高速精密磨削18CrNiMo7-6 表面残余应力试验研究
2021-01-27陈冠华沙雪莹
王 栋,陈冠华,沙雪莹,律 谱
(郑州大学机械与动力工程学院,河南 郑州 450001)
1 引言
随着国家经济的高速发展,国民对高科技产品需求量增加,这就对零件的加工精度和表面完整性提出了较高要求[1-2]。生产行业为了具有竞争力需要高效,高质量的精加工工艺,高速磨削恰好具有此类优点。磨削是用于实现零部件的最终表面质量的一种重要的机械加工方式,而残余应力作为表面完整性的评价指标之一,与加工的零部件的疲劳寿命有重要联系[3]。
通常的机械加工和成型过程都会在零件内部产生残余应力。磨削过程中有大量的能量消耗于工件表面,从而在工件内形成较大的残余应力[4]。文献[5]通过研究磨削实验得出,磨削残余应力主要由机械作用、磨削热、相变应力三者综合作用产生。其中磨削力主要产生残余压应力,磨削热主要产生残余拉应力,相变产生的应力由磨削前后金相的比容决定。文献[6-9]及其团队通过对钛合金和高温合金的磨削指出,磨削力对于残余应力的影响不太明显,但磨削温度对残余应力影响较为明显。渗碳淬火18CrNiMo7-6 齿轮钢应用广泛,但是对于此种材料的高速磨削工艺产生的表面残余应力的机理研究甚少,设计了磨削过程中磨削温度和磨削力的测量方案,以磨削力和磨削热为重要因素研究了高速磨削表面残余应力的分布状态。为实现调控高速精密磨削18CrNiMo7-6齿轮钢材料的表面残余应力提供了可靠依据。
2 高速磨削试验
2.1 试验条件
试验磨床为某大学自主研发的超高速平面磨削机床,主轴转速可达10000r/min,功率为50kW,冷却液为水基GYSyn 256C 磨削液。测力装置采用瑞士KISTLER 公司生产的三向压电式测力仪,型号为5233A。磨削温度的测量方法为夹置式热电偶丝测温法。测温试件,如图1 所示。

图1 试件简图Fig.1 The Schematic Diagram of Specimen
本试验所用材料,如表1 所示。

表1 试验材料Tab.1 Material for Experiment
试验所用砂轮为郑州磨料磨具磨削研究所有限公司生产的陶瓷CBN 砂轮,砂轮参数,如表2 所示。

表2 砂轮参数Tab.2 Parameters of Grinding Wheel
2.2 试验方案
试验目的是分析不同磨削工艺条件下的试件的表面残余应力状态。由磨削残余应力的机理可知,磨削力、磨削热和相变比容变化是产生磨削残余应力的三大因素。
由于测温试验中磨削液对夹置式热电偶的信号会产生干扰,磨削弧区的温度测量采用干磨的条件下进行,这样能保证热电偶丝测温信号的准确性,所以磨削力和磨削温度的测量分为两次进行。为了更加直观的分析单个因素对于表面残余应力的影响结果,此次磨削工艺参数的选择采用单因素试验方法。磨削工艺参数选择,如表3 所示。

表3 磨削条件及工艺参数Tab.3 Experimental Condition and Process Parameters
3 试验结果与分析
3.1 磨削参数对磨削力的影响
磨削力是在湿磨的条件下测量,不同磨削参数下测量的法向磨削力和切向磨削力信号由测力仪器取得后导入Matlab 处理,得到以下结果,如图2~图4 所示。
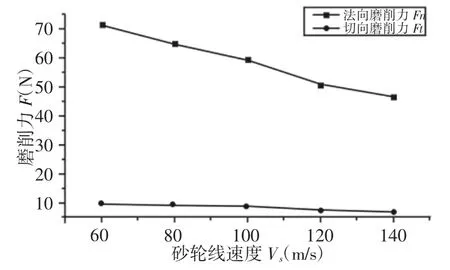
图2 砂轮线速度对磨削力的影响Fig.2 Effect of Wheel Speed on Grinding Force
图中:Vw=6m/min,ap=0.006mm

图3 工作台速度对磨削力的影响Fig.3 Effect of Table Speed on Grinding Force
图中:Vs=100m/s,ap=0.006mm

图4 磨削深度对磨削力的影响Fig.4 Effect of Grinding Depth on Grinding Force
图中:Vs=100m/s,Vw=6m/min。
在工作台速度和磨削深度一定时,砂轮线速度增大,法向磨削力呈线性降低,切向磨削力基本无变化,如图2 所示。这是因为砂轮线速度增大,同样的时间内参与切削的磨刃数增多,而材料磨除率不变,单位有效磨粒承受的磨削力变小,所以法向磨削力会呈现线性降低的趋势。切向磨削力在整个工作台速度范围内变化不明显,法向磨削力在工作台速度从2m/min 到6m/min 范围内变化不明显,再增加工作台速度,法向磨削力呈逐渐增大趋势,如图3 所示。因为工作台的速度的增大,材料的磨除率会增加,使得磨削力增加。法向磨削力随着磨削深度的增大呈线性增加,切向磨削力变化不明显,如图4 所示。这是因为增大磨削深度,材料磨除率也会增加,磨削弧区变长,所以磨削力会逐渐增大[10]。
3.2 磨削参数对磨削温度的影响
磨削温度的是在不加磨削液的情况下测得,求得每个磨削工艺下5 次磨削温度的平均数,所得结果,如图5~图7 所示。

图5 砂轮线速度对磨削温度的影响Fig.5 Effect of Wheel Speed on Grinding Temperature
图中:Vw=6m/min,ap=0.006mm

图6 工作台速度对磨削温度的影响Fig.6 Effect of Table Speed on Grinding Temperature
图中:Vs=100m/s,ap=0.006mm

图7 磨削深度对磨削温度的影响Fig.7 Effect of Grinding Depth on Grinding Temperature
图中:Vs=100m/s,Vw=6m/min
随着砂轮线速度的增加,磨削温度的值呈现一个明显的波峰状,磨削温度的转折点60m/s 至100m/s 之间,如图5 所示。德国切削专家萨洛蒙博士曾提出,当切削速度增大到与材料的属性相关的临界速度后,再增加切削速度,则切削温度会呈降低趋势。本次试验验证了萨洛蒙博士的预测,证明试验材料在高速精密磨削工艺条件下,存在着磨削温度的热沟区,通过选取较高砂轮线速度,既可以避免工件表面烧伤,还能大幅提高磨除效率。
工作台速度变化的整个范围内,磨削温度上升了30℃左右,前期磨削温度几乎没有上升,如图6 所示。因为工作台速度变大,磨除的材料越多,消耗能量也越多,但是磨削深度较小,所以温升幅度较小。磨削深度从0.002mm 至0.006mm 时,磨削温度上升明显,之后磨削深度再增加,磨削温度上升幅度不大,如图7 所示。这是由于磨削深度增加,磨削弧区的磨粒数增多,造成磨削区域的划擦和耕犁过程增多,集聚更多的热量,所以温度呈现上升趋势,但是到了一定程度,磨除率增加,磨除的材料会带走大量热量,所以磨削温度上升趋势变缓慢。
3.3 磨削参数对表面残余应力的影响
残余应力的测量采用加拿大PROTO 公司生产的X 射线衍射仪,残余应力测量的试件是和磨削力采集的试件相同,每个点测量5 次取平均值,X 方向为垂直于磨削的方向,Y 方向为平行于磨削的方向,测量结果,如图8 所示。

图8 砂轮线速度对残余应力的影响Fig.8 Effect of Wheel Speed on Residual Stress
图中:Vw=6m/min,ap=0.006mm

图9 工作台速度对残余应力的影响Fig.9 Effect of Table Speed on Residual Stress
图中:Vs=100m/s,ap=0.006mm

图10 切削深度对残余应力的影响Fig.10 Effect of Grinding Depth on Residual Stress
图中:Vs=100m/s,Vw=6m/min
磨削表面两个方向的残余应力都为残余压应力,并随着砂轮线速度的增加,残余应力的绝对值先增大,然后减小,在砂轮线速度为140m/s 的时候残余压应力最小,如图8 所示。因为磨削表面的残余应力主要由三个原因产生,即机械作用、磨削热和相变。根据图2 和图5 中不同砂轮线速度下测量的磨削力和磨削温度可知,即在干磨的条件下,测量所得最高磨削温度并没有达到奥氏体的相变温度,所以相变产生的残余应力可以忽略不计。机械作用主要通过直观的磨削力来分析,如图2 所示。砂轮线速度增大,法向磨削力逐渐减小,切向磨削力无明显变化。当中显示了不同砂轮线速度下的表面磨削温度,磨削热主要产生残余拉应力,如图5 所示。对比图2、图5 和图8 可知,随着磨削温度的上升,表面残压应力逐渐减小,在磨削温度最低的时候取得表面残余压应力的最大值。砂轮线速度从120m/s 增加到140mm/s 的时候温度上升不多,但是残余压应力的却降低很多,这有可能是砂轮线速度增加到一定程度影响了磨削液的冷却效果。
同理,对比图3、图6 和图9 可知,工作台速度从2m/min 增加到6m/min 时,法向磨削力和切向磨削力均无明显变化,磨削温度也无明显的上升,表面残余应力变化不大,在工作台速度从6m/min 到10m/min 变化时,法向磨削力增大,增大幅度大概为10N 左右,磨削温度上升了大约20℃,表面磨削残余压应力减小。
对比图4、图7 和图10 可知,磨削深度增大,磨削力增大,磨削温度也呈升高趋势,磨削表面残余压应力呈减小趋势。
4 结论
(1)本试验通过测量不同砂轮线速度的表面磨削温度,证明了18CrNiMo7-6 渗碳淬火齿轮钢在高速磨削条件下磨削温度存在萨洛蒙曲线,这为此种材料的磨除效率提高提供了理论指导。(2)在较小磨削深度的条件下,磨削热对磨削表面残余应力的产生起着主要作用,砂轮线速度对磨削表面残余应力的影响最大。(3)选择合理磨削工艺参数,可以控制磨削表面的温度,在磨削表面引入较大的残余压应力。(4)选用较小的磨削深度时,磨削表面的残余应力都为残余压应力,且垂直于磨削方向的残余压应力较大。