热轧带钢精轧后段高碳高速钢轧辊的研究与应用
2020-10-01朱志磊王延青杜旭景
刘 娣,朱志磊,王延青,杜旭景,胡 兵
(1.轧辊复合材料国家重点实验室,河北邢台 054025;2.中钢集团邢台机械轧辊有限公司,河北邢台 054025)
1 前言
ICDP 轧辊上世纪三十年代问世,主要用于带钢热连轧工作辊,五十年代开始推广到中厚板轧机工作辊。由于含有较多的合金元素,一般不采用整体铸造方式生产。受装备限制,早期的ICDP 轧辊采用反射炉熔炼、全冲洗复合方式生产。上世纪七十年代,中钢邢机自行设计制造卧式离心机并投入使用,应用工频感应炉熔炼设备,离心复合ICDP 轧辊质量有了质的提高。上世纪九十年代中钢邢机在普通型ICDP 轧辊基础上研发了改进型ICDP 轧辊,通过添加特殊碳化物形成元素,增加组织中高显微硬度耐磨质点,使得轧辊耐磨性提高、辊型保持能力增强,综合使用效果提高10%以上,产品在宝钢、首钢、鞍钢、武钢、台湾中钢、欧洲康力斯、韩国浦项等钢铁企业广泛应用。
随着钢铁工业的发展,对板材表面质量、尺寸精度、板面平整度要求越来越高。钢铁企业为进一步提高板材质量等级、持续降低生产成本,对精轧后段产品耐磨性、表面粗糙度保持能力并兼备良好的抗事故能力等方面提出更高需求,特别是高速钢轧辊广泛推广后,精轧前段轧辊耐磨性能获得大幅提高,但由于高速钢组织中没有石墨,在精轧后段特别是成品机架上难以获得成功应用,因此ICDP 轧辊已经成为严重制约轧机生产节奏提高的关键因素[1]。精轧后段材质急需一场革命性的升级换代。针对此问题,中钢邢机近几年来通过积极开展立项攻关,成功研制了高碳高速钢轧辊,用于替代ICDP 轧辊,不需对轧机做调整即可直接上机应用,兼具耐磨性、抗事故性及良好的表面质量,已能够完全取代传统ICDP 轧辊,成为未来精轧后段工作辊的主流材质。
2 高碳高速钢轧辊专有生产技术
2.1 石墨控制技术
石墨是热带连轧机精轧后段轧辊保证表面润滑改善板面质量、提高抗事故性的重要因素。高碳高速钢材质由于大量合金元素的添加,材质反石墨化倾向增大,如何保证石墨的正常析出是高碳高速钢轧辊生产的关键所在。中钢邢机通过大量基础试验,研制成功了专有的外层熔炼及孕育新技术,保证了高碳高速钢轧辊工作层内石墨的均匀析出。在工作层范围内,石墨含量浮动值在0.2%以内,如图1 所示。
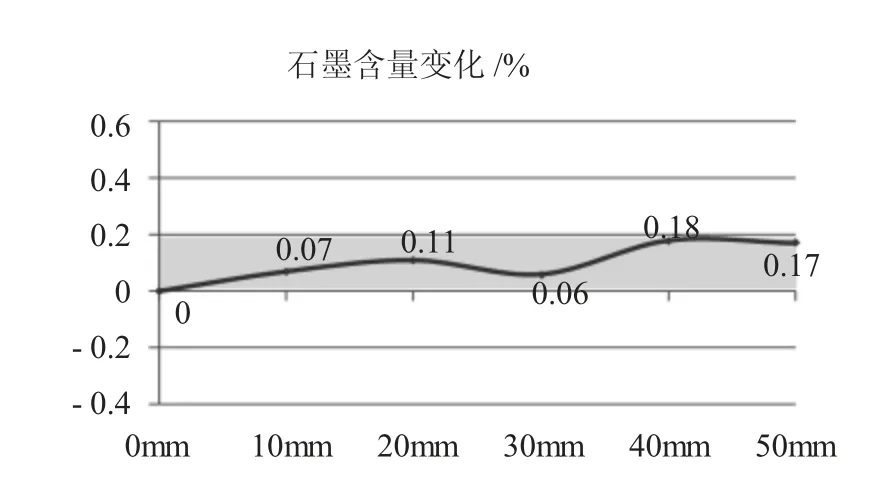
图1 工作层内石墨含量变化
2.2 碳化物控制技术
为解决在离心力的作用下,不同密度的碳化物质点向外层或内层偏聚,造成轧辊工作层内出现碳化物偏析现象,中钢邢机经过数次科研攻关,通过合金的合理化匹配及微量元素的适量添加,形成了与液相密度更加接近的多种合金组成的复合型MC、M2C、M3C、M6C 碳化物,解决了碳化物偏析问题,工作层内碳化物含量及类型趋于一致,如图2 所示。
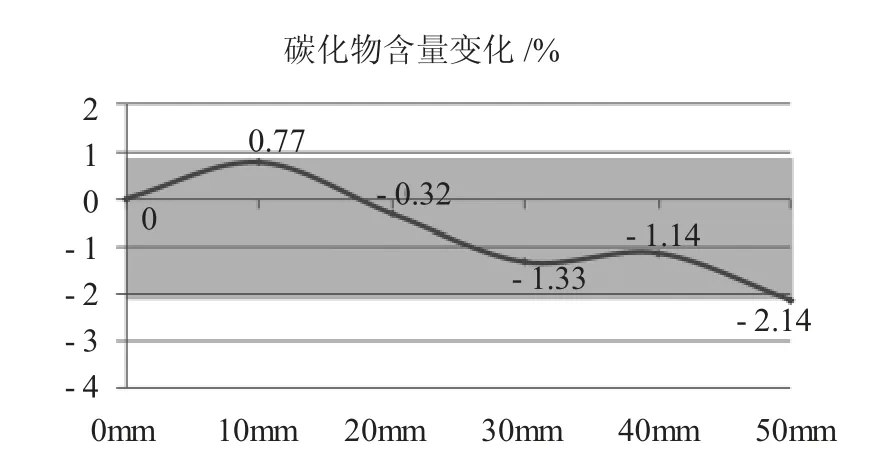
图2 工作层内碳化物含量变化
2.3 组织控制技术
高碳高速钢轧辊由于基体中固溶了更多的合金,奥氏体稳定性增强,为避免残余奥氏体量偏多造成的耐磨性损失并减小铸造应力,中钢邢机通过一系列的回火温度、时间及升降温速度的再优化实践,摸索出了完善的多段回火处理工艺,实现了工作层组织的稳定控制。
3 高碳高速钢轧辊的特点
3.1 工作层硬度一致性
高碳高速钢轧辊工作层石墨、碳化物含量变化小,组织控制稳定一致,工作层内硬度落差小。采用同样规格尺寸生产了ICDP、高碳高速钢轧辊各一支进行工作层内硬度解剖检测试验,高碳高速钢轧辊在50mm 的半径范围内硬度落差能够控制到2HS 左右,较ICDP 轧辊明显改善(如图3所示),良好的硬度落差使得高碳高速钢轧辊在整个使用寿命内轧制表现稳定性提高。
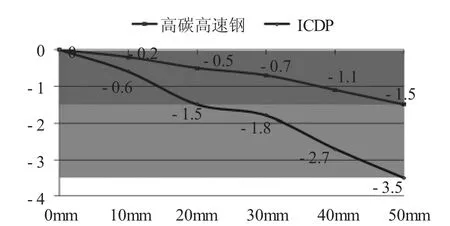
图3 工作层硬度落差对比
3.2 组织特点
如图4 中50×金相照片所示,高碳高速钢轧辊中弥散分布着石墨颗粒,石墨颗粒较ICDP 轧辊更加均匀细小。石墨颗粒一方面能够有效缓解裂纹尖端应力,降低裂纹的扩展倾向,提高轧辊抗事故性能,另一方面轧辊表面石墨颗粒在轧制中能够脱落于轧辊及钢板之间,起到良好的润滑作用,改善表面质量。
高碳高速钢轧辊以M3C 型共晶碳化物为骨架,基体中弥散分布了大量的MC 型颗粒碳化物,同时也存在只有在精轧前段高速钢轧辊中才存在的M2C、M6C 等复合型碳化物[2]。高显微硬度的MC、M2C、M6C 型碳化物是轧辊耐磨性提高的重要保障。
在试验室使用LECIA-QWIN 分析软件对高碳高速钢组织中碳化物的面积尺寸及数量进行测量,在0.35mm2的面积中,测得的结果如表1 所示,可以看出高碳高速钢轧辊93%左右的碳化物面积尺寸小于5μm2,碳化物颗粒数量多,最小颗粒面积达到0.06μm2。
高碳高速钢轧辊共晶碳化物尺寸较ICDP 轧辊减小,且网状碳化物断开,减小了裂纹沿碳化物与基体边缘快速扩展的倾向,进一步提高了轧辊的抗事故性能。
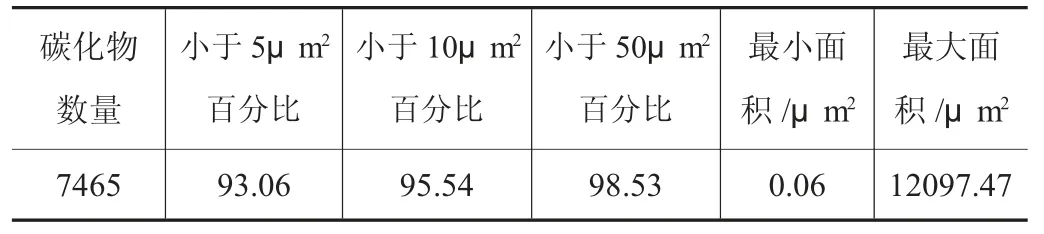
表1 高碳高速钢碳化物尺寸及数量测量
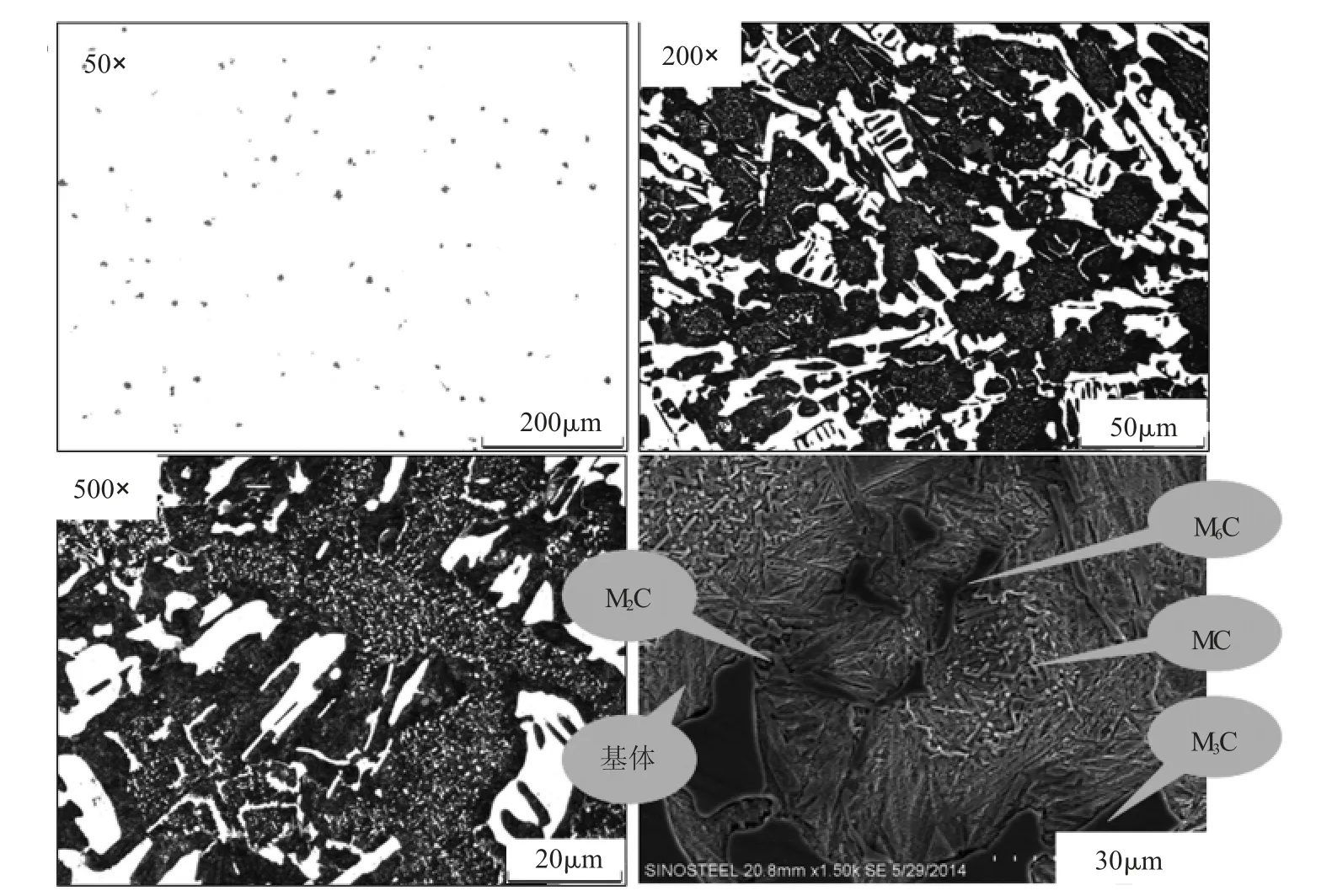
图4 高碳高速钢石墨、碳化物与组织
高碳高速钢轧辊基体组织中存在马氏体组织,与传统ICDP 轧辊的贝氏体基体相比,基体硬度大幅提高,接近精轧前段高速钢的水平,如表2所示。高硬度的基体能够对碳化物提供有效的支撑,更好的发挥碳化物的耐磨性,且马氏体基体强度更高,对碳化物颗粒包裹作用更强,能够避免轧制过程中颗粒碳化物的脱落,影响耐磨性的发挥。
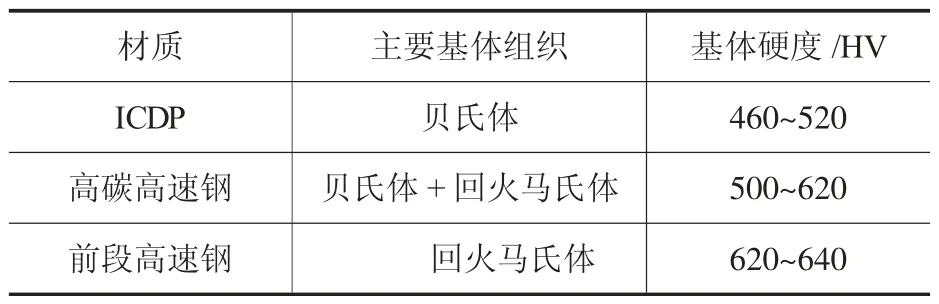
表2 高碳高速钢基体组织与显微硬度
3.3 耐磨性试验
在试验室模拟轧钢时滚动加滑动摩擦的实际生产环境,在相同材质的对磨试样及行程下检测了高碳高速钢材质及ICDP 轧辊的相对耐磨性,检测结果(图5)表明,高碳高速钢轧辊相对耐磨性达到ICDP 轧辊的2 倍以上。
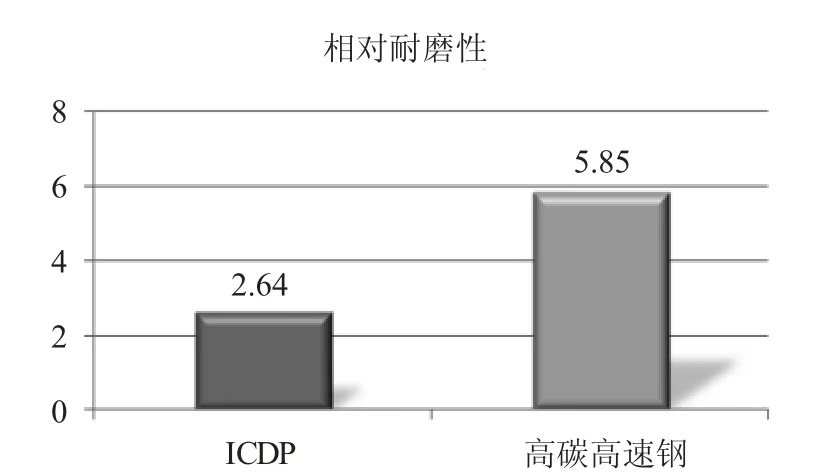
图5 试验室相对耐磨性检测
3.4 冷热疲劳试验
在试验室采用同样的加热温度、加热时间、冷却时间及固定的循环次数进行冷热疲劳试验,检测最终试样的裂纹深度如图6 所示,高碳高速钢的裂纹深度较ICDP 轧辊明显降低,表明轧辊抗事故性能增强。
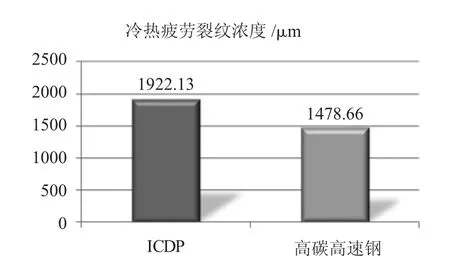
图6 试验室冷热疲劳检测
4 高碳高速钢的使用
中钢邢机生产的4 支高碳高速钢轧辊在国内某钢厂使用,在轧机未进行任何调整的情况下使用正常,与同期上机的改进型高镍铬材质毫米轧制量对比如图7 所示。
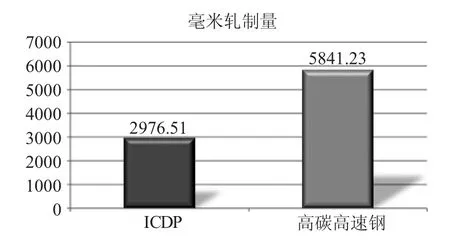
图7 国内某钢厂高碳高速钢与ICDP 毫米轧制量对比
从图7 中可以看出,高碳高速钢产品平均毫米轧制量为5841.23t/mm,与ICDP 材质的2976.51 t/mm 相比,毫米轧制量提高了96%,接近ICDP 的2 倍。更为重要的是,高碳高速钢的使用解决了长期困扰用户的辊面色差现象,表面质量大幅提高,如图8 所示。
5 结论
(1)高碳高速钢工作层石墨、碳化物、组织一致性高,工作层硬度落差小,轧辊在整个使用寿命内表现更加稳定。
(2)高碳高速钢轧辊石墨、颗粒碳化物均匀细小弥散分布,碳化物类型出现多元化,基体强度硬度更高,使得高碳高速钢轧辊具有较ICDP 轧辊更加优异的耐磨性、抗事故性及表面质量。
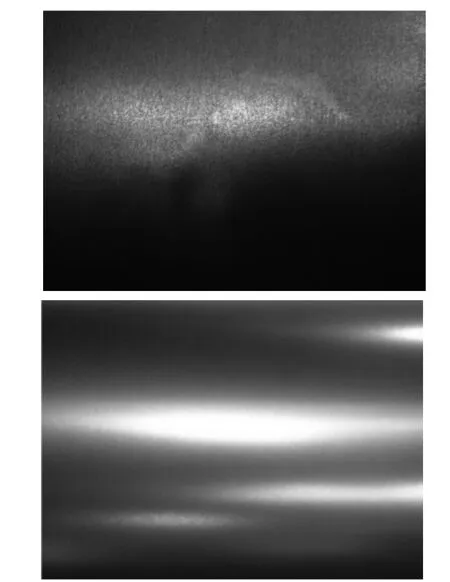
图8 ICDP 轧辊(左)与高碳高速钢轧辊(右)下机表面质量对比
(3)高碳高速钢轧辊不需要轧机做出调整即可直接上机使用,实轧表明,高碳高速钢轧辊毫米轧制量达到了ICDP 轧辊的近2 倍,下机后表面质量大幅提高。高碳高速钢轧辊必将成为未来热带连轧机精轧后段轧辊的主流材质。
