《绞股焊丝》团体标准制定概述
2022-04-02武鹏博黄瑞生刘平礼徐亦楠
徐 锴,武鹏博,黄瑞生,梁 裕,刘平礼,徐亦楠
1.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028 2.江苏联捷焊业科技有限公司,江苏 江阴 214400
0 前言
多股绞合焊丝(简称:绞股焊丝)是一种新型结构的焊接材料,因其特殊的物理结构,具有独特的焊接电弧物性、能量分布特性和工艺特性,与传统焊接材料相比,在焊接新技术、新材料、新工艺方面都取得了重大突破性成果[1],是焊接技术走向材料—装备—工艺一体化的重大进步。为更好地规范推广绞股焊丝,《绞股焊丝》团体标准编写组于2021年6月向中国焊接协会提出了对该标准进行立项制定的申请并获得批复。依据最新修订发布的《中华人民共和国标准化法》,国家质量监督检验检疫总局、国家标准化管理委员会、中华人民共和国民政部联合起草制定了《团体标准管理规定(试行)》。根据上述法律法规的要求,并结合国内焊接行业实际情况,由哈尔滨焊接研究院有限公司、江苏联捷焊业科技有限公司和中国石化工程建设有限公司等单位联合制定的T/CWAN 0017-2021《绞股焊丝》团体标准于2021年11月13日发布,2021年12月1日实施。为了便于绞股焊丝生产企业、使用单位、相关检测机构能更好地应用该标准,现将该标准制定的有关内容及研究进展介绍如下。
1 标准立项背景
通过近年来对绞股焊丝熔丝机理深入研究,延伸出了以“绞股焊丝”为核心的包含了焊接材料、焊丝结构、捻丝装备、弧焊电源以及特种工艺开发等多项发明专利[2]。绞股焊丝主要应用在钢结构、管道、造船、锅炉压力容器、重工、工程机械、煤机、耐磨堆焊及海工石油等行业,适应机器人或自动化焊接的高效化需求,促进弧焊技术走向“控形”和“控性”的新阶段。但目前绞股焊丝缺乏相关标准依据的支撑,为了更好地规范和推广绞股焊丝,对该标准进行立项制定。
1.1 绞股焊丝特点及研究进展
1.1.1 绞股焊丝特点
电弧自旋转:绞股焊丝作为熔化极焊接材料时,无需外加机械式焊丝摆动或电磁驱动装置,即可产生连续的电弧自旋转,特殊的电弧物理特性决定电弧压力及电流密度分布模式,进一步影响熔滴过渡方式和熔池流动状态,增加熔池流动铺展性。
高熔敷效率:相比实心焊丝,绞股焊丝所需能耗低。中厚板焊接时,与单丝相比在同等焊接规范下,绞股焊丝可大幅度增加焊丝直径,减少焊接道次,提高焊接效率。
成分可设计性强:绞股焊丝可以较为容易地实现精确的合金配比,开发新的合金产品。尤其对某些难以熔炼或拉拔的焊丝,可以通过成分合适的细丝组合或实心焊丝与药芯焊丝相结合的方式,较为容易地得到与该合金相同化学成分的绞股焊丝。
1.1.2 绞股焊丝研究进展
近三年绞股焊丝在铝合金类、不锈钢类、镍基合金和复合类研究成果显著,主要研究进展如下。
(1)铝合金绞股焊丝。
与传统焊接材料相比,绞股焊丝作为熔化极焊接材料时产生连续旋转电弧,对熔池实时搅拌,提高焊缝成分均匀性,降低气孔率。图1为铝合金绞股焊丝与实心焊丝MIG焊气孔率对比图,结果表明,铝合金绞股焊丝气孔率显著降低。
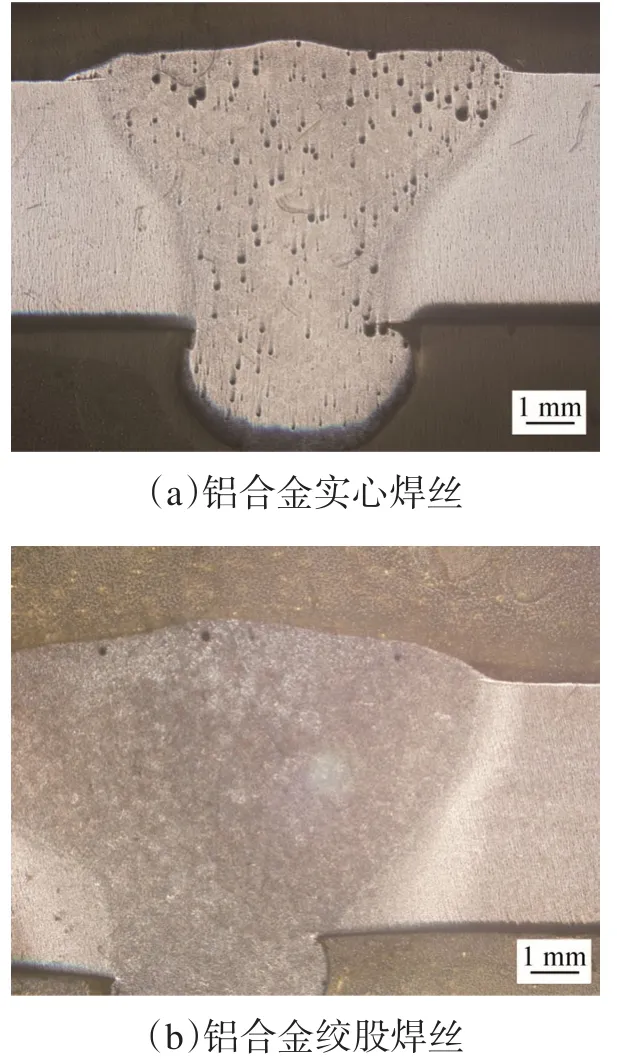
图1 焊接接头气孔率对比示意Fig.1 Comparison of welded joint porosity
董晓晶等人[3]采用铝合金绞股焊丝进行脉冲MIG对接焊工艺研究,并与传统单丝TIG焊接接头的组织和性能进行对比,同时对比分析焊接接头的晶粒尺寸和形貌。绞股焊丝MIG焊缝形貌如图2所示。结果表明,在焊接电流225 A、焊接电压19 V和焊接速度0.35 m/min的焊接参数下,铝合金绞股焊丝MIG焊能够降低焊接热输入,细化晶粒,降低MIG焊接头中Mg元素的烧损和减少析出物,提高接头强度,且焊接效率提高约4倍。

图2 铝合金绞股焊丝MIG焊缝形貌Fig.2 MIG weld appearance by Al-alloy multi-stranded wires
徐锴等人[4-5]在铝合金绞股焊丝MIG焊的基础上引入3 kW激光,分析激光引入对绞股焊丝MIG焊在不同熔滴过渡条件下的影响规律。激光引入对绞股焊丝MIG焊接过程稳定性的影响如图3所示。结果表明,高能量密度激光热源的引入提高了绞股焊丝焊接过程稳定性,增加了绞股焊丝的自旋转频率,扩展了绞股焊丝MIG焊的工艺区间,并对焊接气孔的抑制优势更为明显。

图3 激光引入对绞股焊丝的影响规律Fig.3 Effect law of introduction of laser on multi-stranded wires
Wang Jiankun等人[6]采用铝合金绞股焊丝进行CMT增材制造。铝合金绞股焊丝CMT增材制造示意如图4所示。结果表明,绞股焊丝CMT增材制造提供了更高质量的制造部件。在焊接电流140~150A、焊接电压18~20 V和焊接速度10 mm/s,增材制造沉积层无明显缺陷,呈等轴晶,沉积层的平均抗拉强度和屈服强度相比铸造铝合金提高19.8%和22.5%。

图4 铝合金绞股焊丝CMT增材制造示意Fig.4 CMT additive manufacturing by aluminum multi-stranded wires
(2)不锈钢绞股焊丝。
加氢反应器人孔法兰以及凸台密封面通常采用不锈钢药芯焊丝以气保双层堆焊方式平焊和横焊不锈钢耐蚀层,但存在堆焊层夹渣的缺陷。贾蒙等人[7]开展了不锈钢绞股焊丝堆焊工艺研究,拟采用不锈钢绞股焊丝替代不锈钢药芯焊丝。不锈钢绞股焊丝堆焊形貌如图5所示。结果表明,在焊接电流205 A、焊接电压28 V和焊接速度0.35 m/min的条件下,不锈钢绞股焊丝堆焊层成形良好,无明显缺陷,堆焊层铁素体含量、化学成分、耐晶间腐蚀性能、硬度以及侧弯性能均满足相应标准要求,满足工程应用需要。

图5 不锈钢绞股焊丝堆焊试样Fig.5 Surfacing sample of stainless steel multi-stranded wires
李建国等人[8-9]通过焊丝成分设计开发高氮奥氏体不锈钢绞股焊丝,同时开展高氮不锈钢绞股焊丝工艺研究。高氮奥氏体不锈钢是一种以氮代替镍的新型工程材料,氮的添加提高了材料的强度、塑性和抗腐蚀性,并且降低了材料成本,普通焊丝焊接高氮不锈钢时焊缝存在气孔和强度不足等缺陷[9]。不同成分的高氮不锈钢绞股焊丝电势分布图如图6所示。结果表明,绞股焊丝焊接电弧呈锥形,电弧能量聚焦在整个熔池,能量均布性更明显,两侧熔深更大。与单丝相比,绞股焊丝电弧的自旋转特性有利于气体逸出和熔渣排除,焊接飞溅更小。高氮不锈钢绞股焊丝能够显著提高焊接效率,同时通过焊丝成分优化获得抗腐蚀性能良好的高氮奥氏体不锈钢绞股焊丝。

图6 不同成分多股绞合焊丝电势分布Fig.6 Potential distribution of multi-stranded wires with different compositions
(3)镍基合金绞股焊丝。
梁裕等人开发了镍基合金绞股焊丝,同时开展相关堆焊工艺研究。镍基合金绞股焊丝堆焊形貌如图7所示。结果表明,在焊接电流160~190 A的焊接参数下,镍基合金绞股焊丝堆焊层成形良好,无明显缺陷,堆焊层ASTM G28A法晶间腐蚀速度为0.57 mm/yr。并已将镍基合金绞股焊丝应用于特种管道、锅炉、垃圾焚烧炉的内壁堆焊中。

图7 镍基合金绞股焊丝堆焊试样Fig.7 Surfacing sample of nickel-based alloy multi-stranded wires
(4)复合绞股焊丝。
黄绍服等人[10-11]采用Al-Ti-Cu复合绞股焊丝,通过电弧堆焊的方式在TC4钛合金表面制备轻质多主元合金熔覆层。复合绞股焊丝结构及熔覆层金属面扫面分布如图8所示。结果表明,熔覆层与基体呈现出良好的冶金结合,在电流200 A、预热温度200℃、堆焊速度4~5 m/min,保护气体流量10 L/min,送丝速度4 m/min,堆焊速度3 m/min下,Al-Ti-Cu复合绞股焊丝获得熔覆层密度为4.88 g/cm3,压缩率为26%,压缩强度为1 187 MPa,比强度约为2.661×105(N/m2)/(kg/m3),熔覆层比强度与钛合金接近,属于比强度较高的轻质合金。

图8 绞股焊丝制备轻质多主元合金Fig.8 Preparation of lightweight multi-principal alloy by multi-stranded wires
陈希章等人[12]采用复合绞股焊丝进行冷金属过渡(CMT)电弧增材制造,成功制备了Al-Co-Cr-Fe-Ni非等原子比高熵合金,在焊接电流156 A和焊接电压16.2 V的焊接参数下,获得的高熵合金强度达到2.8 GPa和延伸率42%的优异结合。CMT增材制造及绞股焊丝原理示意及电弧增材制造Al-Co-Cr-Fe-Ni高熵合金元素分布如图9所示。结果表明,高熵合金由于成分的复杂性导致流动性和偏析等问题,无法制造大尺寸产品,通过不同种类焊丝绞合,可以有效解决高熵合金丝材制备技术上的难题,为大尺寸和复杂构件高熵合金材料的制造提供一种新的有效途径。

图9 复合绞股焊丝CMT增材制造非等原子比高熵合金Fig.9 CMT additive manufacturing of non-isoatomic ratio high entropy alloys by composite multi-stranded wires
Liu Jian等人[13]采用复合绞股焊丝+CMT增材制造成功制备了Mo-Nb-Ta-W-Ti耐高温高熵合金。电弧增材制造及绞股焊丝示意及电弧增材制造Mo-Nb-Ta-W-Ti高熵合金元素分布如图10所示。结果表明,当焊接电流为280A、焊接电压为29 V时,获得的高熵合金在1 000℃时硬度约为110 HV1,接近Inco-nel 718合金(125 HV1)。随着温度从500℃升高到1 000℃,抗压强度从629 MPa降至602 MPa,仅减少了27 MPa,1 000℃时的抗压强度远高于同温度下Inconel 718合金(200 MPa)。
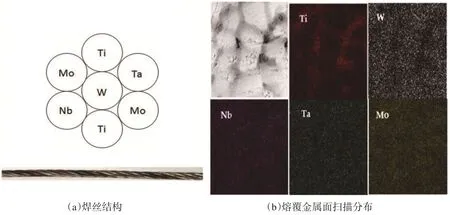
图10 复合绞股焊丝CMT增材制造耐高温高熵合金Fig.10 CMT additive manufacturing of high temperature resistant high entropy alloys by composite multi-stranded wires
1.2 标准制定原则
针对绞股焊丝生产、应用及推广需求,该标准对绞股焊丝术语和定义、型号分类、主要结构、生产工艺流程、技术要求、试验方法、检验规则、供货条件、包装、标志和品质证书等内容分别进行了规定,以保证标准的科学性、严谨性和全面性,为绞股焊丝的相关科学研究、工艺开发和质量检验等提供了标准依据,同时为绞股焊丝的快速发展提供了依据支撑。
标准在编写格式、结构、内容等方面执行了GB/T 1.1-2020《标准化工作导则第1部分:标准化文件的结构和起草规则》。内容主要包括:①范围;②规范性引用文件;③术语和定义;④型号分类;⑤主要结构;⑥生产工艺流程;⑦技术要求;⑧试验方法;⑨检验规则;⑩供货技术条件;⑪包装、标志和品质证书。
2 标准概述
2.1 适用范围
该标准规定了绞股焊丝的术语和定义、型号分类、主要结构、生产工艺流程、技术要求、试验方法、检验规则、供货条件、包装、标志和品质证书等内容。气体保护焊、埋弧焊、激光焊和复合焊等焊接方法所使用的非合金钢及细晶粒钢、热强钢、高强钢、不锈钢、镍基合金、铝合金、钛合金、铜合金、镁合金等实心焊丝或药芯焊丝及其组合焊丝等也可依据该标准执行。
2.2 术语和定义
绞股焊丝(multi-stranded wires):多股绞合焊丝的简称,是由两根或两根以上同材质或异材质的实心焊丝或药芯焊丝按照一定的螺旋绞合工艺而制成的焊丝。
单丝(single-strand wire):组成绞股焊丝的一个结构单元,为实心焊丝或药芯焊丝。
同质绞股焊丝(homogeneous multi-stranded wires):组成绞股焊丝的单丝为同材质的实心焊丝或药芯焊丝。
复合绞股焊丝(composite multi-stranded wires):组成绞股焊丝的单丝为异材质的实心焊丝或药芯焊丝。异材质不单指不同成分的同类合金,还包括不同类的合金和纯金属,例如可利用不锈钢丝、钛合金丝、铝合金丝、铜合金丝、纯钴丝等单丝绞合成多股焊丝,形成复合绞股焊丝。
绞股结构(twist structure):由两根或两根以上的单丝按一定螺旋绞合工艺制成的整体结构。理论上多股绞合焊丝结构具有多样性,按其适用性主要有如图11所示的几种典型结构。绞股焊丝结构简式中“×”表示单丝直径相同,相对位置等同;“+”表示单丝直径或相对位置不同。
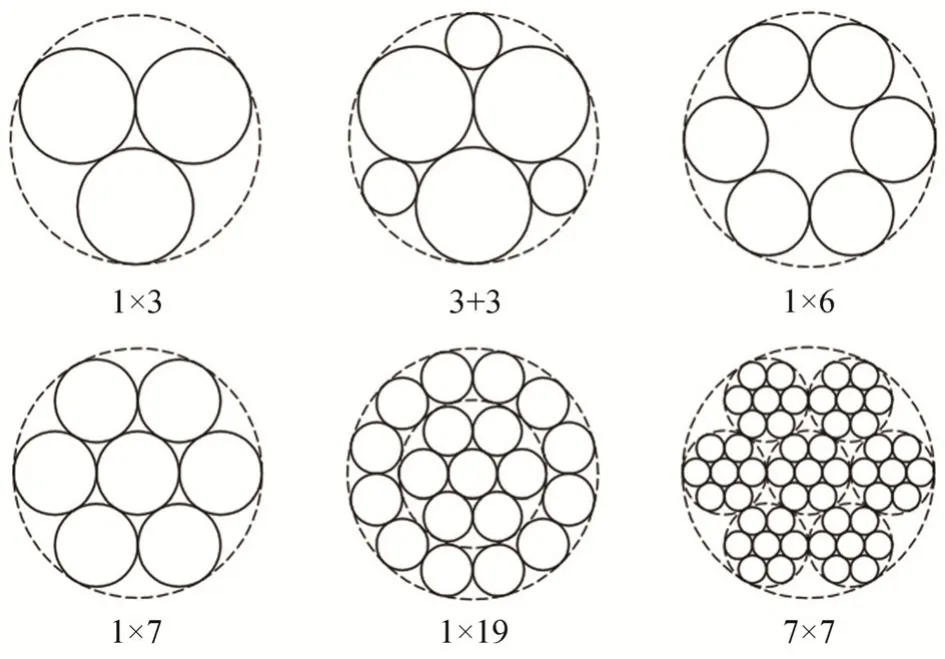
图11 绞股焊丝典型结构Fig.11 Typical structure of multi-stranded wires
公称直径D(nominal diameter):绞股焊丝横截面外切圆的直径。
捻距L(lay length):单丝绞合一周后沿中心轴线方向的距离。
捻角α(spiral angle):绞股焊丝中心轴与单丝中心轴之间的夹角。绞股焊丝的公称直径D、捻距L和捻角α满足关系式:

捻距系数K(lay length coefficient):绞股焊丝的公称直径和捻距满足关系式(2)

捻缩率ε(coefficient of twist shrinkage):捻制长度为L(一个捻距)的绞股焊丝需要单丝的长度为S,S与L之比为捻缩率满足关系式(3)

2.3 型号分类及生产工艺流程
2.3.1 型号分类
绞股焊丝按焊丝化学成分可分为:非合金钢及细晶粒钢、热强钢焊丝、高强钢焊丝、不锈钢焊丝、镍基合金焊丝、铝合金焊丝、钛合金焊丝、镁合金焊丝、铜合金焊丝及复合类焊丝等类别。
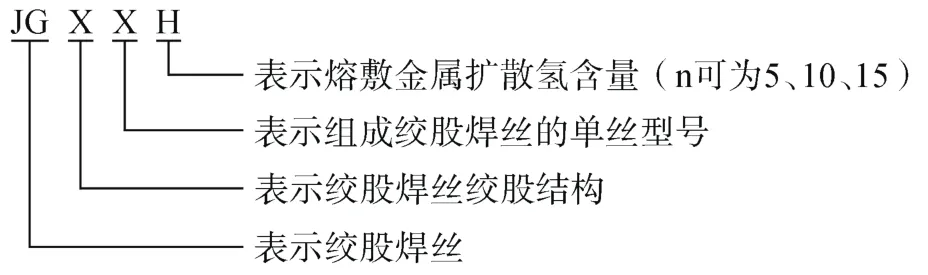
2.3.2 型号编制方法
绞股焊丝型号由四部分组成:
(1)第一部分用字母“JG”表示绞股焊丝,并用“-”与第二部分隔开。
(2)第二部分用字母“X”表示绞股焊丝绞合结构,X为数字,并用“-”与第三部分隔开。
(3)第三部分当单丝为同材质焊丝时用添加基础元素符号和数字、字母或二者的组合,表示组成绞股焊丝的单丝型号;当单丝为异材质焊丝时用字母C表示。
(4)根据供需双方的协商,可在型号后附加扩散氢代号“Hn”,其中“n”代表5、10、15。
本文件中完整的绞股焊丝型号示例如下:
例1:JG-1×3-Fe50-6 绞股焊丝-1×3结构-同材质非合金钢单丝型号Fe50-6
例2:JG-1×7-S308L 绞股焊丝-1×7结构-同材质不锈钢单丝型号308L
例3:JG-1×7-Al5356 绞股焊丝-1×7结构-同材质铝合金单丝型号5356
例4:JG-1×3-Ni6625 绞股焊丝-1×3结构-同材质镍基合金单丝型号6625
例5:JG-1×3-TiTC4 绞股焊丝-1×3结构-同材质钛合金单丝型号TC4
例 6:JG-1×3-MgAZ31 绞股焊丝-1×3 结构-同材质镁合金单丝型号AZ31
例7:JG-1×7-Cu1897 绞股焊丝-1×7结构-同材质铜合金单丝型号1897
例8:JG-1×3-C; 绞股焊丝-1×3结构-异材质单丝
2.3.3 生产工艺流程
绞股焊丝捻股机主要由载丝工字轮、旋转桶体、预变形装置、压线模、焊丝去应力装置、牵引装置和收线轮等七大部分组成。
绞股焊丝工艺流程主要包括以下三个方面:
(1)按焊接工艺规范要求设计绞股焊丝的规格和绞股结构,确定各单丝直径和成分。
(2)单丝预处理。按设计要求拉拔单丝至相应直径,确保单丝的直径、强度、韧性、表面质量等符合加工工艺要求,并将其分卷装盘备用。
(3)捻制。按绞股结构将各单丝盘安装在捻股机内,设定好捻距、压紧力、捻制速度等参数,经预变形、压线模、去应力装置后制成绞股焊丝。
2.4 检验方法
2.4.1 焊丝尺寸及表面质量
焊丝尺寸及表面质量应符合GB/T 25775规定。焊丝表面油污率应不大于0.01%。非合金钢及细晶粒钢绞股焊丝、热强钢绞股焊丝、高强钢绞股焊丝、不锈钢绞股焊丝、铝合金绞股焊丝、镍基合金绞股焊丝的松弛直径和翘距应符合表1规定;热强钢绞股焊丝、高强钢绞股焊丝、不锈钢绞股焊丝、铝合金绞股焊丝、镍基合金绞股焊丝的尺寸及允许偏差应符合表2规定。其他类别焊丝的松弛直径和翘距、焊丝尺寸及允许偏差由供需双方协商确定。

表1 绞股焊丝松弛直径及翘距Table 1 Relaxation diameter and warpage distance of multi-stranded wires

表2 绞股焊丝尺寸及允许偏差Table 2 Size and permissible deviation of multi-stranded wires
绞股焊丝平直度检测:将约3 m长的焊丝自由放在平面上,无波浪形、S形或高低起伏。
绞股焊丝松弛直径和翘距:测量缠绕在焊丝盘(卷)上焊丝的松弛直径和翘距时,按表1要求从焊丝盘上截取足够长度的焊丝,不受拘束地放在平面上,测量所形成圆或圆弧的直径即为松弛直径;焊丝翘曲的最高点到平面的距离即为翘距。
绞股焊丝捻距测量:将待测绞股焊丝拉直固定在水平桌面上,其上放置一张白纸,用铅笔涂抹,会出现一条绞股焊丝的轨迹,如图12所示。

图12 绞股焊丝捻距测量的轨迹Fig.12 Twist measurement trajectory of multi-stranded wires
在清晰轨迹处量取一段长度不少于50 mm的轨迹,则捻距的计算公式为:

式中T为绞股焊丝的捻距(单位:mm);P为与绞股焊丝结构相关的参数,为正整数;Ln为白纸上绞股焊丝实测轨迹的长度(单位:mm);n为白纸上绞股焊丝实测轨迹内的线段数目,为正整数。
绞股焊丝表面质量检测应按GB/T 25775规定进行,对焊丝任意部位进行目测检验,无影响焊接质量的缺陷,如油污、毛刺等。注意:绞股焊丝与传统焊丝相比表面并不光滑,因此很容易产生油污,从而降低焊接质量,因此对于绞股焊丝来说测定焊丝表面质量极为重要。
绞股焊丝表面油污率测定:(1)试验选用长度≥10 cm的待测绞股焊丝,称量其质量;(2)在盛有丙酮或酒精的超声波清洗仪中清洗待测绞股焊丝至少5 min,取出;(3)在鼓风干燥箱内120℃保持至少2 h,取出并称重;(4)称量精确到0.000 1 g。
表面油污率计算公式为:

式中X为焊丝表面油污率(单位:%);m0为清洗前待测绞股焊丝的质量(单位:g);m1为清洗后待测绞股焊丝的质量(单位:g)。
2.4.2 焊丝送丝稳定性分析
绞股焊丝送丝稳定性测试示意如图13所示。测试系统主要由焊接部分、信号收集部分和电源系统组成。选用5 m焊枪进行测试。旋转焊件壁厚宜为5~10 mm,其内腔套有不锈钢件,应有循环水冷却装置,以保证连续长时间焊接工作。使用绞股焊丝规格为直径1.2~2.0 mm;其他规格焊丝直径具体考核指标由供需双方协商确定。确定焊接工艺规范后,固定好焊丝出丝位置、送丝路径及焊枪,调试好各测试软件,准备接收测量信号。正常状态下,焊接时长不少于5 min或焊缝长度不少于1 000 mm。用于评价送丝稳定性的参量有送丝机的电流信号I、焊接过程中焊丝送进的阻力信号f、焊接过程中的电压信号U和电流信号I。各测试软件可以记录焊接时间段内的阻力、电压、电流信号值,继而测得一段时间内的信号平均值及其方差。平均值反映了各参量测试值的大小,方差反映了各参量在焊接时间段内的波动大小。直径2.4 mm不锈钢绞股焊丝直流焊接送丝稳定性测试结果如图14所示。直径1.6 mm铝合金绞股焊丝直流焊接送丝稳定性测试结果如图15所示。

图13 绞股焊丝送丝稳定性测试示意Fig.13 Schematic diagram of feeding stability test of multi-stranded wires

图14 直径2.4 mm不锈钢绞股焊丝直流MAG焊测试结果Fig.14 DC MAG welding test results of Φ2.4 mm stainless steel multi-stranded wires

图15 直径1.6 mm铝合金绞股焊丝脉冲MIG焊测试结果Fig.15 Pulse MIG welding test results of Φ1.6 mm Al-alloy multistranded wires
2.4.3 化学成分
同质绞股焊丝化学成分应符合相应标准的规定,如非合金钢及细晶粒钢绞股焊丝、热强钢及高强钢绞股焊丝、不锈钢绞股焊丝、埋弧绞股焊丝、镍基合金绞股焊丝、铝合金绞股焊丝、钛合金绞股焊丝、铜合金绞股焊丝、镁合金绞股焊丝等应分别符合 GB/T 39279、GB/T 39281、GB/T 29713、GB/T 36034、GB/T 36037、GB/T 5293、GB/T 12470、GB/T 17854、GB/T 10858、GB/T 15620、GB/T 30562、GB/T 8110、GB/T 9460、YS/T 696等标准相关规定;非合金钢及细晶粒钢药芯焊丝熔敷金属成分应符合GB/T 10045相关规定。复合绞股焊丝熔敷金属化学成份由供需双方协商决定。
2.5 检验记录
检验记录应包括试板材料、试板尺寸、焊丝型号、焊丝规格、焊接方法、焊接电源、电流类型和极性、焊接电流、焊接电压、焊接速度、点极端与工件距离、保护气类型和流量、焊接道间温度、焊接层数道数等。
2.6 包装、标志和存储
绞股焊丝应采取适当的内外包装,以防止在运输和存储过程中损坏。每个绞股焊丝包装应包含如下标志:标准号、焊丝型号、制造厂商名称及商标、规格及净质量、批号及生产日期。绞股焊丝储存库应保持适宜的温度及湿度,一般室温不低于5℃,相对湿度不大于60%。室内应保持清洁,不得存放有害介质,以保证不损害焊接材料的性能。对于因吸潮而可能导致失效及有特殊需求的焊接材料,应采取必要的存放措施,如设置货架,采用防尘剂、去湿器,设置恒温恒湿室等。
3 结论
(1)该标准的发布实施填补了国内该产品领域的标准空白,可以科学地对绞股焊丝产品进行客观评价,为绞股焊丝产品质量的提升提供了标准依据。
(2)随着绞股焊丝多合金体系的快速发展,未来新型复合绞股焊丝将是重要的发展方向之一,因此还需进一步开展复合绞股焊丝的相关研究,积累完善数据储备,进一步量化技术要求。
