基于3D打印设备的机械与控制系统设计研究*
2021-01-12刘长华张卫华甄潇杨张红昌
刘长华,张卫华,甄潇杨,张红昌,徐 宏
(1.北京北方车辆集团有限公司工艺研究院,北京 100072; 2.北京北方恒利科技发展有限公司,北京 100089)
0 引 言
选择性激光熔化技术是以选择性激光烧结技术为基础发展起来的利用叠加原理即逐层熔覆的“增量”制造方式直接制作金属产品的先进制造技术[1-3],其工艺过程为:在计算机中,利用CAD三维造型软件,建立所要加工实体的三维数字化模型,利用预处理软件对三维数字化模型在一个特定的方向上进行分层处理,从而得到模型在特定方向不同截面上的层面轮廓图形,在SLM成型机工作平台上,根据各层面轮廓图形控制激光束对工作平台面上的金属粉末材料进行熔化烧结,层层叠加,最终获得与所设计模型一致的金属三维实体原形[4,5]。
SLM 装备影响成形工艺及成形件精度、机械性能的因素有许多种[6],在开发SLM 装备方面,德国、日本和美国走在了商用装备的前列,如德国的MCP、TRUMPF、日本的MATSUUR、美国的PHENIX,这些装备的主要差异在于激光器、聚焦面光斑尺寸、铺粉方式、活塞缸铺粉层厚等方面,其中MCP公司的SLM 装备[7-8]和PHENIX 的SLM 装备[9-10]应用的激光器为激光波长为1 090 nm的100 W光纤激光器,TRUMPF 公司的SLM 装备配备激光波长为1 030 nm的250 W盘形激光器[11]。同时,比利时鲁汶大学、日本大阪大学等高校也从事SLM 装备的研制[12]。国内的武汉光电国家实验室、新松机器人、北京北方恒利科技发展公司开发了系列的SLM 装备,实现了工程化应用。
使用SLM 3D打印成形的金属部件,固溶体可以获得非平衡态过饱和组织,微观组织均匀细小,致密度接近100%,机械性能与锻造相当[13-14],打印成形对SLM 3D打印设备有较高的精度要求,目前国外一些厂商对这方面进行了深入的研究并开发出了商业化的SLM 3D打印设备,但价格贵、批量工业化难,因此依据国内制造行业对精密成型零部件的精度需求,开发低成本、高精度的SLM3D打印设备非常必要[15]。笔者以研制HLP-350 3D打印设备为基础,对系统设计、系统加工、性能检测实验和系统试运行等几个阶段进行研究,以期完成3D打印设备的研制,同时也为其他类似的设备提供参考。
1 系统设计指标及要求
1.1 SLM 3D打印设备工作原理及组成
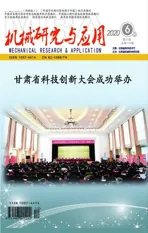
SLM 3D打印设备工作原理如图1所示,成形时铺粉轴将粉末材料从送粉缸铺入工作缸,从而在工作缸铺上设计厚度的粉末材料,然后激光束在控制程序的控制下按照成形零件截面的轮廓信息对粉末材料进行扫描烧结,使粉末的温度升至熔点以上,被扫描到的粉末熔化后又降到熔点以下,相互粘结得到一个烧结面,非扫描区的粉末仍呈松散状,作为工件和下一层粉末的支撑。一层成形完成后,工作台下降一层的高度, 再进行下一层的铺料和成形,如此循环,最终成型三维实体零件。

图1 SLM 3D打印设备工作原理示意图[16]
1.2 SLM 3D打印设备开发设计总体要求
SLM 3D打印成形设备的开发设计总体要求如下:送粉缸的运动精度一般控制为0.01 mm;铺粉棍导轨的定位精度控制为0.002 5 mm;采用氩气或氮气对激光器振镜进行密封;适应粉末激光成形多类型的工艺支撑;扫描工艺智能化,如分形扫描、螺旋扫描、环形扫描、分块短线扫描等;工艺软件和控制软件即可单独使用也可一体使用,支持远程维护和远程监控功能;采用伺服闭环控制;基板与快激光复合预热技术。
2 系统设计
利用CAD三维造型软件,建立所要加工实体的三维数字化模型,然后进行分层处理,在激光3D打印机上,根据各层面轮廓图形控制激光点对工作平台上的粉末材料进行烧结,层层叠加,最终获得一个与所设计模型一致的三维实体原形,其工艺流程如图2所示。

图2 3D打印工艺过程图
从激光3D打印的制作工艺过程可以看出激光3D打印系统由以下几部分组成:三维造型软件、预处理软件、3D打印设备。
2.1 机械系统设计
2.1.1 机械设计要求
整机重量和体积尽可能小,可整体搬运,运输方便;在结构上要兼顾考虑系统的可操作性、维护性和经济性;结构设计工艺性要好,标准化程度要高;结构设计要使整机工作可靠,使用寿命长;外型设计要美观,组装方便。
2.1.2 结构设计方案
为了能使所设计产品满足上述各项机械设计要求,在结构设计的同时,考虑了该整体制作的特点,在结构设计时注意:凡在装配设计孔的位置时,一般设计成配作加工,减少由于定位不准导致的装配问题;为保证结构工艺设计的实现,应详细标明装配工艺和加工工艺。
2.1.3 总体结构
3D打印总体结构在设计上采用了工作主机单元和控制柜单元分体的设计方案,以减小主机单元的总体尺寸和重量,方便运输,其中控制柜单元采用分层隔置的方式以提高空间的利用率,在各隔层板上分别放置工控机、显示器、电机驱动器以及配电控制元件等,工作主机的整体结构如图3所示。
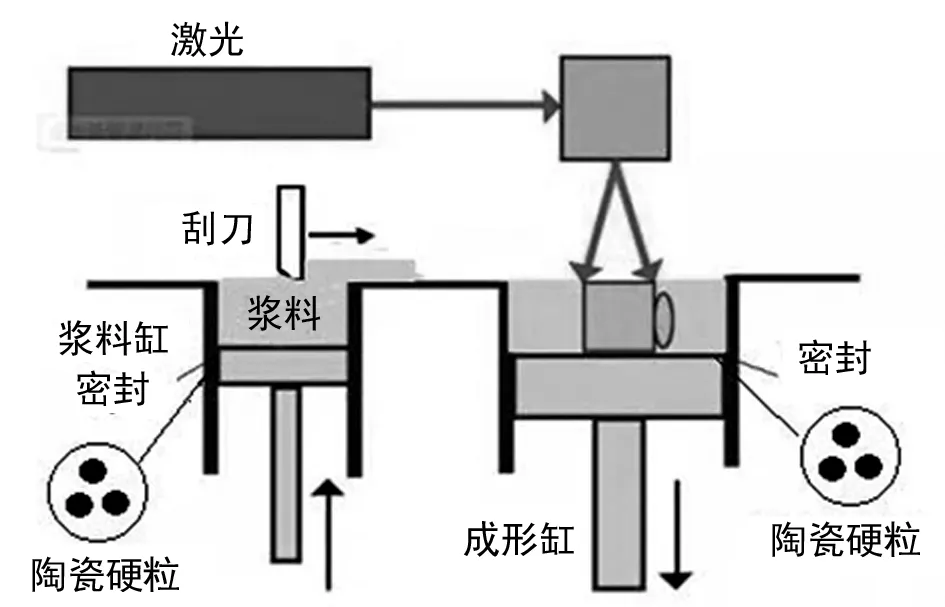
图3 主机结构示意图[17]
3D打印成形设备的总体结构设计具有组装式的工作缸及供料缸、低成本的推力器、无专用工作平台的设计方法、采用多重冷却方案解决激光扫描系统的空冷问题、周壁预加热装置、弯板式防尘机构、大刚度整体式基架、低成本的步进电机等特点。
2.2 激光扫描系统设计
2.2.1 动态聚焦单元的工作原理及选型
动态聚焦单元的是为了克服3D打印系统中扫描系统“圆弧效应”而引入。在普通不带动态聚焦单元的扫描系统中,两振镜所形成的焦斑轨迹为圆弧,如图4所示,焦斑扫描轨迹(圆弧)与工作面仅在中心点C重合,中心点以外二者分离,在工件边缘A 处分离最大,且工件越大或光束的偏转半径越小二者分离越大。在A′处光束聚成点后又发散,到达A处形成一个较大尺寸的光斑,功率密度降低,影响烧结质量和精度。

图4 圆弧效应示意图[18]
双振镜扫描头控制光斑在x-y平面内扫描,双振镜系统的聚焦误差ΔS为[19]:
(1)
在实际工程中,为了保证负透镜的直线位移对振镜扫描速度的可靠响应,负透镜的轴向位移量控制在±5 mm以内。假设振镜最大扫描角为±20°,振镜到工作面距离为465 mm,则可求得聚焦误差60 mm,系统聚焦位置变化量为±ΔS/2=±30 mm。HLP-350I成型机选用SCANLAB公司varioSCAN 40动态聚焦单元,其焦距变化量为±38.5 mm。
2.2.2 振镜扫描工作原理及选型
扫描振镜是由一定位马达和一反射镜组成,其中定位马达的核心是一个高性能检流计和一个旋转位置传感器,后者产生的位置负反馈和速度负反馈与检流计的信号放大器形成一个闭环电路,从而满足了对振镜的定位精度要求,保证加工质量。
对于一般的转子惯量,振镜扫描频率可达几百上千赫兹,由于受动态聚焦单元中负透镜的平移速度的牵制,尤其是受激光功率的制约,因此整个三维扫描系统的扫描频率约为6 Hz。
2.2.3 “枕形”畸变校正
在双振镜系统中,两个振镜在光路中前后布置的结构造成x轴向的“枕形”畸变,当扫描一方形时,扫描轨迹并非一个标准方形,而是出现“枕形”畸变[20],其值为Δx=x-x0。
“枕形”畸变通过软件校正,在HLP-350I成型机中软件算法是将一理想的方形像场分割成矩阵式网格,校正文件中存入这些网点精确的x、y坐标,对于像场内的任何一点,用内插法计算其正确座标,并送给振镜扫描头,每一扫描矢量细分为微步后都用这种算法进行校正。这里矢量被分解为微步是必要的,因为扫描振镜是通过模拟稳压电路控制的。
2.2.4 振镜用反射镜
HLP-350I成型机为低功率激光系统,反射镜不需要冷却散热,因此使用普通光学玻璃制作反射镜基片,然后镀多层介质膜,反射率达99%以上。反射镜的尺寸必须足够的大,保证在偏转中不切割光束。对于任何激光系统,其焦斑尺寸决定于衍射和球差,其中衍射影响的焦斑直径为:
(2)
球差影响的焦斑直径为:
(3)
式中:M2为激光模式质量因子(在HLP-350I中M2=1.4);f为聚焦元件焦距,f=630 mm;λ为激光波长,λ=10.6 μm;D为孔径光栏直径,D=40 mm;k是与聚焦元件材料有关的系数。
以HLP-350I成型机中各参数的值代入以上两式,d1和d2分别为0.298 mm和0.005 mm。有文献认为激光系统的焦斑直径应为二者之和,即d=d1+d2=0.303 mm。实际上,由于二者形成的光斑属于同心圆,因此其中尺寸大的就是焦斑直径,即d=d1=0.298 mm。
HLP-350I成型机选用的SCANLAB公司power SCAN 33扫描头,在加工精度和非冷却工作条件下的可靠性都得到了验证。
2.2.5 激光功率的论证和激光器选型
PS粉和蜡粉参数如表1所列,当激光功率取P=20 W,δ=0.2 mm,d=0.3 mm,可以看出,当激光功率取20 W时,完全熔化PS粉和蜡粉的扫描速度分别为2.12 m/s和1.96 m/s, 因此,泛取系统扫描速度为2 m/s。经过工艺优化的实际扫描速度约为1.3 m/s,因此可以适当降低激光功率。

表1 材料参数和工艺参数
实践和理论充分证明30W激光功率是足够的,比起传统上使用的50 WCO2激光器,较大幅度提高了系统的性能价格比。HLP-350I成型机选用美国UNIVERSAL公司ULM-30CO2激光器,采用流动空气冷却,环境温度要求在+25 ℃以下。
2.2.6 扩束器和窗口镜选型
扩束器是激光器和扫描模块之间的耦合器件,它保证送给扫描模块的激光束具有足够大的直径,从而得到理想的焦斑尺寸。窗口镜设置在光路终端,将光路和成型室隔离开来,避免光学元件受到污染。它们的作用既不能忽视,又由于只能通过进口解决,价值较高,因此选型是否合理也显得至关重要。HLP-350I成型机选用美国Ⅱ-Ⅵ公司的BECZ-10.6-C1.0:5-D4扩束器和Φ120 mm×12 mm窗口镜。
2.3 控制系统设计
2.3.1 控制系统的硬件设计
在3D打印系统中,控制系统是控制整个系统中各部件按照预定程序协调工作。激光3D打印系统按照结构组成,主要包括:扫描系统控制;工作缸和供料缸运动控制;铺粉机构运动控制;电力配电控制;照明控制;预热系统控制;冷却引风电机控制;抽风过滤系统控制。为此在系统采用了两级集散控制的控制系统结构,其硬件结构如图5所示。

图5 控制系统结构图
2.3.2 成型系统软件设计
在激光3D打印系统中,软件系统主要由三维图形软件、处理软件和控制系统软件等三部分软件构成,如图6所示。

图6 系统软件流程图
2.3.3 三维图形软件
三维CAD图形软件是3D打印成形技术的关键组成部分,其主要功能是零件三维模型设计、三维模型表面三角化处理。现有的商用CAD三维软件对模型的设计可以有线框模型、实体模型和曲面模型等三种形式,在3D打印中多使用实体模型和曲面模型。
由于三维图形软件发展的独特性,模型输出存在差异,为了适合不同三维图形软件绘制的模型,多数三维图形软件均配置了STL接口,以备不同三维CAD图形软件绘制的模型均能实现3D打印成形[21],STL接口的主要功能就是实现模型的表面三角化处理。在本设计中,充分考虑了系统对不同CAD软件接口的兼容性,可接受不同CAD软件输出的STL模型文件。
2.3.4 预处理软件
预处理软件的作用是接收CAD造型软件输出的模型数据文件,在加工前对由STL文件格式所描述的模型进行预处理,以提供扫描系统在各层片加工过程中的加工信息,处理过程主要包括:
(1) STL文件的读入 预处理软件首先要正确读入三维CAD造型软件输出的STL文件数据。不同CAD软件输出的STL模型文件一般有二进制格式和ASCII码格式两种存贮方式。为了使其所设计预处理软件可以应用于与各种不同CAD软件接口,在设计中考虑了不同CAD软件在数据格式上的差异,实现对ASCII码和二进制码两种格式的自动识别和数据文件的读入。
(2) 对STL文件的正确性进行检验和修补 在绘制三维模型以及在STL文件表面三角化处理时存在的问题均会以裂缝空洞、悬面、重叠面和交叉面等缺陷存在于STL文件中,如果不对这些缺陷进行处理直接分层处理进而打印成形,这将会导致打印过程的失败,例如出现不封闭面和歧义面现象,严重时甚至无法打印,因此要在分层处理前就要对STL文件中存在的问题进行检验并处理。
对于STL文件中检验后,有些简单问题(如片面错误和小裂缝等)是可以进行修补的,但对于一些较复杂的问题(如面片丢失,模型中含有相交体和面时)在分层处理阶段是无法修补的,需要从原始三维图形进行处理,以实现三维打印图形的修正。
在本设计中实现了对STL文件中常见的法向错误、顶点错误、和由于数据在不同精度系统间的传输所造成的裂缝或空洞重叠及悬面错误的自动识别和修复功能。
(3) 三维模型数据的图形显示和编辑 在本设计中有关图形显示部分的开发是基于图形开发环境GL(Graphics Library)基础的OPENGL图形库开发的。由于GL性能优越,因此赢得了用户的高度赞誉。为了使其它平台用户利用这一技术,SGI公司对图形开发环境GL进行了改进,提高了GL的移植性,使之成为了跨平台的图形设计接口。
在本设计中,实现了三维模型形体的三维坐标表示和利用光照模型对模型进行凸显,使所显示图形逼真,形象。同时实现了图形平移变换、旋转变换、按比例缩放、STL模型的分解算法等图形编辑功能,图形显示界面如图7所示。
图7 图形显示和编辑用户界面
(4) 分层处理 在STL文件中各三角形信息的存放是无序的,不反映各三角形之间的连接关系。为提高分层处理效率和STL文件的纠错能力,在数据读入后要根据STL文件所提供的信息,进行信息拓朴关系的重建,获得各三角面片的连接关系,从而可以根据任一三角形的顶点或边可以快速找到与此点相关的所有三角形的边,以及与边相关的三角形的其它边,以便提高后续分层求交处理的运算速度。
在设置打印参数时,可根据打印的精度对打印截面间隔(即层厚)进行工艺参数设置和优化,打印截面间隔在满足加工零件打印精度要求的情况下是可以调整的,为了提高打印效率,对于复杂截面、简单截面设置不同的打印截面间隔厚度,对于相邻层各轮廓的差异较小时,可以适当加大打印截面间隔厚度。打印截面间隔厚度还要考虑激光能量、扫描速度、粉末材料种类等因素,合理设置打印截面间隔厚度。
(5) 分区处理 分区处理是3D打印系统中为提高加工效率、减少激光器开关次数延长激光器使用寿命所采取的措施。对于同一个平面几何图形,有多种区域划分方法,不同划分方法,产生的分区数各不相同。分区数越多,无效扫描路径越长,激光器的开关次数越多,将会影响加工效率和激光器的寿命。本设计采用了一种基于凸凹特征点的分区算法,该算法使用不仅减少了成型加工过程中的无效扫描路径和激光的开关次数,有利于加工效率的提高和激光器使用寿命的延长。
(6) 分区扫描顺序的优化 分区扫描顺序如何优化是关乎3D打印系统效率的重要方面,各分区的排列顺序不同时,将会导致对整个层片加工时,扫描头的运动路径不同,为了得到更高的加工效率,当对某层的区域划分完成后,就存在一个分区扫描顺序优化问题[22]。本设计采用了一种“相对距离最短”的优化算法,大幅提高了计算效率。
在本设计中预处理软件采用模块化的程序结构,将各个需要实现的子功能由单独的函数实现,从而使各个模块间的耦合性尽可能小,提高软件结构的明晰性和可重用性。
2.3.5 数控加工软件
数控软件的主要作用是按用户在加工前输入的一些加工参数,根据STL文件分层分区后的数据模型[23],对扫描头、供料电机、控制电机、铺粉电机等进行自动控制,形成铺粉、打印等过程,同时对工作状态和系统进行监控和管理,以实现加工过程的顺利进行。
HLP-350I成型机的控制系统采用两级集散控制结构,因此数控软件包含了上位机控制软件和下位机控制软件,根据所要实现的功能,采用了模快化的设计结构。
3 设备成形产品
使用研制的HLP-350I成型机对某产品进行了试制成形,成型后的产品如图8所示,产品表面质量良好、精度控制较为精确,满足了产品的各项要求。

图8 成形产品
4 结 语
根据HLP-3503D打印机研制任务的要求,先后经过项目调研、系统设计、系统加工、安装调试和系统试运行等几个阶段,对3D打印设备的系统设计、系统加工、安装调试、性能检测实验、系统试运行和系统改进等几个阶段进行研究,对该设备的相关机械和控制系统的技术标准进行了设计和优化,完成了该设备的研制。在设备的研制过程中,开发了具有三维图形显示、编辑功能以及纠错、分层、分区处理等功能的数据预处理软件;在成型加工过程中增加了克服打印成形存在台阶误差的轮廓扫描功能,同时在3D打印系统中使用了能降低成本的风冷式激光器。到目前为止先后加工腊粉、PS粉、金属粉、覆膜陶瓷粉材料原形2 000多件、累积加工时间2 000 h以上。