基于精益手法的石油钻机生产方案试点
2020-09-10刘国荣颜勇清黄强周军郭长伟
刘国荣 颜勇清 黄强 周军 郭长伟


摘要:在制造业发展进程中,精益生产从普通的生产管理观念经过不断实践最终升华为新一代的管理哲学直至被成熟应用于汽车、航空、电子产品、医疗卫生等行业,而在以重型钢构铆焊加工为主的石油钻机行业,该生产方法仍处于初期探索阶段。结合X公司钻机生产现状,综合现代先进制造模式剖析了钻机生产可持续改善点,运用精益原理及其改善手法制定了具体实施方案,预期目标为摆脱现阶段生产旧貌,使钻机铆焊加工生产由粗放型向集约型过渡,最终实现企业与员工双赢目标。
关键词:精益生产;铆焊;石油钻机;钻机生产;持续改善
0 前言
石油钻机作为石油机械的核心配套件,是石油机械重要装备变革之一,截止目前,国内各大石油机械制造公司虽然在钻机制造工艺研发上取得了巨大进步,但从企业生产现场管理目标角度来看,钻机部件的生产效率仍有较大的提升空间。以非标定制销售为主要特征的石油钻机产品加大了产品持续改进措施推行的阻力。运用精益化管理方法已成为当今企业与员工获取最大价值的利剑[1]。据调查,以钢结构焊接加工为主的石油钻机制造业目前仍以传统生产模式、粗放管理为主。鉴于此,文中根据X公司钻机各部件结构特征、加工工艺先后顺序、原材料供给路线、设备加工能力、生产平面布局等几个方面对石油钻机铆焊部件进行归类汇总,从“人、机、料、法、环”五大质量管理要素初步制订了生产作业流程精益化方案,使X公司在现有生产基础上最大限度地消除精益“七大浪费”中相对较为突出的“等待浪费”“搬运浪费”“动作浪费”“加工本身浪费”“不良品浪费”,最终实现短交期、低成本、高质量[2-3]生产目标。
1 X公司钻机部件生产现状分析[4]
X公司钻机部件生产片区焊接机器人、大吨位油压机等重要设备位置已固定,且承制钻机产品制作的区域亦生产其他钢结构产品,因此在精益改进过程中暂时对重要设备不作重新布局以规避大面积改革带来的风险。
物料转运路线如图1所示。X公司下料工位距离与铆装焊接工位相隔较远,所有原材料供给均通过电动平车或汽车转运至进料口,再经天车二次吊装至生产车间细分的铆接工位。
钻机部件中焊接矩形梁数量较少,结构单一,但在施工过程中需借助天车频繁翻身作业,为使焊缝表面成形平滑光洁,需投入较多人力进行打磨。钻机产品中大部件、小部件在相同工位完成铆、焊、校、磨作业,整体生产现场凌乱,给原材料配送路线及成品转运路线制造了障碍。另外,目前生产状况无法根据产品施工难易程度精确配置人力导致产品制造过程中质量问题频繁,返工返修时间耗费较多。
基于上述现状问题,文中通过总结钻机各部件产品特性,运用精益改善手法中的“5W1H”方法制订了消除浪费的改善措施及其推行计划。
2 基于生产现状的精益改善措施[5]
钻机各部件的生产均围绕“铆接→焊接→校正→清理→探伤→转机加→二次铆焊→防腐”流程展开。各部件结构体积大小分明,结构形式复杂程度两极分化严重,呈“小部件种类繁多但结构形式简单,大部件数量较少但结构形式单一”的特征。上述设计特征及工艺流程为生产可持续改善创造了便利条件。文中围绕X公司已固化的工时分配原则、设备安装位置、新工艺流程、人力资源配置,通过生产平面布局、行为动作改善、工艺路线优化,制订了改善方案。
2.1 消除动作浪费、等待浪费措施
钻机精益生产方案通过增加结构件铆接工装夹具、扩大自动焊与半自动焊机械化施工覆盖面,在现有工艺基础上改善产品焊缝外观成形,减少焊缝表面打磨工作量。钻机所有铆焊部件如图2所示,除大拼工序外,其余各工序制造工艺在原基础上按照质量标准及平面布局计划作出相应调整。
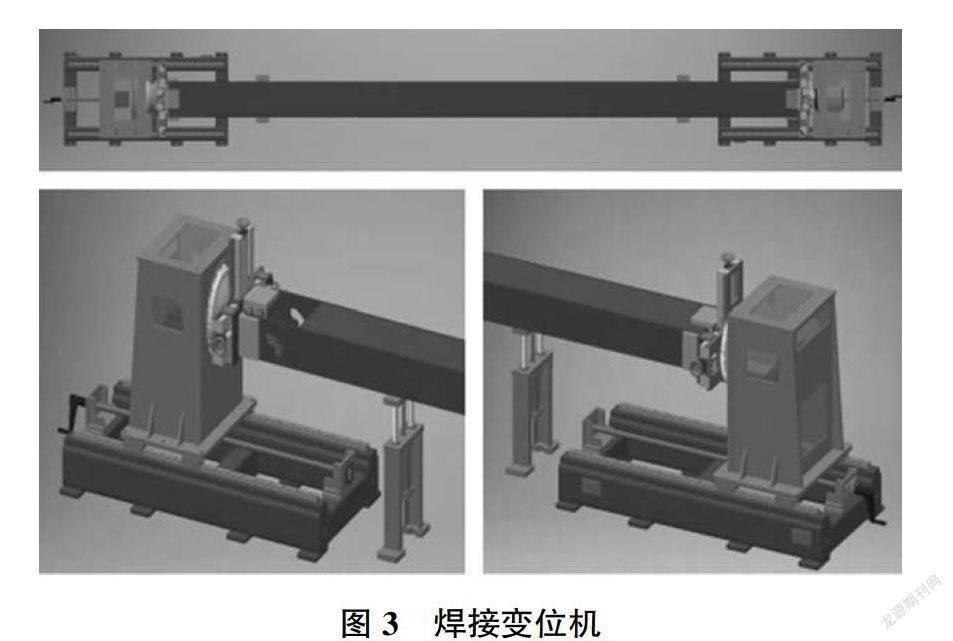
焊接变位机如图3所示,其应用降低了天车使用频率,杜绝了现阶段焊接施工频繁对工件翻面的“动作浪费”及电焊人员的“等待浪费”,“一次性上装、360°无死角焊接”不仅减轻了作业人员劳动强度,而且去除了不产生直接经济价值的动作浪费。
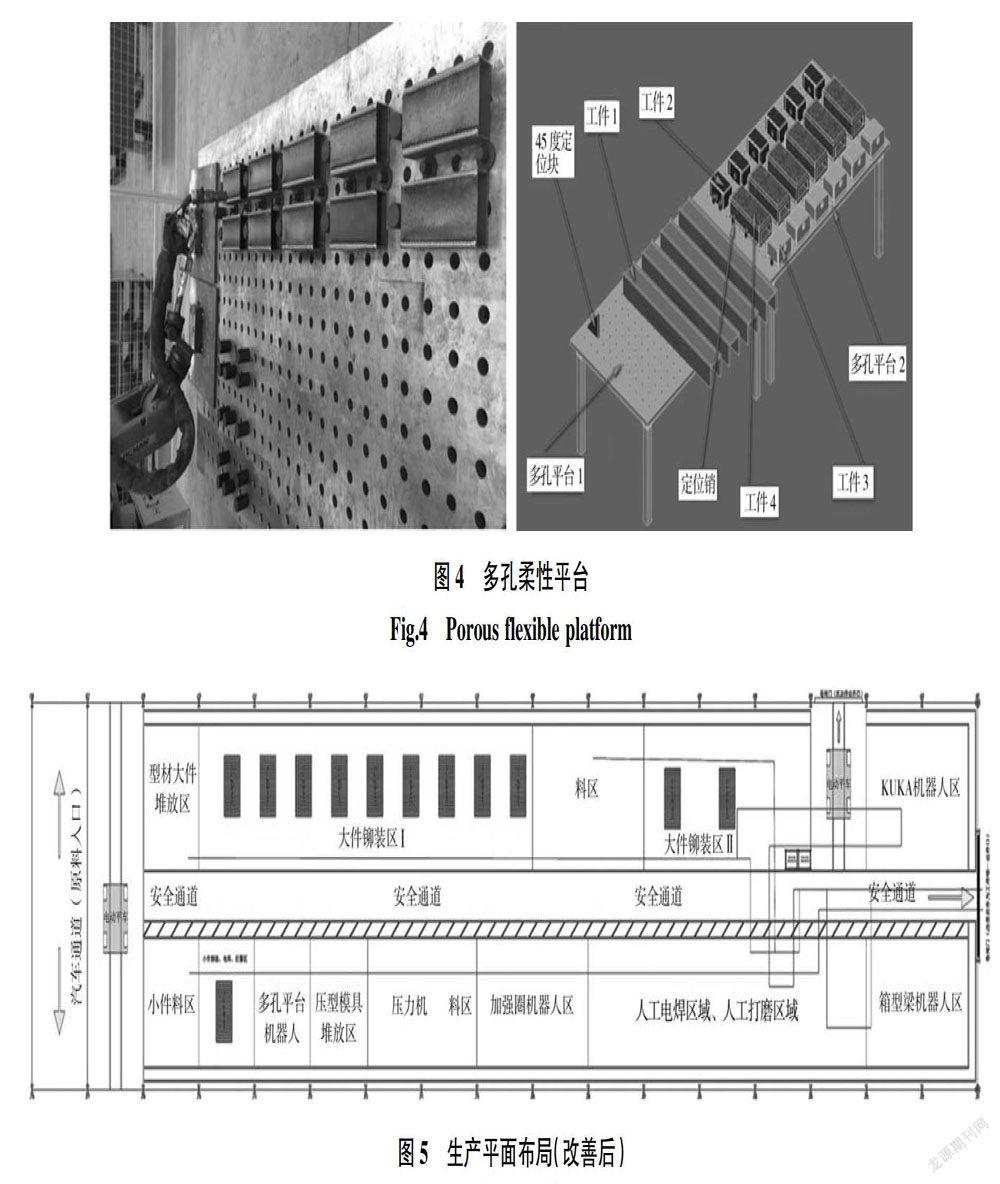
设计的多孔柔性平台如图4所示,可实现非标部件、小型部件批量化生产,将生产效率在原基础上提高5~10倍,多孔柔性平台结合焊接机器人使用的方法对细小焊缝成形美观度奠定了基础,同时将焊缝打磨量减少至原来的50%以下。
2.2 消除搬运浪费措施
为了消除原材料进场及成品出场产生的“搬运浪费”,重新布局“U”形生产线如图5所示,使“人、机、料”三要素在施工时匹配更为合理[6],改善后的生产平面基本实现了“搬运次数频繁的工位间距缩短”的目标,将原本与生产工序不相适应的搬运路径变成了规则的“流水线”,新的生产平面布局充分体现了精益理念“一个流”原则在实际生产中的应用。
2.3 消除加工本身浪费及不良品浪费措施
目前钻机部件生产中工装夹具覆盖率极低,其中“桁架结构”工装使用量为“0”,作业者只能依靠最原始的平台放样、划线完成铆装作业。改善方案通过对零部件增投专用夹具,使各部件装配时对员工技能要求不断“傻瓜化”,在“机、法、料、环”四大要素相同的情况下,技能娴熟的员工可从事复杂程度相对较高的其他产品生产,从而间接提高了该片区整体产能,直接减少钻机生产作业的人力投入。
3 精益化生产模式的生产应用
精益生产的推行须按照项目实施的形式来进行,对应到实际生产中,钻机产品投产应与同时待产的其他部件区分。如试点片区同时接到钻机及其他钢结构部件三项生产任务,钻机作为试点项目,应从管理方式上区别于其他部件,即精益项目与传统项目的区分[7]。
推行改善项目须遵循精益原理中的“领导挂帅”原则,通过改善项目最高级别领导对下属管理人员进行权利与能力得当匹配,其目的是扫除计划推行中的细节障碍,如执行力等[8]。根据笔者过往从业经历中的成功案例分析可知,任何非标机械制造业均存在材料配套“不及时”“不完善”“一次性不到位”“先后顺序混乱”等问题,因此在钻机生产改善方案中极力强调“拉动式配送”“及时配送”“按需配送”“不留库存配送”。
圖2中所有部件新工艺方案、新工艺流程均须满足精益化平面布局需求,对于某些部件需要制作对应的工装夹具或改进工艺方法,详细方案需在调整生产平面布局前分工定岗落实到位。
4 试点方案达成预期目标
试点方案以精益生产终极目标“零浪费”为核心,通过实地考察分析“七大浪费”中相对明显的浪费并提出了适宜的改进措施,简化冗杂的生产工序,结合生产平面布局图、产品结构形式列表分析并实现期望生产目标。该方案中产生的直接经济效益计算方法是以设备能耗、人工数量、工序成本精简、单个部件生产周期四大方面为主(见图2),其中精益布局发挥的隐性效益不予计算,如焊缝质量、工段总体生产周期等,具体价值以X公司专业部门核算为准。
参考文献:
[1] 张洪亮,牛占文. 精益生产的延伸[J]. 科技管理研究,2010(2):113-115.
[2] 童剑飞. 关于实践中推进精益生产方式的研究[J]. 中国高新技术企业,2013(17):141-142.
[3] 王永建,郭树勤,黄瑞敏. 基于精益生产的现场改善研究 [J]. 机电工程,2011,28(12):1461-1464.
[4] 柿内幸夫. 精益制造041工厂改善的101个要点[M]. 柳小花 译,北京:东方出版社,2017:3-19.
[5] 西泽和夫. 精益制造040 工厂长的生产现场改革[M]. 郑振勇 译,北京:东方出版社,2017:267-297.
[6] 孙亚彬. IE与单元生产(第3版)[M]. 福建:厦门大学出版社,2013:33-53,8-14.
[7] 白博. A公司推进精益生产方式策略研究[J]. 内蒙古科技与经济,2011,233(7):21.
[8] 赖明文. 论精益生产系统的领导力作用[J]. 中国标准导报,2010(12):27-28.
