活性剂对船用钢A-TIG对焊焊接角变形的影响
2020-07-04崔丁鸾张立志朱丽萍石南辉黄贵朗
崔丁鸾 张立志 朱丽萍 石南辉 黄贵朗
摘 要:活性剂配方是A-TIG焊接的关键,本文通过单因素试验分析研究不同单一成分活性剂种类对焊接熔宽、熔深及表面成形的影响,结合复合活性剂中Cr2O3及SiO2含量变化对焊缝成形的影响规律,通过正交实验获得适用于E36船用钢的活性焊剂配方。研究表明,仅使用单一成分活性剂时,使用氧化物型活性剂与使用卤化物型活性剂相比,可以获得更大的焊缝熔深,其中Cr2O3对焊缝熔深影响最大;在焊接电流为170A,焊接速度为100mm/min工况下,使用复合型活性焊接焊缝熔深可达5mm以上,表面成形良好。
关键词:活性焊剂;焊缝熔深;表面成形
1 前言
活性剂钨极惰性气体氩弧焊是在钨极惰性气体氩弧焊的基础上,在待焊工件表面涂覆一层由氧化物、氟化物、氯化物等组成的活性剂的焊接方法,其不但具有常规TIG焊焊接质量好、电弧稳定、无飞溅、焊缝成型美观等优点,同时焊缝熔深相比常规TIG增加了一至三倍,使正反两面焊接更趋合理,大幅减少了焊接成本,提高了焊接效率。该技术可应用在压力容器、船舶、汽车航天航空、化工等领域的不锈钢、碳钢、低合金钢等黑色金属及铝合金、钛合金、镁合金等有色金属的焊接中[1 2]。A-TIG焊技术最早由乌克兰巴顿研究所于1960s年在钛合金的焊接中提出[3],在1990s年趋于成熟[4]。目前尽管国内外针对部分牌号的低碳钢、不锈钢、铝合金、钛合金、镁合金等金属已成功研发出相应的活性焊剂,但广泛的工业推广仍然受限[5-8]。国内外针对A-TIG焊的研究主要集中在工艺因素、活性剂成分对熔深、熔深增加机理的影响及焊缝组织与性能的影响上[6、8、9],而对于A-TIG焊接对焊缝焊接变形的研究极少,而焊缝的焊接变形监控是船舶建造过程中非常重要生产任务。因此,本文针对一种常用的船用钢EH36,分析研究不同单一成分活性剂、复活成分活性剂对焊缝平板对接角变形的影响,从而为该技术在船舶行业的进一步工业推广应用提供技术支持。
2 试验条件及方法
2.1 试验材料及规格
试验采用EH36船用钢,其化学成分及力学性能如表1所示。
试验所用活性剂原料均为化学纯度原料,所涂覆的活性剂为丙酮与活性剂原料混合物。氩气为工业纯度99.99%氩气。平板对焊试件的尺寸为200 mm×100 mm×6 mm,主要评价指标为焊接角变形量。
2.2 试验设备及方法
试验装置如图1 所示,主要由工作平台,自动焊接小车,焊机组成,吹氩装置构成。TIG 焊机采用北京时代科技股份有限公司生产的WSE-315交直流TIG弧焊机,自动焊接小车为金泰割焊公司生产的CG1-30直摆式焊接小车。
焊前对焊道2cm范围进行抛光去锈,并涂覆上相应活性剂,活性剂涂覆量以遮盖住母材金属光泽为宜,待所涂覆活性剂内丙酮基本挥发后再开始实施焊接操作。本试验焊接方法采用活性剂钨极氩弧焊(A-TIG),其工艺参数如表2所示。
3 试验结果与讨论
3.1单一活性剂A-TIG焊角变形的影响
本试验首先选取了几种常用的单一活性剂进行焊接试验,分别为:Al2O3、MnO2、TiO2、ZnO、SiO2、NaCl。图2为无活性剂的TIG焊与添加不同单一活性剂的A-TIG焊的焊缝表面成形对比。涂敷SiO2的A-TIG焊和未涂敷活性剂的TIG焊焊缝表面相似;涂敷MnO2、NaCl的A-TIG焊焊缝表面鱼鳞纹明显,余高较小,但NaCl脱渣较困难;涂敷Al2O3的A-TIG焊焊缝表面出现少量气孔及凹陷缺陷;而涂敷TiO2和ZnO的A-TIG焊焊缝表面成形坑洼,有明显余高。
图3为不同活性剂对焊缝对接角变形量的影响。由图3可见,涂敷单一活性剂种类对焊接角变形量产生不同程度的影响,无活性剂的普通TIG焊焊后变形量是2.06°,MnO2和SiO2使涂敷活性剂变形量增大更多,其余四种使焊后变形量减少,其中TiO2焊后变形改善效果最明显,在没有添加活性剂的基础上减少了变形量将近2/3,可见,TiO2对减小焊后变形有较显著作用。而活性剂Al2O3、ZnO、NaCl虽然对焊后变形的影响不如活性剂TiO2的明显,但也相对于不添加活性剂的焊后变形量改善了0.57~0.78°左右。
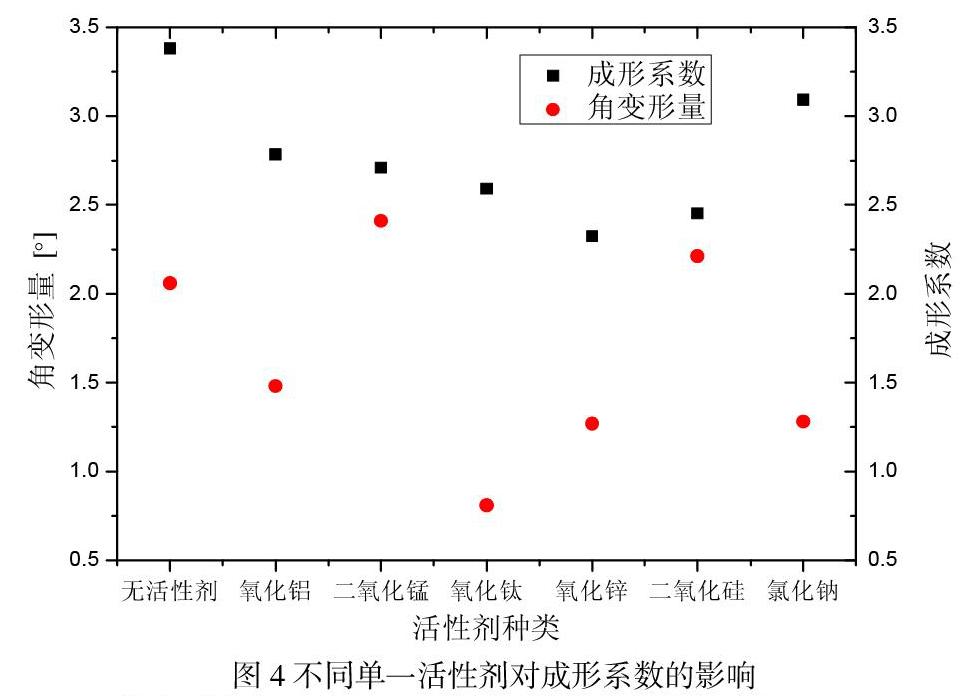
对上述焊件焊缝按照标准GB/T 226-1991进行低倍宏观检验后,使用不同单一活性剂条件下的焊缝的熔深变化情况如图4所示。通常认为,对于平板对焊,角变形的产生主要是因为焊缝表面部分凝固收缩以及热收缩大于下焊缝底部[10],角变形量与焊缝成形系数存在相关性,然而,从图4可见,对于A-TIG焊接,平板对接的角变形与焊缝成形系数相关性较低,使用MnO2及SiO2两种单一活性剂相对其他活性剂情况下产生了較大的角变形。Char及Eagar在研究埋弧焊焊剂时发现指出,MnO及SiO2两种氧化物相对其他氧化物在高温下的稳定性最差[11],使得大量的Si或Mn在熔池表面流失并生成相应的Si/Mn及氧蒸汽。本试验中,使用MnO2及SiO2产生的较大角变形量可能与其高温稳定性较差有关。
3.2复合型活性剂对A-TIG平板对焊焊后变形的影响
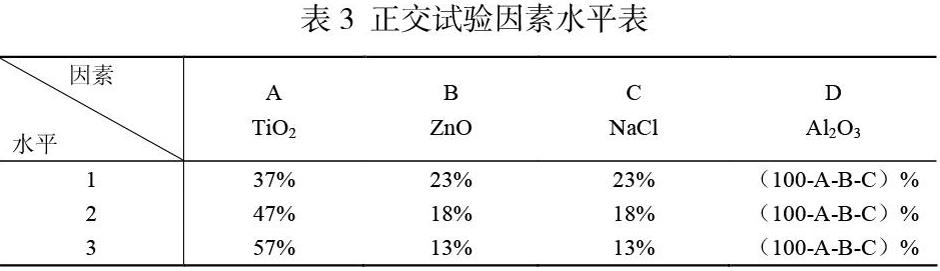
为进一步获得变形控制较好的复合型活性剂配方,从上述六种活性剂中选用了四种变形量较小的单一活性剂作为复合活性剂原料,其分别是TiO2、ZnO、NaCl和Al2O3。根据单一活性剂A-TIG焊焊后变形的权重,在上述4中因素中设计了三水平,如表3所示。
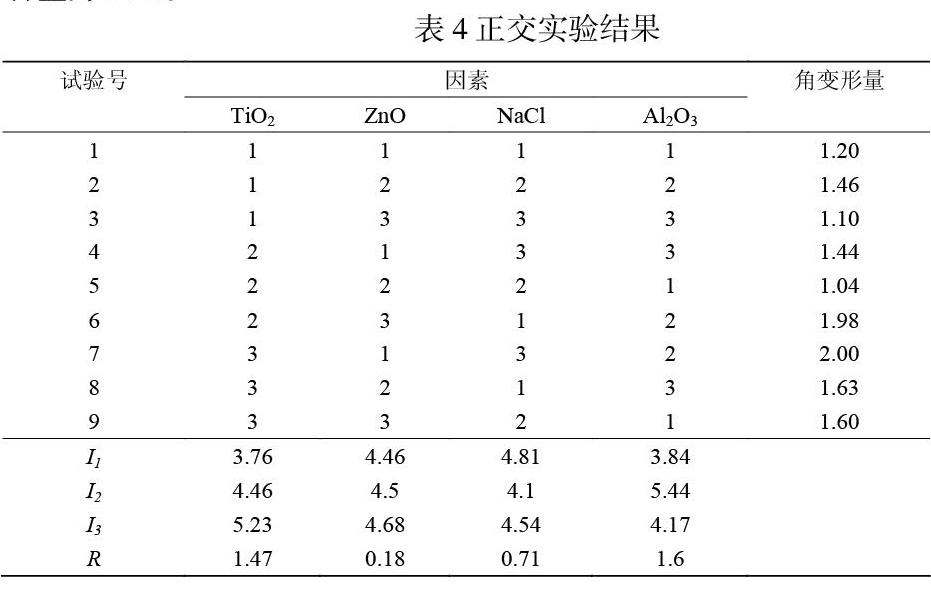
本次试验采用四因素三水平正交表,根据正交表与各因素的水平配比,共有九种配方,表头设计及相应试验结果如表4所示。其中,i为水平,Ii为正交表所在列中水平相同的试验结果和的平均值,R为所在列的极差值。由正交实验表各因素列进行极差分析可得, A、B、C、D四个因素中,A和D因素的R值较大,说明这两个因素在选定范围内,指标焊后变形量对A和D因素的含量变化较敏感。而B因素的R值几乎接近于零,说明B因素含量变化对焊后变形量几乎没有影响,且焊后变形量大,因此可将B因素设为误差列考虑。通过以上分析可得,在选定的成分范围内,A因素的“1”水平、C因素的“2”水平、D因素的“1”水平、B因素为误差列的配方为较优组合,即TiO2含量为37%,ZnO含量为28%,NaCl含量为18%,Al2O3含量为17%。
4 小结
(1)涂覆不同单一活性剂的表面成形质量依次为MnO2、NaCl、SiO2、Al2O3、TiO2、ZnO。其中,涂覆NaCl脱渣较困难,涂覆Al2O3的焊缝表面易出现气孔及凹陷缺陷。
(2) 使用不同种活性剂对焊后变形产生不同程度的影响,相对未使用活性剂的情况下,TiO2、ZnO、NaCl、Al2O3活性剂使焊后变形量减小,SiO2、MnO2活性剂使焊后变形量增大。
(3)A-TIG平板对接焊接角变形量与焊缝成形系数相关性较低,原因可能与活性剂成分的高温稳定性有关。
(4)通过正交试验,确定复合型活性剂的最佳配方TiO2、ZnO、NaCl和Al2O3的含量分别是37%、28%、18%和17%。
参考文献:
[1] 黄本生,杨江,尹文锋,陈鹏,朱瑶,李佳宸. A-TIG焊研究进展及前景展望[J]. 材料导报A:综述篇,2016, 30 VOL2 P76-80.
[2] 张瑞华. 活性焊接法及熔深增加机理[M]. 2005, 兰州理工大学,兰州。
[3] B.E. Paton. The weldability steels that have been refined by remelting[J]. Automatic Welding. 1974, 27(6):1-4.
[4] T. Paskell, C. Lundin. GTAW Flux Increases Welding and metal Fabrication, 1996,64(1):11-17.
[5] 袁政伟. 不锈钢A-TIG焊应用工艺试验研究[M].2014, 兰州理工大学。
[6] 樊丁, 黄勇, 张瑞华, 马保荣. 均匀设计法在铝合金A-TIG 活性剂配方研制中的应用[J]. 甘肃工业大学学报,2003, 29(2),p5-7.
[7] 熊亮同 周志刚 董占贵。TA15 钛合金A TIG 焊试验分析。焊接学报。2006,27(4).P 49-52.
[8] 马翔,张兆栋,刘黎明,刘景和。单一及复合氧化物活性剂对镁合金A-TIG焊的影响。焊接学报 2007. 28(9) p39-42.
[9] K. Devendranath Ramkumar, Shubham Singh, Joshy Chellathu George . Effect of pulse density and the number of shots on hardness andtensile strength of laser shock peened, activated flux TIG welds of AISI347[J]. Journal of Manufacturing Processes. 2017, 28, 295-308.
[10] SINDO KOU, 焊接冶金學. 1987.
[11] Chai, C.S., and Eagar, T. W., Slag Metal Reactions in Binary CaF2-Metal Oxide Welding Fluxes 。Weld. J., 61: 229-232, 1982.
项目基金:北部湾大学大学生创新创业训练计划项目(201811607065)
