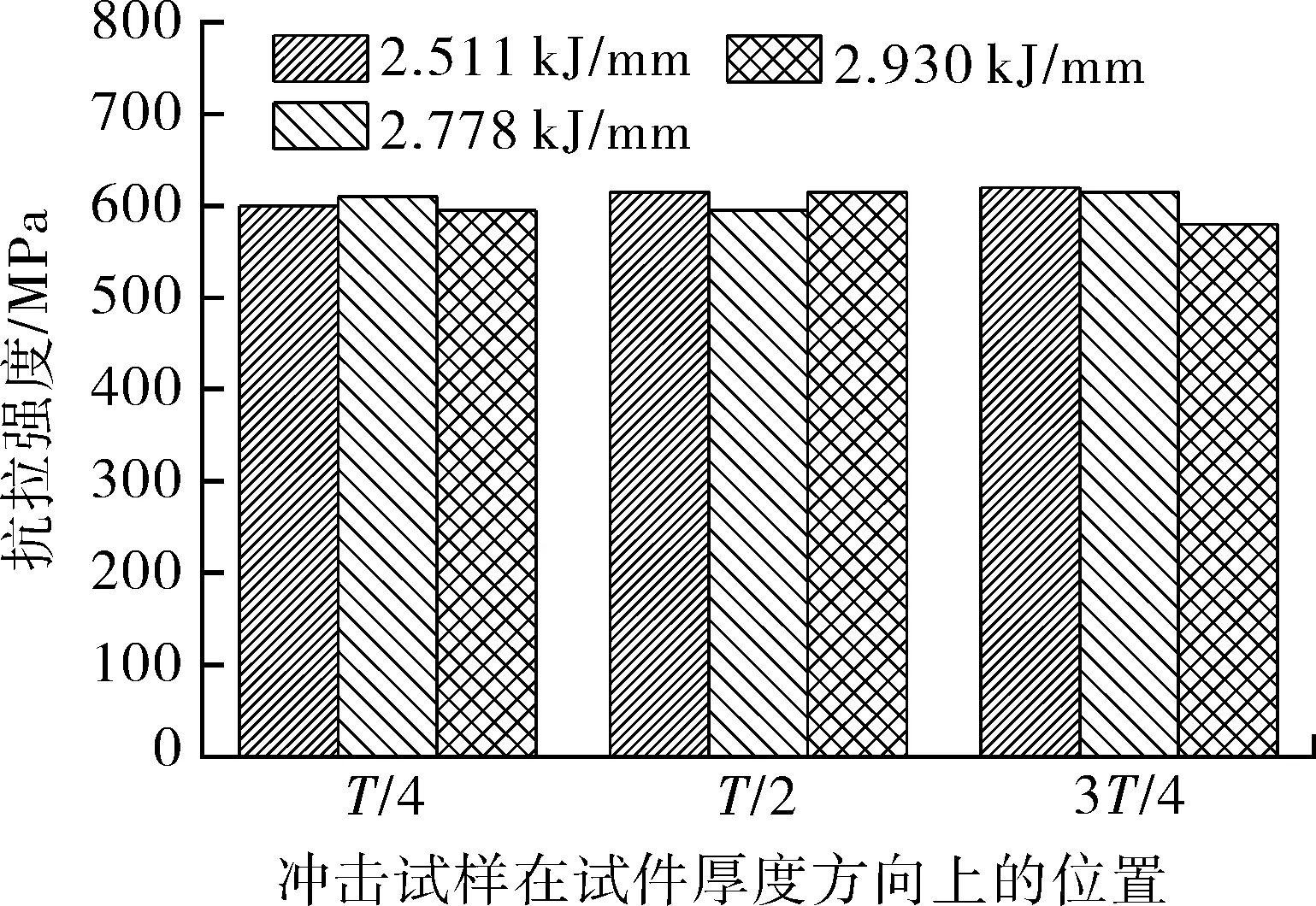
图8 不同焊接热输入下焊接接头的抗拉强度测试结果

图9 焊接接头拉伸试样断裂照片
2.3 硬度测试试验结果与分析
针对厚壁多层多道焊接的结构特点,分3个区进行焊接接头硬度测试,硬度试验位置如图10所示,HV5硬度试验结果如图11所示。
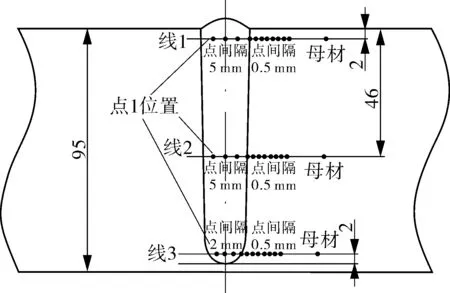
图10 显微硬度测试示意
试验结果表明,焊接热输入对焊接接头的硬度分布有一定的影响,焊接热输入越小,焊接热影响区的硬度越高,试件表层与试件中间处的硬度也没有明显的差异,焊接接头硬度最低的位置出现在母材处,这与拉伸试验具有一致的规律性。焊接接头最高硬度出现在热影响区中,焊接热输入为2.511 kJ/mm的焊接接头热影响区硬度最高,硬度值达到296。焊接接头硬度与其组织密切相关,焊接接头各区域的组织将在下文叙述。
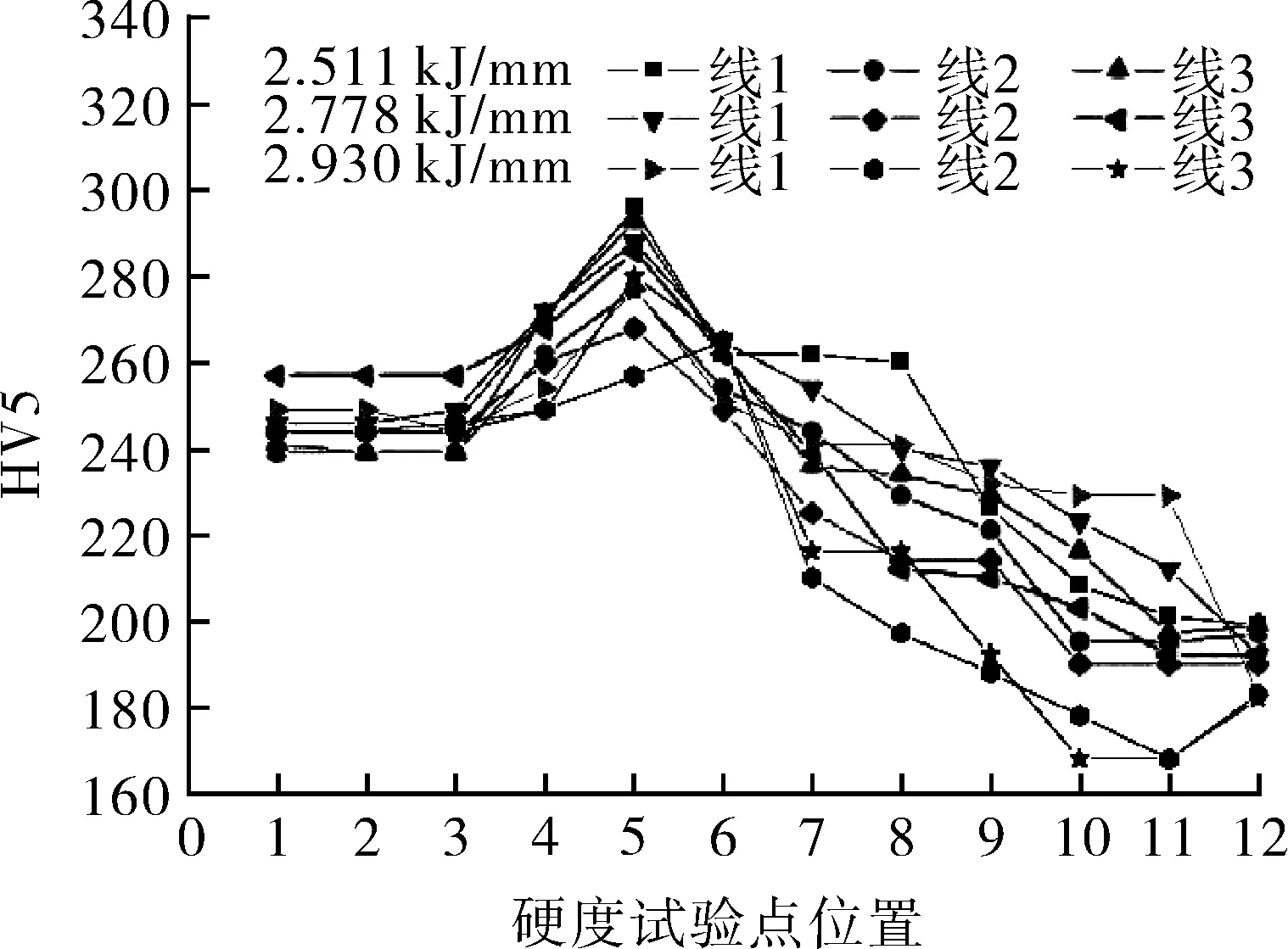
图11 不同焊接热输入下显微硬度测试结果

图12 不同焊接热输入下弯曲试验结果
2.4 焊接热输入对接头弯曲性能的影响
采用多层取样法进行焊接接头侧向弯曲试验,取样位置与上述冲击、拉伸试样位置类似。弯曲试验压头直径为40 mm,弯曲角度180°,弯曲试样尺寸为10 mm×38 mm×200 mm。不同焊接热输入下弯曲试验结果如图12所示。可以看出,不同焊接热输入下,焊接接头熔合良好,在拉应力表面未发现裂纹,侧弯试验合格。
2.5 焊接热输入对接头显微组织的影响
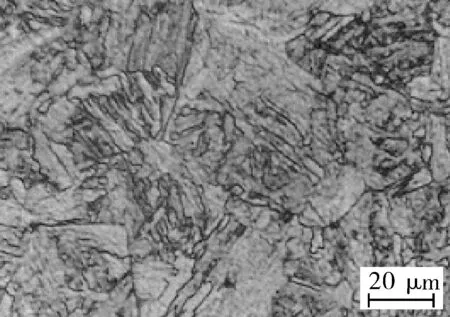
图13为T/2位置处不同焊接热输入下焊缝显微组织。可以看出,不同焊接热输入下,焊缝显微组织均由少量先共析铁素体+回火贝氏体组成,但随着焊接热输入的增大,焊缝中先共析铁素体逐渐减少,贝氏体组织逐渐增多,且回火贝氏体组织出现一定程度的细化,因此随着焊接热输入的增加,冲击韧性出现了一定的上升。这是因为在多道次焊接热循环下,焊接热输入的增大提高了层道间的重熔效应,迫使焊缝位置重新熔化结晶的区域增多,促使晶粒发生细化,同时减少了先共析铁素体的析出,这对韧性的提高是有益的。

(a)焊接热输入2.511 kJ/mm (b)焊接热输入2.778 kJ/mm (c)焊接热输入2.930 kJ/mm
图14为T/2位置处不同焊接热输入下,母材和焊接热影响区显微组织。可以看出,母材原始显微组织为回火索氏体组织,在经历高温焊接热循环后,焊接热影响区组织转变为粒状回火贝氏体组织;还可以看出,不同焊接热输入下焊接热影响区的组织均为粒状回火贝氏体组织,但是随着焊接热输入的增大,高温停留时间逐渐增加,导致焊接热影响区的晶粒也逐渐发生了粗化,导致冲击韧性下降,同时冷却速率的降低也使得硬度降低。
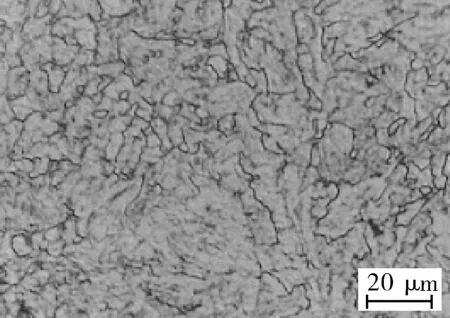
(a)母材
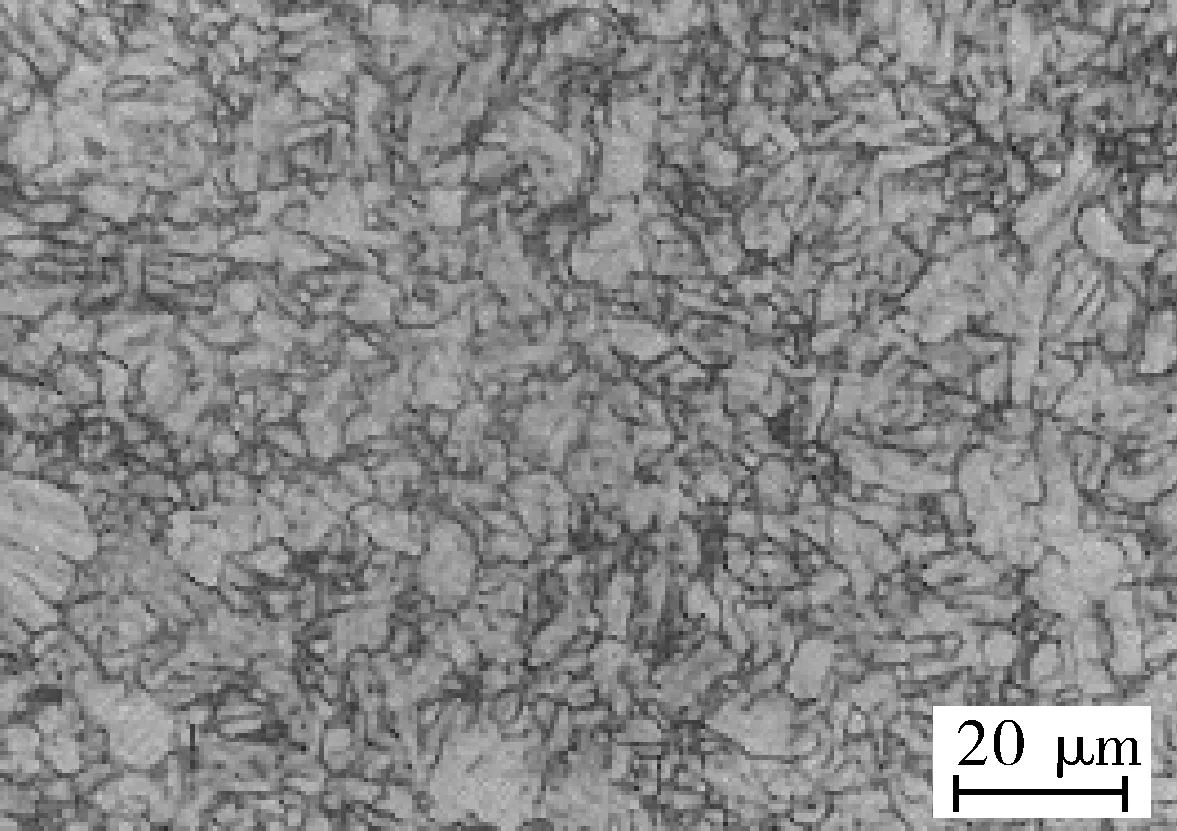
(b)焊接热输入2.511 kJ/mm

(c)焊接热输入2.778 kJ/mm
(d)焊接热输入2.930 kJ/mm
3 结论
(1)随着焊接热输入的增加,焊接接头中焊缝的冲击韧性逐渐增加,断口形貌中韧窝比例逐渐增大;热影响区冲击韧性不断下降,断口形貌逐渐向解理、准解理转变。
(2)不同焊接热输入下,焊接接头均有较好的韧性储备,弯曲性能均合格;焊接热输入的变化对接头的抗拉强度没有明显影响,拉伸试样均断于母材位置。
(3)焊接热输入对焊接接头硬度没有明显的影响,试件表层与试件中间处的硬度也没有明显的差异,焊接接头硬度最低的位置出现在母材处,焊接热输入越小,焊接热影响区的硬度越高。
(4)焊接接头中焊缝显微组织为先共析铁素体+回火贝氏体,随着焊接热输入的增加,先共析铁素体减少,回火贝氏体增多,促使焊缝处冲击韧性有所提升;焊接热影响区显微组织为粒状回火贝氏体组织,随着焊接热输入的增加,晶粒不断长大,导致硬度冲击韧性下降,硬度降低。