HXD2机车低位牵引横梁的机械手焊接工艺
2020-05-08陈胜来赵志伟
陈胜来,赵志伟
HXD2机车低位牵引横梁的机械手焊接工艺
陈胜来,赵志伟
(中车大同电力机车有限公司,山西 大同 037000)
使用KUKA机械手焊接低位牵引横梁的外漏焊缝,对低位牵引销座与立板探伤焊缝及4个安装座在原来人工焊接的基础上,进行机械手焊接可行性分析,从而实现自动化焊接。
KUKA机械手;牵引销座;吊臂;接触传感器
1 引言
HXD2型机车是大同电力机车公司生产的干线货运用双节重联的八轴大功率交-直-交流传动电力机车,最大功率为10 000 kW,机车标准轴重为23 t,并可以通过增加压铁提高到25 t。最高运行速度为120 km/h。只需2台就可以满足一列2万吨组合列车的牵引要求,采用“1+1”的方式运行。低位牵引横梁(如图1所示)每台机车4个,是整个车体的主要部件之一,它的组对、焊接的质量的好坏直接影响车体的使用性能。
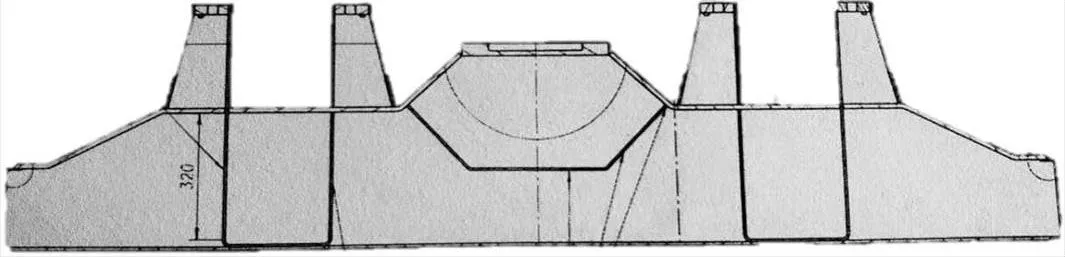
图1 HXD2低位牵引横梁
2 设备简介
焊接机器人是由昆山华恒焊接股份有限公司生产,按公司要求设计制造的。焊接系统是由龙门架、变位机、焊接机器人、焊接工装、变位机尾架及地轨、控制屏(KCP)等组成。该系统用德国KUKA ARC MATE 120IB六轴关节型机器人进行焊接,此型号机器人采用高性能交流伺服电机驱动,重复定位精度高,具有极高的可靠性与稳定性。焊接电源用一套奥地利福尼斯产TPS5000焊接电源,该焊机是完全数字化的,由微电脑控制。内部控制系统采用的是数字信号处理器,统一控制焊机和调节整个焊接过程,实时监测实际参数值,对任何变化都能及时反馈,因此可达到极高的精度、极佳的重复一致性和完美的焊接特性。
3 低位牵引横梁的焊接工艺
3.1 焊缝形式
低位牵引横梁的焊缝形式主要有2道6Y6、8道4Y4、2道a6、2道6Y6MT焊缝。
3.2 焊接机械手在应用过程中出现的问题及解决措施
3.2.1 机械手枪缆弯曲半径小的问题
一直以来,机械手焊接的焊缝在工件上固定的位置频繁出现焊缝成型不良的惯性质量现象,如图2所示,经过对多台工件焊接过程中焊枪移动轨迹、枪缆弯曲半径大小的仔细观察,发现枪缆在重力的作用下,自然下垂,在焊接枪缆靠近枪径末端的一段形成较小的弯曲半径,如图3所示两个不同的焊接角度,焊丝在枪缆里面被动地也形成了较小的弯曲弧度,从导电嘴出丝后,焊丝摆动、旋转形成的熔池均匀不一致。

图2 现场图
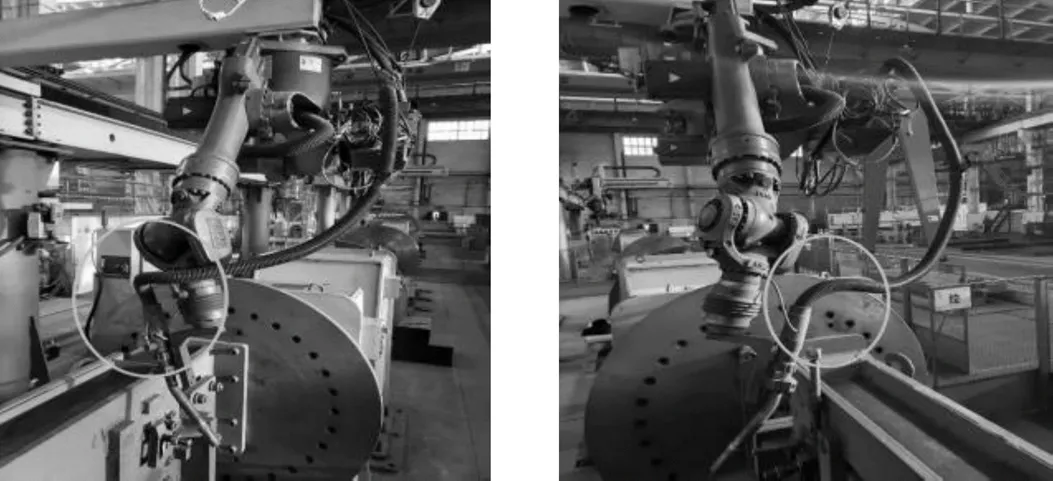
图3 两个不同的焊接角度
3.2.2 自制水平旋转的吊臂
做成一个可以水平自由旋转吊臂,通过吊臂的前端挂上一个可以自由拉紧的弹簧收缩器,挂在枪缆的合适位置,使枪缆形成较大的弯曲半径。增加焊丝的挺直性,减少焊丝在软管里面出丝的阻力。
4 低位牵引横梁的焊接
4.1 机械手焊接难点一
公司自2006年引进机械手时,当时已经施焊过低位牵引横梁的4个安装座,安装座为长方形带两个圆弧拐角外围施焊,如图4所示。由于安装座的钢板厚度为6 mm,且与弯板组对时间隙不同,低位牵引横梁的弯板厚为12 mm,以及受机械手电弧跟踪和双丝焊枪的影响,经常在安装座的圆弧拐角处电弧跟踪焊偏烧穿6 mm的钢板,形成穿孔、焊瘤等缺陷。从此以后改为手工焊接。

图4 安装座示意图
4.2 工艺改进
低位牵引横梁的组对质量完全满足机械手的焊接要求。笔者经过多年学习编程,焊接机械手掌握程度提高,获得了一手实际焊接数据,程序编辑方面取得了很大的提高,并积累了丰富经验和数据做参考,为提高产品质量、满足实际生产的需要以及实现焊接机械化奠定了基础。KUKA机械手为小尺寸单丝焊枪,受空间的局限范围较小,并且拐角处转动灵活,利用接触传感器对拐角处精确寻找位置精确定位,避免使用电弧跟踪焊偏烧穿的现象。施焊处的背面焊缝提前用人工焊接完成,消除间隙造成的缺陷问题。
4.3 焊接难点二
厚度为40 mm的低位牵引销座和12 mm钢板225°斜对接磁粉探伤焊缝,如图5所示。
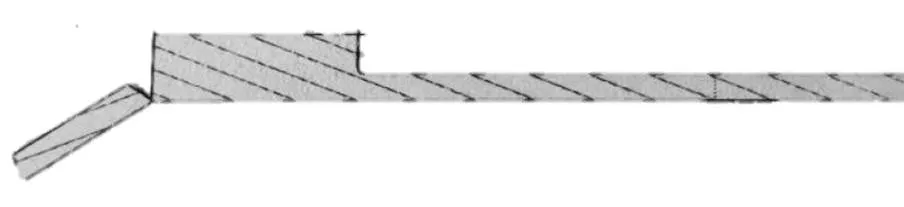
图5 焊接示意图
低位牵引销座V形内腔的背面焊缝已经手工焊完,能防止机械手打底焊时焊缝烧穿,在焊前预热情况下满足机械手施焊的条件,且机械臂受外部因素的影响较小,焊接质量和外观成形均匀一致。程序编程好焊接填充量恒定,效率及稳定性大大优于手工焊接。
5 工艺参数及焊接顺序
KUKA机械手焊接低位牵引横梁工艺参数如表1所示,焊接位置平焊(PA),焊接前对焊接坡口进行检查和清理,去除锈蚀、油污,再对探伤焊道或开坡口的焊缝定位焊,在第一道焊缝施焊前,坡口根部的定位焊缝必须进行打磨,定位焊缝的打磨应不影响钢板坡口的现状,且定位焊缝的位置应该在容易清理的位置。
表1 KUKA机械手焊接低位牵引横梁工艺参数
焊缝焊道焊接方法焊丝规格电流强度/A电弧电压/V电流极性焊接速度/(m/min) 6Y61135φ1.2240~26024~27DCEP/+0.3 2135φ1.2250~27025~28DCEP/+0.26 a61135φ1.2250~27025~28DCEP/+0.26 6Y6MT1135φ1.2260~28025~28DCEP/+0.4 2135φ1.2250~27025~28DCEP/+0.28
焊接顺序为焊接两道6Y6,打底、盖面完成后,再以相同的顺序焊接两道a6焊缝,焊接前预热40 mm厚的低位牵引销座到150~250 ℃。在预热期间,应采用数字温度计或合适的温度传感色笔对零件进行温度检查。焊接过程中,如果道间温度低于预热温度,则需重新预热至所需的预热温度,然后焊接两道6Y6MT的探伤焊缝,同样控制掌握好预热温度及焊道层间温度,打底、盖面层起弧点和收弧点错开,对于机械手焊接无法达到的两端封头由人工下来焊接。对于四个安装座的焊接按照从里向外先后对称焊接。
6 结语
人工焊接时起弧和收弧的次数比较多,焊接速度、焊丝干伸长度等都是变化的,因此很难达到一致,很容易产生焊接缺陷,如裂纹、焊瘤、弧坑、应力集中等缺陷,严重影响焊接质量。
机械手在焊接过程中,焊接参数的电流、电压、送丝速度及干伸长度等参数对焊接结果起决定性作用。焊接质量受人为因素影响较小,因此焊接质量稳定。使用机械手焊接的焊缝,焊接稳定。焊缝外观质量高,容易控制产品质量。焊接飞溅小、焊渣少,减少了后续清渣打磨的工序时间。产品周期明确,可缩短产品改型换代的周期,减少相应的设备投资。
TP241
A
10.15913/j.cnki.kjycx.2020.08.023
2095-6835(2020)08-0060-02
〔编辑:王霞〕