负压抽提法处理含油废水的研究
2020-07-08吴倩关晓彤杨春艳殷鹏吴凡范付豪王静雯
吴倩,关晓彤,杨春艳,殷鹏,吴凡,范付豪,王静雯
(1.沈阳工业大学石油化工学院,辽宁 辽阳 111003;2.沈阳工业大学图书馆,辽宁 辽阳 111003;3.辽沈工业集团有限公司计量理化中心,辽宁 沈阳 110041;4.辽宁庆阳特种化工有限公司,辽宁 辽阳 111002)
自然界中含硫废水有两个重要来源:一个是含硫化物的废水,如石油的开采和炼制工业产生的废水;另一个是含硫酸盐的废水,如酸性的矿山废水、食品工业废水、化学工业废水、医药工业废水等。水体含有硫化物会对人体的健康造成影响,并且它还会与水体或空气中的某些物质发生化学反应,生成含有H2S 和SO2等物质的二次污染物,这些污染物质不但会污染大气,还会造成酸雨等一系列环境污染问题。针对含硫废水的种类、含量和来水规模,国内外主要采用加氢法[1-4]、非加氢法[5-13]等方法将废水中的硫化物脱除到规定的标准之内。本研究以负压抽提法处理含油废水脱硫,进行了正交实验设计和结果讨论,结果表明负压抽提法可以用于含油废水的治理,为该工艺技术的实际应用提供了理论和数据参考。
1 实验部分
1.1 仪器及药品
仪器:pHS-25 型pH 计、磁力搅拌器78-1、微型单相电容起动异步电动机。
药品:Zn(Ac)2、KI、Na2S2SO3·5H2O、I2、可溶性淀粉、硫酸,上述药品均为分析纯。
1.2 实验方法
取一定量的含油废水于大烧杯中,用配制好的硫酸在酸式指示计指示下调节废水的pH。反应装置置于通风橱内,加入调好pH 的废水。此操作需要佩带防毒面具,因为硫化氢气体对人体有害。接通电源,调节空气流量,以一定负压、搅拌强度、pH和抽提时间处理含油废水。反应结束后停止通气,用氢氧化钠溶液吸收释放出的硫化氢,取出处理液进行废水中硫化物的测定,用碘量法测定硫化物含量。按下式计算硫化物的去除率:

式中:C0—处理前硫化物的浓度,mg/L;
C—处理后硫化物的浓度,mg/L。
1.3 工艺流程
试验设计了负压抽提法除硫的工艺流程,如图1所示。
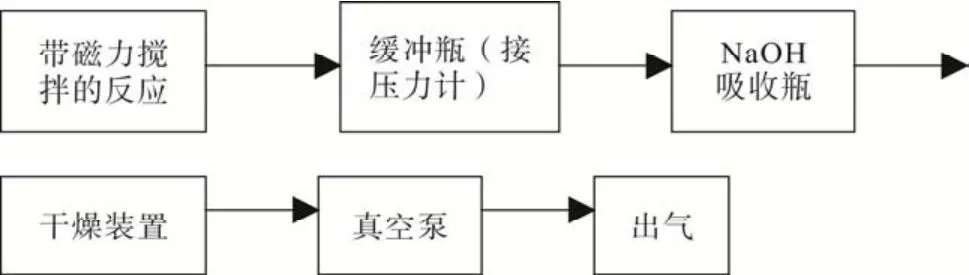
图1 负压抽提法除硫工艺流程
2 结果与讨论
2.1 正交实验结果
实验设计了L9(34) 4 因素3 水平正交实验,取一定硫含量的含油废水,考察了负压值、负压时间、搅拌速度和pH 等因素对硫化物去除率的影响。正交实验因素与水平见表1,正交实验结果见表2。
由表2可知,各因素对硫化物去除率的影响程度为:pH >负压值>搅拌速度>负压时间,其中pH是主要因素,要想提高硫化物的去除率,应该先考虑对pH 的调节。实验最佳水平为A2B1C2D3,即负压值260 mmHg、负压时间1 h、中速搅拌和pH=5,在该最优条件下硫化物去除率为100%。

表1 实验因素与水平
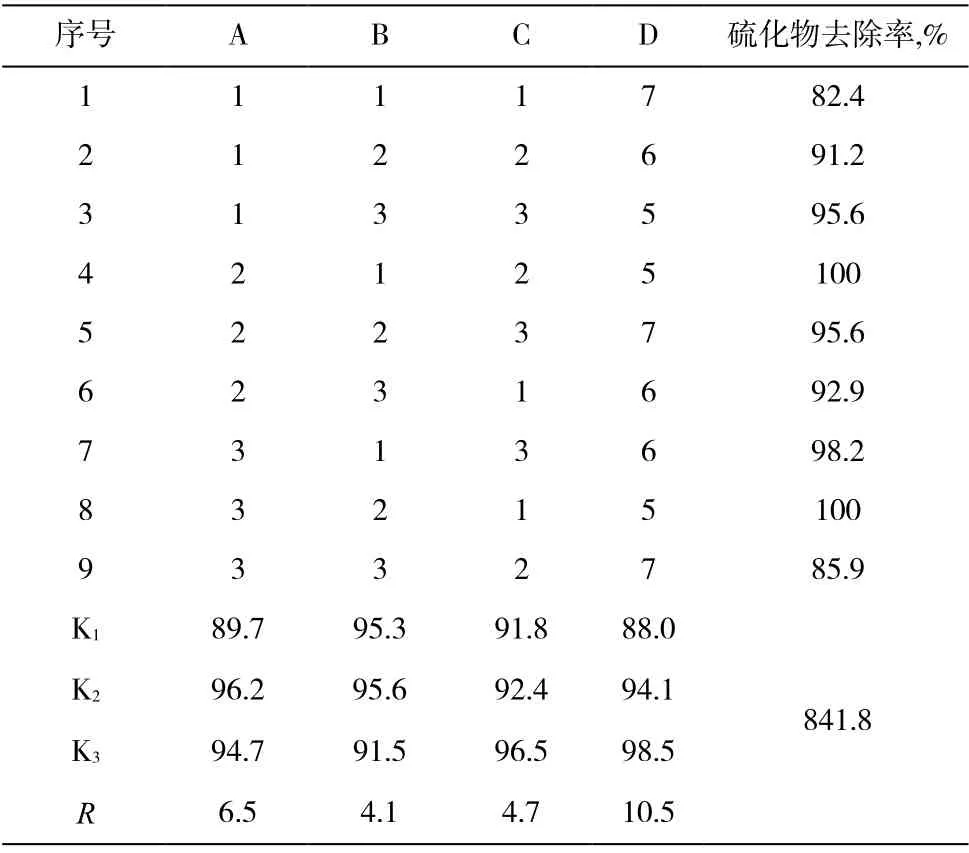
表2 正交实验结果
2.2 验证实验
取不同硫含量的含油废水500 mL,在pH=5、中速搅拌、负压值260 mmHg 下负压1 h。测定处理后废水中硫化物含量,计算硫化物的去除率,实验结果见表3。

表3 负压抽提验证性试验数据
由表3可知,在最佳条件下处理不同硫含量的含油废水,硫化物的去除率均可达到100%。
2.3 负压抽提除硫对含油污水pH 值的影响
取一定硫含量的含油废水500 mL,在中强搅拌、负压值260 mm 汞柱下反应1 h。测定处理后废水中硫化物残留,计算硫化物的去除率,并测定处理前后废水的pH,实验结果见表4。
由表4可知,负压抽提除硫对含油废水的pH是有影响的,都会使处理后的含油废水pH 增大。
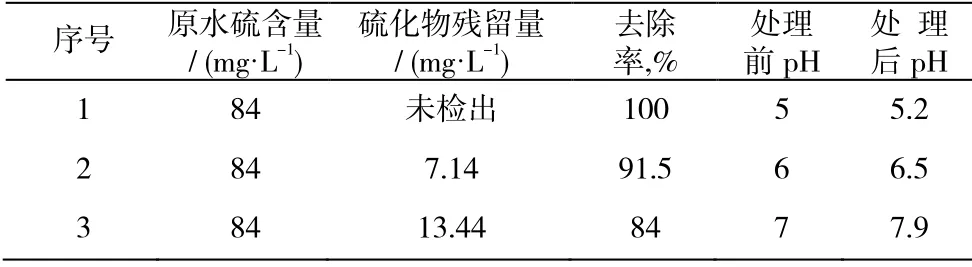
表4 负压抽提除硫对含油污水pH 的影响
3 负压抽提法运行成本分析
3.1 负压抽提调pH 成本概算
用10%硫酸将pH 为7 的溶液调到pH 为5,每吨水消耗98%浓硫酸0.5 kg,按每吨98%浓硫酸300元计算,调酸成本折合0.15 元;负压抽提后溶液pH大约为5.2,为了满足后续气浮除油工艺对水pH 的要求,要用40%的氢氧化钠溶液将溶液pH 调到6.5。每吨水消耗固体氢氧化钠0.25 kg,按每吨固体氢氧化钠2 600 元计算,pH 回调成本折合0.65 元。因此,处理每吨水需要的酸碱费用约为0.8 元。
3.2 负压抽提动力消耗概算
根据现有资料,真空脱气加机械搅拌的技术参数如下:水力停留时间 1 h,反应器内水存量 150 m3,反应器内负压值应大于260 mmHg,反应器内气区高度应大于2 m,选用15 kW 水环式真空泵。
机械搅拌机采用6 个7.5 kW“飞力”搅拌机组,处理150 m3污水需要耗电最多为60 kWh,吨水动力消耗小于1.0 kWh,经济上可行。
4 结 论
(1)负压抽提法处理含油废水各因素对硫化物去除率的影响大小顺序为:pH >负压值>搅拌速度>负压时间,其中pH 是主要因素,要想提高硫化物的去除率,应该先考虑对pH 的调节。
(2)实验最佳条件为:负压值260 mmHg,负压时间1 h,中速搅拌和pH=5;在该最优条件下硫化物去除率为100%。
(3)负压抽提法处理含油废水,动力消耗小,成本低,该法在工业上具有较好的应用前景。