骨材料微铣削刀刃温度预测模型
2020-11-18陈启森董秋实
刘 宇,陈启森,董秋实
(东北大学 机械工程与自动化学院,辽宁 沈阳 110819)
在临床骨科手术中,骨材料的微铣削刀刃温度直接影响骨材料的生物活性以及周围软组织的热损伤程度.在铣削过程中,与刀具直接接触的骨材料温度达到47 ℃且保持1 min以上,就会立即因高温产生热坏死[1].骨材料以及周围软组织热坏死都会延长病人术后康复时间[2].因此,有效降低骨材料微铣削刀刃温度能够较大程度减少因加工产生的热损伤.
为了有效缩短术后康复时间和降低热损伤,很多学者对骨加工中的温度产生了浓厚的兴趣.在临床上,根据加工参数和刀具参数,预测加工过程中刀刃的稳态温度是关键问题.
关于骨铣削过程的温度研究明显晚于其他骨加工过程,这是由于骨铣削在骨科手术中的应用在近期才引起重视.Denis等[3]首次在骨铣削过程中,研究加工参数对温度的影响,并且发现随着主轴转速的提高,切削过程中的温度也会增加.Sugita等[4-5]采用红外热像仪对铣削过程中参与切削部分的刀具的温度变化进行了实验探究,也得到了与Denis相同的结论.根据这个结论,设计了一种新型的多沟槽刀具来降低切削力和温度.
之后,对骨铣削过程中的温度问题进入了理论研究阶段.Shin等[6]将球形铣刀铣削骨材料过程看成移动平面热源的加热过程,利用移动平面热源理论与实验测试温度相结合,逆向估计加工中的刀具温度,并没有直接给出铣刀温度计算公式,而且红外测温仪的测量精度较低,且只能测量一个区域内温度的平均值.随后,Sugita等[7]针对立铣刀的卧式铣削提出了另一种方法,利用移动线热源理论来模拟铣削过程中的温度分布情况.类似地,Sugita也没有给出具体的铣削刀具温度的计算方法,只是利用红外热像仪实测来反推理论的刀刃温度.直到Liao等[8]提出了一种关于骨铣削过程温度理论模型之后,对于温度的建模研究达到了一个新的高度.基于骨材料的应力模型和移动线性热源理论,文献[8]认为铣削过程中因剪切和犁耕产生的部分热量流入骨材料,之后利用移动线性热源对骨材料温度分布建模.利用靠近刀具附近的热电偶测量估算切削中刀具温度,但测量的热电偶会因为铣削加工导致损坏,严重影响测量精度.
此外,基于有限元方法和实验数据驱动的方法建立的骨铣削温度模型也得到不同程度的发展.其中值得重视的是Nasri等[9]提出的骨铣削的数值模型和AI-Abdullah等[10]建立的基于人工神经网络的预测模型.
目前提出的骨铣削刀刃温度模型,并不完全适用于高速骨微铣削加工.在高速骨微铣削加工中,实际的每刃切削量fz变化一般在0~6 μm范围内.同时,骨材料的脆硬性特性使得加工过程中骨材料发生剪切变形产热量减少,而与铣刀之间的摩擦产热呈主导地位.之前的刀刃温度模型则主要认为剪切产热占主导地位.此外,直接测量刀具温度需要的仪器和分析技术比较复杂,无法适应临床需求.
本文提出了一种新型的骨材料微铣削刀刃温度预测模型,考虑到了骨材料在高速加工过程中的加工特性,以及加工过程中热量的产生机制和分配情况.提出的骨材料微铣削刀刃温度模型能够将因高速骨微铣削摩擦产热看成一个等效的静态平面热源,平面热源时刻与铣刀刀齿前刀面保持接触,使得铣刀的刀刃温度保持恒定.该刀刃温度预测模型确定了加工参数和刀具参数与骨铣削刀刃温度的理论关系,为医生选择合适的加工参数以及工程人员设计骨科刀具提供了理论基础.
1 骨材料微铣削刀刃温度预测模型
本文针对骨材料在高速微铣削过程中的刀刃温度进行建模,如图1所示.对于典型的高速骨微铣削过程,做出合理假设,建立骨材料微铣削刀刃温度预测模型.
1.1 典型铣削过程
临床骨科手术中,铣削加工以铣槽截断为主,因此本文重点关注骨铣槽过程中的温度影响.针对直径为D的铣刀,以进给速度vf执行全槽铣削过程,其中,槽深用b表示.由于采用的高速微铣削,每刃进给量fz一般为微米级大小,当骨材料的温度达到47 ℃且保持一定时间,热损伤将会不可逆转,达到热坏死的程度.铣削过程中的直线移动和热损伤的不可逆转性,都将会使加工槽两侧的骨材料分别产生一条热坏死的临界线.
在临床手术中,主轴转速Ω常被设置为恒定,且被取为60 000 r/min.进给速度可以根据手术中力的大小进行调节,且为了减少加工时间,执行铣削任务时的vf常在1~2 mm/s范围内选择合适的参数.为了杜绝手术过程中因刀具折断对病人造成伤害,切深b的值一般取0.5~1.5 mm.
1.2 模型假设
利用热像仪对不同切深下的正交切削过程进行温度评估,切削过程中的大多数热量都流向了切屑,如图2a所示[11].当高速微铣削每刃进给量为6.77 μm时,切屑的形态主要呈现崩碎状.根据图2中高速微切削中骨切屑的形状和热分配情况,做出如下假设:
1) 根据图2a中的正交切削的热像图,正交切削过程的最高温度主要分布在切屑中,且高温切屑对待加工骨材料表面的温度影响不大.但切屑与刀齿的接触面积较广,大量的高温切屑与前刀面进行了热交换.根据图2b中骨微铣削过程中产生的切屑形状,骨微铣削的切屑直径在微米的量级,且铣削过程是一种断续切削.此外排屑槽的存在加快了高温切屑颗粒的排出.这些微铣削的特点使得切屑与骨材料无法进行有效的热交换.因此可以假设骨材料微铣削产生的热主要流向切屑并散失在空气中,其余热量很大部分流向了刀具.
2) 骨材料微铣削的每刃切削量在微米的量级,且骨材料属于脆硬性材料.此外,铣刀的螺旋角和断续切削使得切屑无法形成卷状形态,不同于正交切削中的切屑形态.因此,高速骨铣削在加工过程中骨材料的剪切变形热可以忽略不计,以致于骨微铣削的产热源主要来自于切屑与刀具前刀面之间的摩擦效应.
1.3 铣削产热模型
对于一个锋利的刀具而言,切削过程中产生的热主要来自于工件与切屑之间的剪切变形区和切屑与前刀面之间的摩擦区.其中,大部分的热被切屑带走,其余热量主要流向了刀具和工件,如图3所示.临床骨科手术中,常常采用高铣削速度进行加工,使得每刃进给量接近刀刃半径.由于高速骨微铣削过程中每刃进给量较小,且骨材料具有脆硬特性,忽略了工件和切屑的剪切变形区产生的热量,因此高速骨铣削产生的热量主要来自切屑与刀具前刀面之间的摩擦产热.
刀具与切屑之间的摩擦区可以划分为三个区域:AB区、BC区和CD区.AB区是刀刃圆角与切屑接触的区域,其产生的热量是由于刀具与切屑之间的犁耕效应产生的摩擦热,且其传入刀具的热分配系数用Rp表示.BC区和CD区都是铣刀刀齿面与切屑接触的区域.BC区产生的热量是由于切屑与刀齿面之间的黏着摩擦产生的热量,且其传入刀具的热比例用Ra表示.CD区产生的热量是由于切屑与刀齿面之间的滑动摩擦产生的热量,且其传入刀具的热比例用Rs表示.则传入刀具的铣削热功率Qt能被表示为
Qt=RpQpf+RaQaf+RsQsf.
(1)
式中:Qpf表示AB区域犁耕摩擦热功率;Qaf表示BC区域黏着摩擦热功率;Qsf表示CD区域滑动摩擦热功率.
1.3.1 犁耕摩擦热功率Qpf及其热分配系数Rp
犁耕摩擦产热功率Qpf是AB区所受到犁耕力Fpf与刀刃上切屑相对刀刃的速度的综合作用.刀刃上的切屑相对于刀具的速度与切削速度v和犁耕切削时等效前角γe有关.因此,犁耕摩擦热功率Qpf能被表示为
Qpf=Fpfvsinγe.
(2)
式中,切削速度v=πDΩ,且犁耕切削时等效前角γe能被表示为
(3)
式中:re表示刀具的刀刃半径;t定义为切削时的瞬时切厚.在铣削过程中,对于每个刀齿而言,铣刀的螺旋角可以等效成斜角切削中的刃倾角.此时,铣削等效成斜角切削的刀具切削角度(剪切角Φn,法向摩擦角βn和法向前角γn)分别表示为
(4)
βn=arctan(μ),
(5)
γn=arctan(tan(γ)cos(i)).
(6)
式中:i表示为铣刀的螺旋角;μ表示骨切削中摩擦系数,且基于Liao的实验参数[8],μ=0.95(t×103)-0.08.
考虑骨切削中犁耕力时,需要进行滑移线分析,从而引入了死区这种现象(DMZ).因此,犁耕力Fpf能被表示为摩擦剪切应力τAB沿着圆弧lAB积分与轴向切深b的乘积,并能够表示为
Fpf=τABblAB.
(7)

根据Berliner等[12]提出的犁耕区的热量分配原理,可以得到犁耕区域中热量流入刀具的热比例Rp为
(8)
式中,Kt被表示为刀具的热扩散率.切屑速度vc与切削速度和加工角参数(剪切角Φn和法向前角γn)有关,且能被表示为
(9)
1.3.2 黏着摩擦热功率Qaf及其热分配系数Ra
前刀面的刀屑接触面上的黏着摩擦热功率Qaf与黏着摩擦力Faf和切屑速度vc有关,且能够表示为
Qaf=Fafvc.
(10)
由于刀屑接触面上的黏着摩擦剪切应力τs为常数,黏着摩擦力Faf能够由黏着摩擦剪切应力τs、轴向切深b与黏着接触长度lBC确定.此外,黏着接触长度lBC取整个刀屑接触面长度l0的一半.因此,黏着摩擦力Faf能被表示为
Faf=τsblBC.
(11)
刀屑接触面长度l0能通过最小能量原理获得,与切厚t成正比,被表示为
(12)
式中,λ表示实际切屑厚度与未变形切屑厚度之比的倒数,与等效剪切角Φe和等效前角γe相关,能被表示为
(13)
根据Berliner等[12]的摩擦区热量分配原理,可以得到黏着区热量流入刀具热的比例Ra为
(14)
1.3.3 滑动摩擦热功率Qsf及其热分配系数Rs
前刀面的刀屑接触面上的滑动摩擦热功Qsf被定义为滑移摩擦力Fsf与切屑速度vc的乘积.滑动摩擦力Fsf由刀屑接触面上滑移剪切应力,轴向切深和刀屑接触长度的后半段lCD共同确定.CD区上的剪切应力由黏着剪切应力τs逐渐减小到0,可以近似看作在另一半距离上线性降低.因此,前刀面刀屑接触面上的滑动摩擦热功率Qsf能被表示为
(15)
滑动摩擦区域和黏着摩擦区域都属于刀屑接触区域,因此滑动摩擦区流入刀具热的比例Rs能被表示为
Rs=Ra.
(16)

(17)

1.4 刀刃温度模型
(18)

(19)
式中,宽度因子m为轴向切深b的一半.长度因子l与等效热源长度有关,且能够表示为
(20)

(21)
2 试验验证
2.1 平台搭建
骨铣削试验平台主要由MMT-50X铣床及其运动控制系统、EM-3060高精度主轴系统、Fluke Ti32热像仪组成,如图5所示.MMT-50X微铣床及其控制系统能够保证直线运动精度和重复定位精度均小于0.5 μm.EM-3060高精度主轴系统需要外接风冷系统,且其加工精度误差保证在1 μm以下.Fluke Ti32热像仪能够捕捉到铣削过程中每一时刻整个系统的温度分布情况,尤其是可以获得刀刃温度,且其测量精度和响应时间分别为±1 ℃,200 ms.
2.2 骨材料制备
相关研究表明,牛密质骨的生物特性和人骨特性非常类似[5].因此,试验中采用牛胫骨中骨干部分作为试验材料,用电锯截成厚度约为 40 mm的骨块,洗净后将其进行打磨抛光.采用UNIPOL-810抛光机用#80粒度金刚石磨盘粗加工,继而用#1200粒度金刚石磨盘抛光打磨为加工平面,如图6所示.使得待加工表面平整光滑之后,将骨样品放置在-20 ℃的环境低温保存.为了保证试验时骨样品能够恢复其生物特性,需要试验前取出待加工骨块放置在室温中1 h回温.
2.3 数据采集
根据建立好的温度测试实验平台和制备好的骨样本,采用硬质合金材质的立铣刀执行铣削操作,用来验证骨材料微铣削刀刃温度预测模型,具体实验参数设置如表1所示.应用临床中的铣刀几何参数如表2所示.在铣削实验中,固定铣刀主轴转速Ω不变且保持为60 000 r/min,改变切深和进给速度.这是由于在临床手术操作中,主轴转速通常保持恒定且设定为60 000 r/min,通过调节不同的切深和进给速度来适应加工条件.进给速度分别选择1,1.5,2 mm/s,并且切深选择0.5,1,1.5 mm,总共进行7组试验验证.同时,为了保证实验结果具有可重复性,需要进行重复试验.
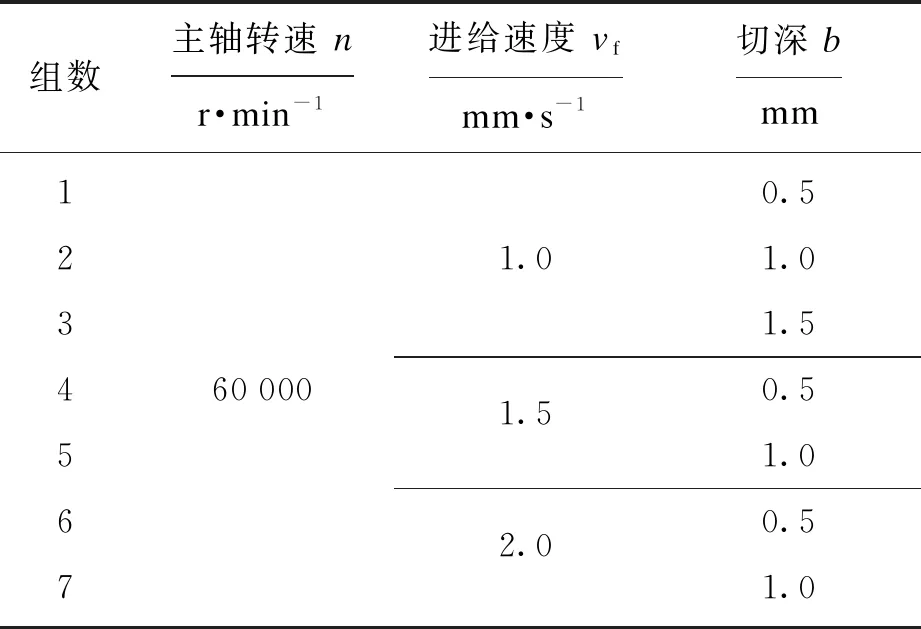
表1 实验切削参数

表2 铣刀的几何参数
采用实验平台对骨微铣削刀刃温度预测模型中温度变化进行验证.将Fluke Ti32热像仪的光轴与铣刀进给速度平行放置,可以实现通过热像仪记录整个铣槽过程中参与铣削部分刀具的温度变化情况,而且能够得到不同时刻的加工系统的最高温度tH、视野中心温度tC和最低温度tL,如图7a所示.根据最高温度、视野中心温度和最低温度的变化,可以明确获得铣刀在加工过程中稳态的温度值,记为te,如图7b所示.由于视野中心在加工之前与铣刀尖重合,而最高温度发生在铣刀尖处,故中心温度会随着最高温度一同上升,但是随着加工的进行,视野中心偏离了铣刀尖使得视野中心温度有所降低.此外,使用的Fluke Ti32热像仪会在工作一段时间内刷新测量系统,将会促使视野中的最高温度和最低温度的减小.
2.4 实验结果分析
在全铣槽过程中,骨铣削角θc与刀具旋转角θr相同,此时骨单位方向与进给方向垂直[8].骨材料的剪切屈服强度与应变率有关,且能被表示为

(22)
式中,等效剪切角Φe可以由Ernst-Merchant切削理论确定.等效前角γe与螺旋角i和法向前角γn有关,且能被表示为
γe=arcsin((sini)2+(cosi)2sinγn).
(23)
根据Liao标定的骨切削应力模型,骨材料的剪切应力τs能被表示为
τs(θc)=(75.24+36.92sin(3θc+π))τsp.
(24)
根据上述的骨材料应力模型,可以很容易从理论上预测出对应加工参数下的刀刃温度te.其中,骨工件材料的热特性参数如表3所示.为了验证骨材料微铣削刀刃温度预测模型的合理性,对不同加工参数下铣槽实验结果记录在表4中,此时初始温度取31.1 ℃.同时,分析了在进给速度和切深变化情况下,实验结果和理论预测之间的偏差,如图8所示.

表3 骨工件和刀具的材料参数
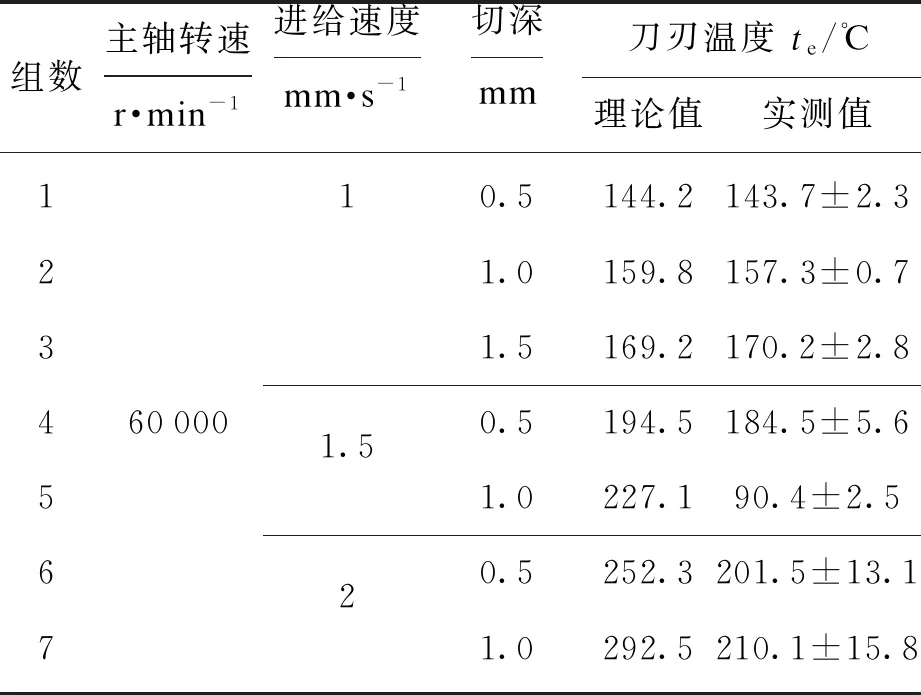
表4 实验切削结果
进给速度对刀刃温度的影响显著,在实验6和7中,随着进给速度增加到2 mm/s,刀刃温度变化剧烈,而此时热像仪由于动态响应不足使得温度的动态测量精度下降,热像仪不能捕捉到铣削的温度变化.因此图8a中,对应进给速度为2 mm/s的刀刃温度的测量偏差较大.
整体而言,根据图8a中的变化情况,在主轴转速为60 000 r/min,切深为0.5 mm情况下,不同进给速度对应的理论刀刃温度,均处于骨铣削实验测量得到的刀刃温度的合理变化范围.由图8b可知,在主轴转速为60 000 r/min,进给速度为1 mm/s的条件下,不同切深对应的理论刀刃温度也符合实验测量值的误差要求.此外,骨材料微铣削刀刃温度理论预测和实验测量的误差都满足临床手术的精度.因此,可以得出,已建立的骨材料微铣削刀刃温度预测模型是合理的,能够应用在高速骨微铣削的手术中.
3 结 论
1) 本文提出了一种高速骨材料微铣削刀刃温度预测模型,能够预测不同加工参数和刀具参数下的刀刃温度.该刀刃温度预测模型详细分析了骨微铣削中的产热和热分配情况,将复杂的铣削热传递问题等效成铣削热模型和刀刃温度模型.实验结果表明理论预测刀刃温度能够满足实验要求,证明了骨材料微铣削刀刃温度预测模型的合理性.
2) 在相同加工参数和刀具参数不变时,骨微铣削的刀刃温度随着进给速度的增加而逐渐增加,且随着切深的增加也相应地增加,但切深变化引起的增幅会低于相应进给速度变化引起的增幅.
