型钢铰链应用技术研究
2021-02-02彭俊苏明陈绍翰耿滏尹健郑明
彭俊,苏明,陈绍翰,耿滏,尹健,郑明
(广州汽车集团股份有限公司汽车工程研究院,广东广州 511434)
0 引言
铰链是车身与车门之间实现联接固定的关键部件,是车门主要承重单元,车门绕铰链轴线转动,实现车门开闭功能。根据制造方式的不同,铰链分为冲压铰链、铸造铰链、型钢铰链、冲压铸造混合铰链等。目前冲压铰链在车门上的应用最广,但是随着消费者对整车性能品质的要求逐步提高,型钢铰链的应用将会越来越广泛[1]。
1 型钢铰链的定义
型钢铰链是用型钢切割而成的一种铰链,其刚性好、转轴比冲压铰链要大、转动灵活性更好、更耐磨损,如图1所示。型钢铰链在车身侧只设计两个螺栓,车门侧设计一个螺栓,和车身及车门接触面积小,减少接触面有利于防锈处理。

图1 型钢铰链
2 型钢铰链的工位布局及装配流程
型钢铰链在车门区域需布置4个工位用于安装车门铰链,即:左前门铰链安装工位、左后门铰链安装工位、右前门铰链安装工位、右后门铰链安装工位。
型钢铰链装调线需设置5个工位用于车门的安装,即:后门装配工位、后门调整工位、前门装配工位、前门调整工位、四门定扭工位。
具体工位布局及装配流程如图2所示。

图2 型钢铰链工位布局及装配流程
3 型钢铰链的定位方案
3.1 车门侧铰链工装定位方案
车门侧铰链有两种工装定位方案:
(1)样架定位:操作性较好,节约场地,工装成本低,铰链同轴度及重复性较差,车门需开设两定位孔并用堵盖封堵,如图3所示。

图3 车门侧样架定位
(2)夹具定位:操作较复杂,占用场地,铰链同轴度及重复性较好,如图4所示。

图4 车门侧夹具定位
在场地许可的前提下,推荐使用夹具定位,保证铰链的同轴度和精度。
3.2 车身侧工装
车身侧工装采用内置式工装方案:前门采用侧围外板主定位孔和前门感应器安装孔定位,后门采用后门感应器安装孔定位,如图5所示。

图5 车身侧工装
4 型钢铰链的调整方案
型钢铰链的装调方案:首先通过扳手松动车门侧螺栓调整车门与侧围面差,如图6所示。然后通过凿子撬动车身侧铰链X及Z向位置调整车门与侧围间隙,如图7所示。

图6 调节面差

图7 调节间隙
5 型钢铰链装配的人机工程改善
5.1 车身内侧螺栓易滑牙掉落问题的改善
改善对策:可扩大安装过孔,采用带照明的电动工具,如图8所示;螺栓可采用带导向螺栓,减少滑牙发生率,如图9所示;电动工具可采用带磁吸的套筒,如图10所示。

图8 带照明电动工具

图9 带导向螺栓

图10 特制磁吸套筒
5.2 车身内侧螺栓掉落后取出困难问题的改善
装配型钢铰链车身内侧螺栓时,因为操作性及可视性差,螺栓易产生滑牙掉落,为防止螺栓掉落进入钣金腔体内部,需对A/B柱设置封闭结构,封闭结构有如下两种方案:
方案一:设计钣金封闭结构,防止螺栓掉入门槛内部,如图11所示。

图11 钣金隔断
方案二:采用胶块进行隔断,防止螺栓掉入门槛内部,如图12所示。
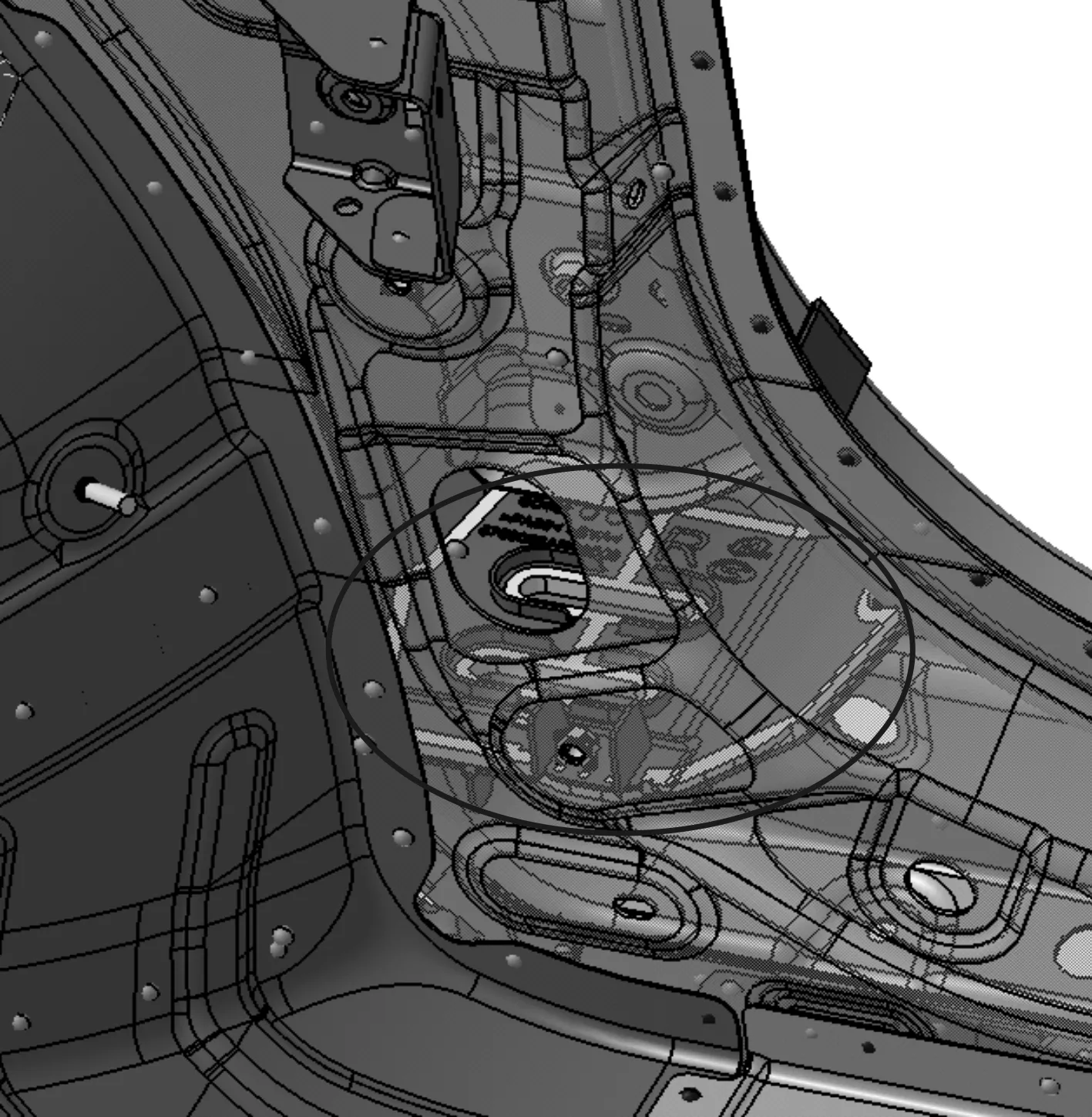
图12 胶块隔断
6 结束语
型钢铰链最初应用于高档车型,随着应用的普及及生产制造成本的下降,型钢铰链在经济型轿车上的应用越来越普遍。应用型钢铰链,可以有效提升顾客的感知,提升整车的品质感。随着汽车行业竞争越来越激烈,只有满足顾客需求的产品才能脱颖而出。应用型钢铰链,不失为提高产品竞争力的一个极好的手段。文中就型钢铰链的应用技术问题进行了深入分析和剖解,可以为后续车企应用型钢铰链提供借鉴和参考,提升整车的感官品质[2]。
