一种塑编袋双边自动缝纫生产线
2020-11-21王仁龙整理
王仁龙 整理
一、概述
塑编袋全称为塑料编织袋,按照主要材料可以分为聚丙烯袋和聚乙烯袋,按照缝制方法可以分为缝底袋和缝边底袋,被广泛的应用在肥料包装、化工生产等领域,其主要产品工艺是利用塑料原料经挤出薄膜、切割、单向拉伸为扁丝,经过经纬编制得到产品,经过经纬编织得到产品,一般称为编织袋。在现有的塑编袋生产加工技术中,国内中小型的企业一般都采用原始落后的人工进行缝制塑编袋的双边,也有一些采用自动化的缝纫机进行缝制,但是无论哪种缝制方法,工作效率都非常低下,浪费了大量的人力物力的同时质量也得不到保证,产品报废率一直居高不下,造成了严重的材料浪费,因此,如何能够高效的自动化的缝制塑编袋的双边,成为了一项亟待解决的技术难题。
针对现有技术的不足,本文介绍了一种塑编袋双边自动缝纫生产线,具备自动化缝制塑编袋双边的优点,解决塑编袋双边缝制效率低下问题。
二、技术方案
一种塑编袋双边自动缝纫生产线,包括工作台,所述工作台的正面固定连接有电机垫,所述电机垫的正面固定连接有第一电机,所述第一电机的输出轴顶部固定连接有转轴,所述转轴的顶部活动连接有轴承,所述转轴的外壁活动连接有传送带,所述传送带的外壁右侧活动连接有塑编袋,所述塑编袋的外壁活动连接有压辊,所述压辊的两端活动连接有辊板,所述辊板的外壁固定连接有支架,所述传送带的外壁中部活动连接有缝纫头,所述缝纫头固定连接在缝纫机的外壁上,所述工作台的顶部固定连接有第三电机,所述第三电机的输出轴顶部固定连接有第二横杆,所述第二横杆的外壁固定连接有第二切割刀,所述第三电机的顶部固定连接有分隔块,所述分隔块的顶部固定连接有第二电机,所述第二电机的输出轴顶部固定连接有第一横杆,所述第一横杆的外壁固定连接有第一切割刀,所述第一横杆和第二横杆均活动连接在侧板的外壁上。
所述传送带的左右两侧内壁均活动连接有转轴,通过两个转轴的旋转能够带动传送带一直处于运动状态,从而可以连续不断的带动塑编袋向前运行进行缝制。
所述塑编袋位于传送带与压辊之间的缝隙中,通过压辊的挤压作用可以相对的固定住塑编袋的位置,防止塑编袋在外界风力等外力作用下发生卷曲脱落等情况。
所述支架的底部固定连接在工作台上,支架的位置被固定住压辊的位置也就固定住了,能够更加有效的对塑编袋的位置进行限制,防止跑偏情况的发生。
所述缝纫机和缝纫头均有两个,分别设置在塑编袋的左右两侧,且缝纫头的输出端正对着塑编袋的边缘,两台缝纫机同时运行,对塑编袋的双边进行缝制,塑编袋一直向前运动,缝纫机也一直处于工作状态,经过缝纫机的塑编袋其双边都是缝制完成的。
所述第二电机与第三电机同步运行,第二电机和第三电机同步运行带动第一横杆和第二横杆同步运行,从而使第一切割刀和第二切割刀能够相互运动,对缝制完成的塑编袋进行切割分离。
所述侧板固定连接在工作台的顶部,侧板的位置被固定,侧板上活动连接有第一横杆和第二横杆的位置也就被固定,第一横杆和第二横杆的右端有了着力点,可以使整体系统更加的稳定。
三、有益效果
1. 该塑编袋双边自动缝纫生产线,通过第一电机运行带动其输出轴顶部的转轴旋转,转轴旋转带动传送带运行,传送带运行带动传送带上的塑编袋向前输送,压辊的设置可以限制住塑编袋的相对位置,防止塑编袋在风力等外界作用下发生偏移脱落等情况,当塑编袋在传送带上向前输送时,两台缝纫机同时运行对塑编袋的双边进行缝制,保证了塑编袋双边缝制的高效性,通过第一电机、转轴、传送带、塑编袋、压辊和缝纫机之间的配合使用,从而达到了能够自动化的对塑编袋双边进行缝制的效果。
2. 该塑编袋双边自动缝纫生产线,通过第二电机和第三电机运转带动其输出轴顶部的第一横杆和第二横杆运转,第一横杆和第二横杆运转带动其外壁上固定连接的第一切割刀和第二切割刀旋转,第一切割刀和第二切割刀同步旋转,可以有规律的对传送带上传送下来的缝制完成的塑编袋进行切割,把塑编袋修改成固定的形状,减去了人工裁剪的步骤,通过第二电机、第三电机、第一横杆、第二横杆、第一切割刀、第二切割刀、传送带和塑编袋之间的配合使用,从而达到了能够有效的对塑编袋进行裁剪成型的效果。
四、附图说明
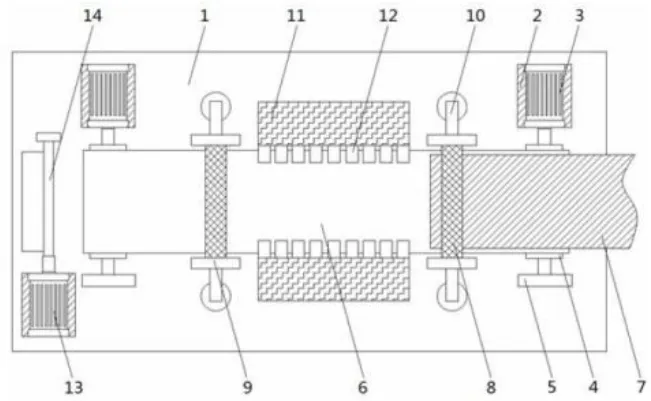
图1 本技术结构示意图
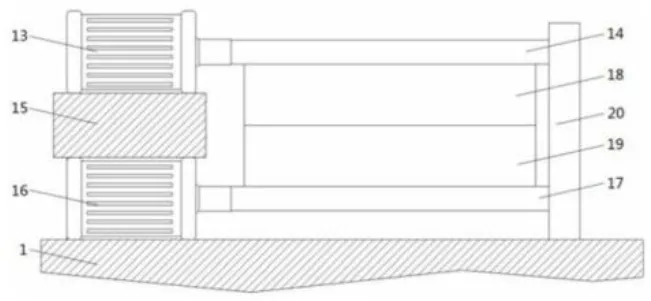
图2 本技术第一横杆部分侧视图
五、具体实施方式
一种塑编袋双边自动缝纫生产线,包括工作台1,工作台1 的正面固定连接有电机垫2,电机垫2 的正面固定连接有第一电机3,第一电机3的输出轴顶部固定连接有转轴4,转轴4 的顶部活动连接有轴承5,传送带6 的左右两侧内壁均活动连接有转轴4,通过两个转轴4 的旋转能够带动传送带6 一直处于运动状态,从而可以连续不断的带动塑编袋7 向前运行进行缝制,转轴4的外壁活动连接有传送带6,传送带6 的外壁右侧活动连接有塑编袋7,塑编袋7 的外壁活动连接有压辊8,塑编袋7 位于传送带6 与压辊8 之间的缝隙中,通过压辊8 的挤压作用可以相对的固定住塑编袋7 的位置,防止塑编袋7 在外界风力等外力作用下发生卷曲脱落等情况,压辊8 的两端活动连接有辊板9,辊板9 的外壁固定连接有支架10,支架10 的底部固定连接在工作台1上,支架10 的位置被固定住压辊8 的位置也就固定住了,能够更加有效的对塑编袋7 的位置进行限制,防止跑偏情况的发生,传送带6 的外壁中部活动连接有缝纫头12,缝纫头12 固定连接在缝纫机11 的外壁上,缝纫机11 和缝纫头12 均有两个,分别设置在塑编袋7 的左右两侧,且缝纫头12 的输出端正对着塑编袋7 的边缘,两台缝纫机11 同时运行,对塑编袋7 的双边进行缝制,塑编袋7 一直向前运动,缝纫机11 也一直处于工作状态,经过缝纫机11 的塑编袋7 其双边都是缝制完成的,工作台1 的顶部固定连接有第三电机16,第三电机16 的输出轴顶部固定连接有第二横杆17,第二横杆17 的外壁固定连接有第二切割刀19,第三电机16 的顶部固定连接有分隔块15,分隔块15 的顶部固定连接有第二电机13,第二电机13 与第三电机16 同步运行,第二电机13和第三电机16 同步运行带动第一横杆14 和第二横杆17 同步运行,从而使第一切割刀18 和第二切割刀19 能够相互运动,对缝制完成的塑编袋7进行切割分离,第二电机13 的输出轴顶部固定连接有第一横杆14,第一横杆14 的外壁固定连接有第一切割刀18,第一横杆14 和第二横杆17 均活动连接在侧板20 的外壁上,侧板20 固定连接在工作台1 的顶部,侧板20 的位置被固定,侧板20 上活动连接有第一横杆14 和第二横杆17 的位置也就被固定,第一横杆14 和第二横杆17 的右端有了着力点,可以使整体系统更加的稳定。
工作原理:第一电机3 运行带动转轴4 旋转,转轴4 旋转带动传送带6 运行,传送带6 运行向前输送塑编袋7,压辊8 可以限制住塑编袋7 的相对位置,防止塑编袋7 在传送带6 上偏移,当塑编袋7 在传送带6 上向前输送时,两台缝纫机11 同时运行对塑编袋7 的双边进行缝制,保证了塑编袋7 双边缝制的高效性,缝制完成的塑编袋7 落入到正在同步旋转的第一横杆14 和第二横杆17 之间,然后被第一横杆14 和第二横杆17 外壁上固定连接的第一切割刀18 和第二切割刀19 裁剪,修改成固定的长度。
综上所述,该塑编袋双边自动缝纫生产线,通过第一电机3 运行带动其输出轴顶部的转轴4旋转,转轴4 旋转带动传送带6 运行,传送带6运行带动传送带6 上的塑编袋7 向前输送,压辊8 的设置可以限制住塑编袋7 的相对位置,防止塑编袋7 在风力等外界作用下发生偏移脱落等情况,当塑编袋7 在传送带6 上向前输送时,两台缝纫机11 同时运行对塑编袋7 的双边进行缝制,保证了塑编袋7 双边缝制的高效性,通过第一电机3、转轴4、传送带6、塑编袋7、压辊8 和缝纫机11 之间的配合使用,从而达到了能够自动化的对塑编袋7 双边进行缝制的效果;通过第二电机13 和第三电机16 运转带动其输出轴顶部的第一横杆14 和第二横杆17 运转,第一横杆14 和第二横杆17 运转带动其外壁上固定连接的第一切割刀18 和第二切割刀19 旋转,第一切割刀18和第二切割刀19 同步旋转,可以有规律的对传送带6 上传送下来的缝制完成的塑编袋7进行切割,把塑编袋7 修改成固定的形状,减去了人工裁剪的步骤,通过第二电机13、第三电机16、第一横杆14、第二横杆17、第一切割刀18、第二切割刀19、传送带6 和塑编袋7 之间的配合使用,从而达到了能够有效的对塑编袋7 进行裁剪成型的效果。