大型发动机曲轴铁型覆砂工艺改进
2020-10-01商崇元晏祥志
杨 佳,商崇元,晏祥志
(广西玉柴机器配件制造有限公司,广西玉林 537005)
大型铸件在铁型覆砂工艺铸造中并不少见,然而对于大型发动机曲轴类大断面、横向尺寸较大的铸件,铁型覆砂铸造工艺仍然缺乏经验。尤其曲轴作为发动机一大重要组成部件,承受连杆传来的力,并对外输出转矩。在发动机工作中,曲轴受到旋转质量的离心力、周期性变化的气体压力和往复惯性力的共同作用使曲轴承受弯曲与扭转载荷,因此要求曲轴铸件具有足够的刚度和强度,各工作表面要耐磨而且润滑良好[1],以保证其使用寿命和安全可靠性。
我公司开发的铁型覆砂C3000 曲轴在前期生产过程中,产品质量不稳定,冷气隔(图1)、渣眼(图2)、砂眼(图3)等铸造不良率居高不下。不良因素严重影响到产品的强度,削弱铸件承受载荷的能力,降低铸件的机械性能,甚至产生断裂,使用寿命和可靠性无法获得保障。因此,解决这几类缺陷问题势在必行,然而解决问题的措施大而宽泛,本文结合前期生产质量问题产生的原理、位置,对铁型覆砂铸造工艺做出合理改进,最终控制缺陷的形成。
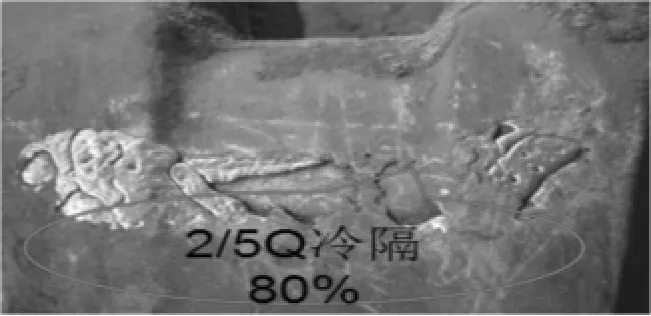
图1 冷气隔缺陷
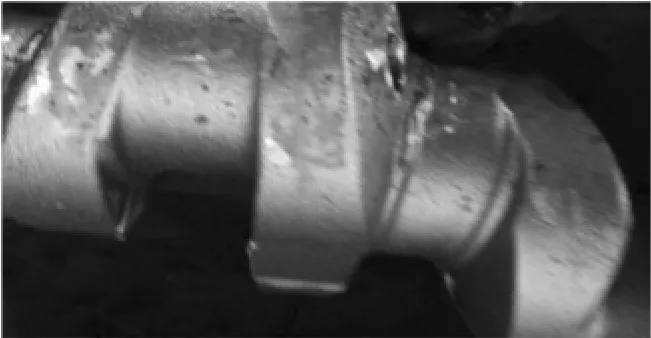
图2 渣眼

图3 砂眼
1 曲轴铸件缺陷形成情况
1.1 冷气隔
冷气隔即铸件上穿透或不穿透的缝隙,边缘呈圆角状,由充型金属流股汇合时熔合不良造成的[2]。根据常规铸件冷气隔产生原因分析,其产生的直接和间接因素是:浇注温度、速度不稳定,浇注系统设计不合理,铁水成分工艺不合适,铸型透气性差,转包工艺复杂铁水质量难以控制等。反观实际C3000 改进前的产品,冷气隔缺陷80%出现于铸型最高点。借鉴以往铸件冷气隔缺陷处理方法,同时借助模拟分析改进工艺,再经过多次产品试制经验总结,提出有效解决措施:增加铁水充型静压力,改进排气方案;优化浇注系统、熔化工艺。
1.2 砂眼
砂眼即铸件内部或表面包裹砂粒、砂块或其他造型材料的孔洞[2]。常见铸造砂眼产生的原因多为:合箱前,型腔内的浮砂未清理干净;合箱过程操作不当,致使内腔覆砂层产生塌型、掉砂等;合箱后浇注系统掉入砂块、砂粒;或是涂料夹渣等原因。而前产品砂眼主要位于曲轴端头,在多个主轴颈、连杆颈及平衡块表面均存在此缺陷。曲轴铸造工艺结合常规砂眼问题处理方法,并针对性的不断改进工艺,最终找出解决砂眼问题的主要措施为:优化砂箱结构,改进造型覆砂层。
1.3 渣眼
渣眼是在金属液中的一些非金属夹杂物、难熔高熔点合金、金属化合物等在型腔中相互作用后凝固在铸件上的产物[2]。究其成因:熔炼金属液时加入的熔剂和形成的熔渣;金属液浇注中产生二次氧化,形成氧化夹渣;金属液含硫量过高时,会和Mn 元素发生反应生成MnS 夹杂物等。但在生产过程中渣眼的成因是出于过滤网本身,对此本文采取更换过滤网的措施来改进渣眼问题。
2 工艺改进
2.1 气隔解决方案
不良品冷气隔主要位于铸型最高点,即2、5拐(如图4 所示深色位置)。经模拟分析,发现铸型在浇注后期的充型速度变慢,充型能力变差,甚至有短暂浇不进的情形,说明铁液受到型腔气压反作用比较大。这种情况下,铁液自身压力差传递不足;型腔的气无法及时得到排出,阻碍了铁液的流动。对应的具体整改措施如下。
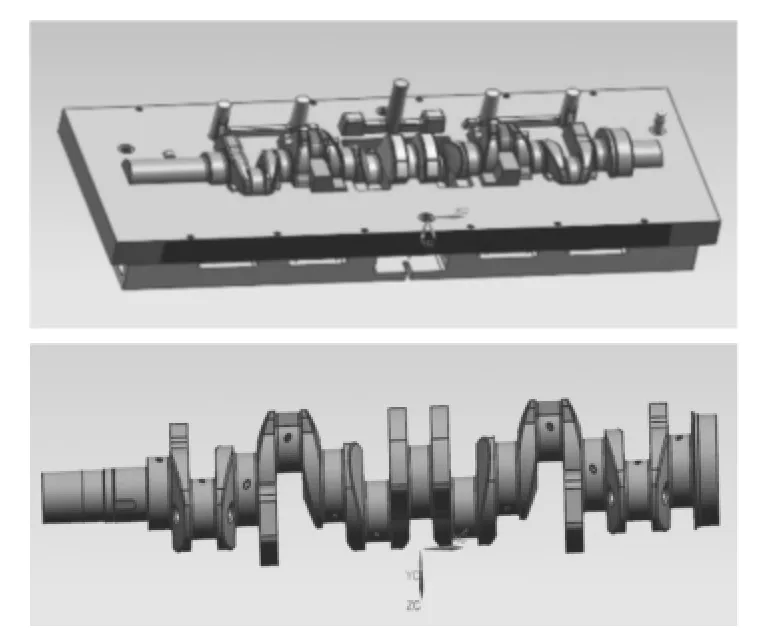
图4 冷气隔位置
2.1.1 提高铁液静压力
将浇口杯高度由原来的200mm 提高到300mm~350mm,加大浇口杯与铸型最高点的高度差,以获得浇口杯与铸型铁液两个最高点之间的压力差,提高铁水的充型能力(如图5 所示)。
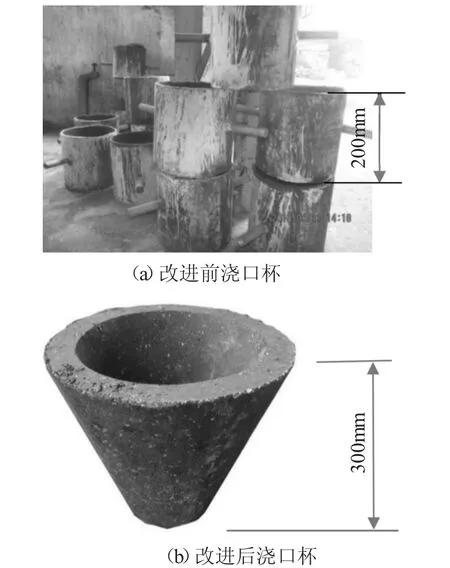
图5 浇口杯改进前后
2.1.2 设置排气孔
对铁型进行工艺优化改进,在2、5 拐最高点及其他必要位置设置排气孔。排气针(工装)从上铁型背面安装并随铁型一起射型,安装后排气针(工装)与模具之间约有10mm 左右的覆砂间隙,射型完毕再从铁型背面取下排气针(工装),使得排气孔位置铁型上表面与铸型之间只剩下10mm左右的覆砂厚度,相对之前不透气的铁型或厚厚的满是覆膜砂的射孔,排气能力更加强大,从而解决了铸型排气性差的问题。设计排气针结构如图6 所示。
图6 排气针结构
2.2 冷隔的改善
冷隔的产生受铁液温度直接影响,在一定的温度下,浇注系统的设计是铁液充型能力的关键所在,通过模拟分析,发现原有的浇注系统横浇道设计不合理,导致铁液充型慢,冷却快,能量损失大,不利于铁液的充型、补缩(如图7 所示)。对应的具体整改措施如下。

图7 浇注系统模拟
2.2.1 优化浇注系统
在合理范围之内增大原有的横浇道截面积(如图8),以使新浇注系统保证铁液的充型温度和速度。
2.2.2 优化内浇口位置
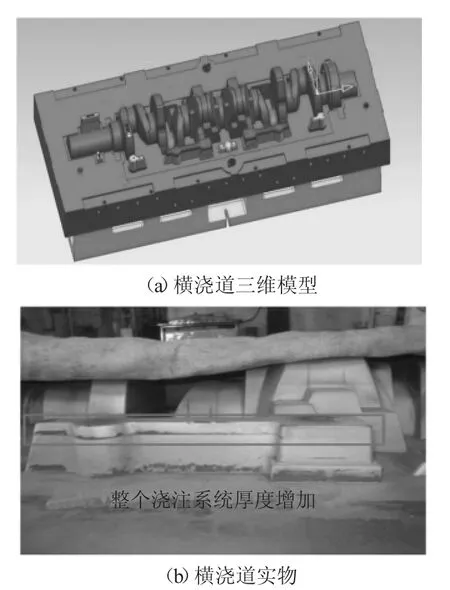
图8 横浇道改进措施
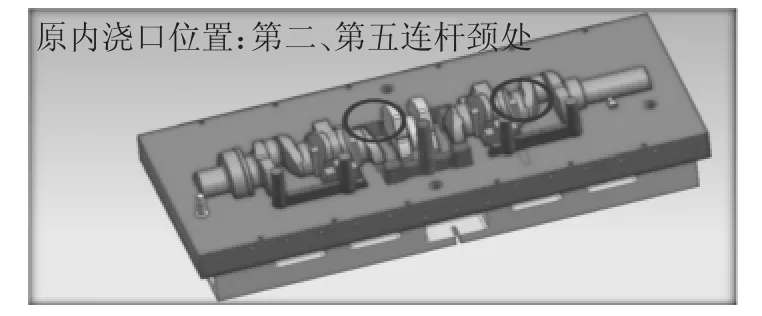
图9 原浇注系统
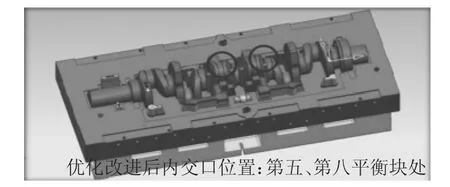
图10 改进后浇注系统
在找到合适浇注系统各浇道截面比例的基础上,进水口的位置也会直接影响铸件的充型效果。当铁水由原本的第二、五连杆颈位置(如图9)进入型腔时,冷气隔现象未减少。通过模拟辅助分析,将内浇口位置改为由第五、八平衡块位置(如图10)进入型腔,减少了铁水从2、5 连杆颈吊芯下部通过的折弯造成的铁液速度和能量的损失,达到减少冷隔的目的。
2.2.3 优化熔化工艺
熔化工艺改转包工艺为非转包工艺,通过试制的试块检验(如表1、表2)知,该工艺下的试块性能合格率较高,性能整体都较转包工艺好,在性能控制方面也相对较稳定。与此同时,非转包工艺可使出铁温度、浇注温度方面均比正常工艺可控度高,且更容易保证浇注温度。此外,熔化工艺进行多次浇注温度调整试验,最终确定最佳浇注温度1350~1420℃。调整了碳含量,由原来的3.65%~3.85%调整为3.75%~3.85%,保证碳当量,增加流动性,保证充型效果。
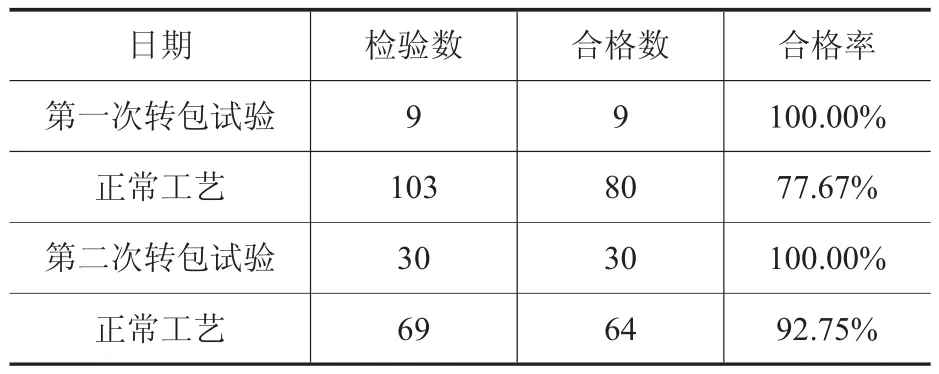
表1 试块性能合格率
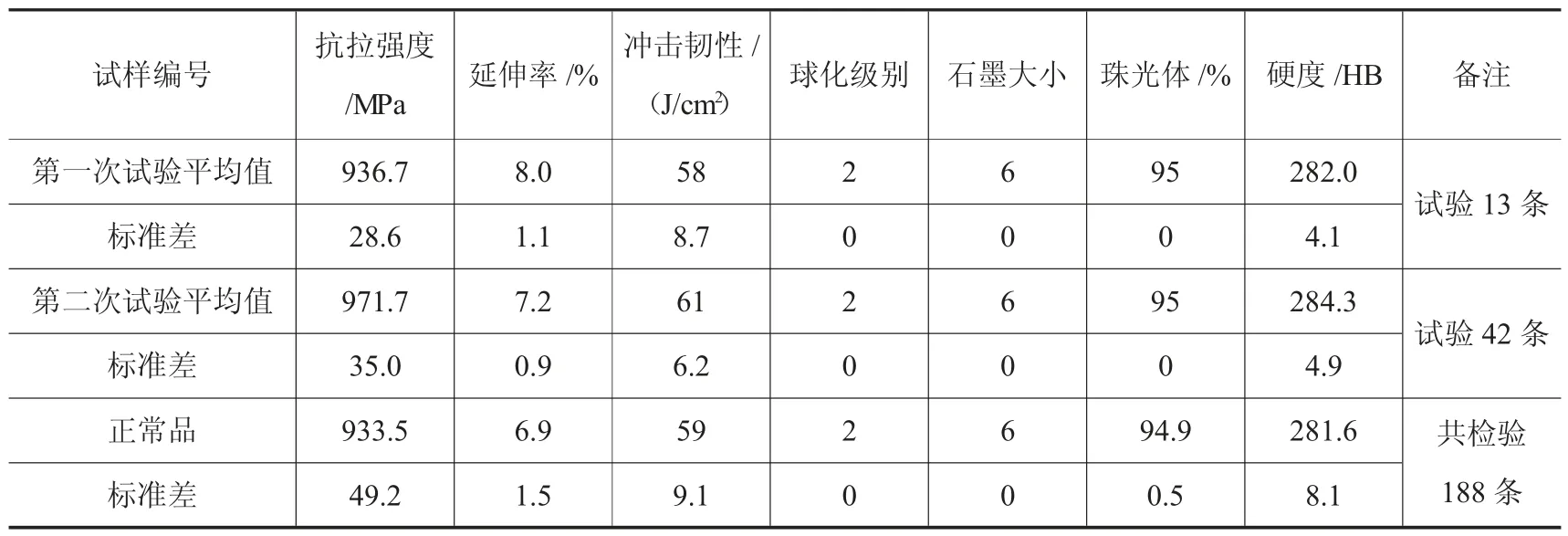
表2 试块物理性能对比
2.3 砂眼的改善
在铁型覆砂工艺造型工艺中,铸造常有的崩砂、空壳都是形成砂眼缺陷的重要原因。通过大量的数据收集确认,空壳主要集中在第二、第五连杆颈处,容易造成两个位置的崩砂多肉;横浇道周边的覆砂层只有4~6mm,浇注系统4~6mm 的覆砂层经过铁液长时间的烘烤和冲刷,更容易产生收缩拉裂和强度衰减,形成砂眼,这从浇注系统抛丸的外观可以得到论证。因此对于铁型覆砂工艺大铸件,覆砂层与浇注时间都会成为影响砂眼缺陷的因素。
2.3.1 优化砂箱结构
图11 铁型增加射砂孔横槽及加大横浇道覆砂层
在容易出现空壳位置的第二、第五连杆颈处射砂孔增加横槽(如图11 所示),加大覆膜砂从射孔通向空壳位置的路径,延长覆膜砂定向固化时间,加大覆砂充型能力;此外,采取射砂孔型腔面增加倒角,以改善射砂压力角和扩散面积,提升覆膜砂的流动性,杜绝空壳问题。
2.3.2 加厚横浇道覆砂层
覆砂层的强度不足时,产生崩砂风险极大,影响铸件质量。当对经常出现崩砂的横浇道覆砂厚度进行检查确认时发现,横浇道周边的覆砂层只有4~6mm,比正常生产的中小件产品覆砂层还要薄。覆砂高温收缩拉裂,容易与铁型砂箱剥离脱落冲入铁水,导致砂眼。于是将铁型浇注系统横浇道在随模具横浇道加大截面的基础上再对铁型进行处理,保证浇注系统覆砂层厚度10~12mm 左右(如图12),增加覆膜砂层厚度,提高抗高温强度,减少铁液冲刷造成的砂眼。
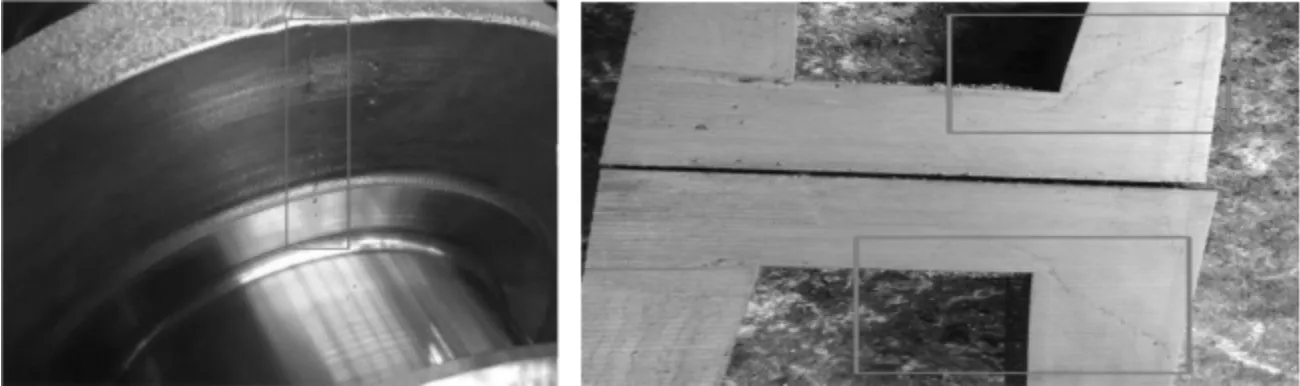
图12 被冲破纤维滤网的浇注系统解剖图
2.4 渣眼的改善
渣眼主要分布在2、5 拐附近,占22.7%;缺陷面积大,且成片。经过对浇注系统解剖,发现很多用于铁水过滤的纤维过滤网变形破裂(图12),已经无过滤铁水杂质的作用,反而使过滤网本身被冲破进入铸型后,其自身成为了一种杂质。分析认为:渣眼的主要来源为过滤网,由于大型曲轴铁液量和浇注时间都比普通铸件多,原有的纤维过滤网过滤量超过了本身的过滤能力,不足以支撑C3000 曲轴铁液长时间的高温冲刷而造成断裂。
从长期的生产成本考虑,调整选用的纤维过滤网。纤维过滤网在高温、高压和冲击的环境中工作,其最高工作温度和过滤能力是评价纤维过滤网强度的重要指标[4]。在几种纤维滤网的高温强度测试中,三股绳玻璃纤维滤网独树一帜。因此,三股滤网替代原来的普通玻璃纤维滤网生产成为新的优化方案(如图13 所示),验证其使用效果如图14 所示时,发现并无破损现象。
3 结论
对大型发动机曲轴铁型覆砂工艺优化改进后,成熟的工艺应用于实际生产中,经长期的生产验证,产品的冷隔、气隔、砂眼、渣眼等不良得到明显改善,综合废品率由原来的23.9%下降到5%以内,有效的降低了该产品的质量成本。
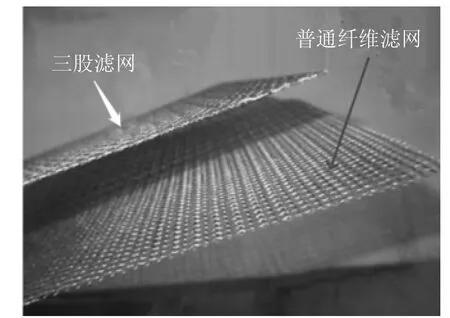
图13 新旧滤网对比图
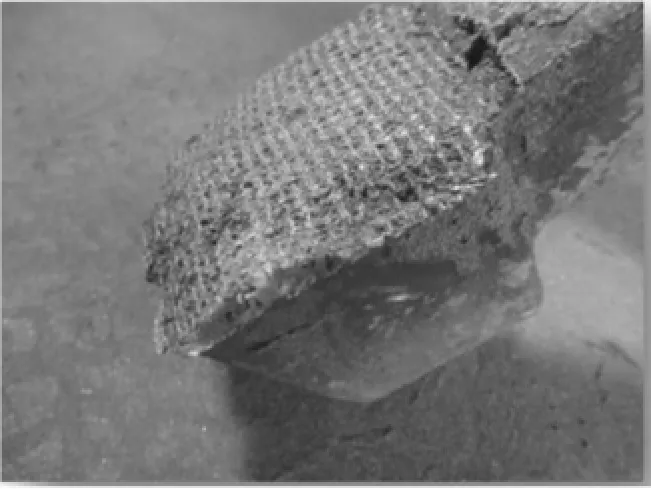
图14 三股滤网使用效果
