大管径多管组拼式树杈柱施工技术
2020-04-22温惠清
温惠清
摘要:介绍了大管径树杈柱的制作安装工艺。采用组拼构件垂直拼装,利于分叉端朝向的精度控制。采用工具式支架、承插式定位系统等辅助工具,使构件定位更精确、成型更便捷,最大程度上缩短了制作工期,增加了制作经济效益。采用耳板临时固定,精确定位、放置基础预埋件。并用螺栓临时固定树杈上部直段圆管,有效保证了安装效果。
Abstract: This paper introduces the fabrication and installation technology of large diameter tree branch column. The vertical assembly is adopted to control the precision of bifurcation end orientation. The auxiliary tools such as tool bracket and socket positioning system are adopted to make the component positioning more accurate and the forming more convenient, shorten the production period to the greatest extent, and increase the economic benefits of the production. The ear-plate is adopted for temporary fixation, accurate positioning and placement of foundation embedded parts. Bolt is used to temporarily fix the straight round pipe on the upper part of the tree branch to ensure the installation effect effectively.
关键词:树杈柱;组拼;定位;安装
Key words: tree branch column;multi-pipe combination;positioning;installation
中图分类号:TU745.2 文献标识码:A 文章编号:1006-4311(2020)08-0145-03
0 引言
随着社会经济的发展,设计、施工较复杂结构的建筑物成为流行趋势。某些复杂结构的公共建筑,因其外观的奇特与精致甚至成为城市的地标建筑。树杈用较小的杆件形成较大的支撑空间、经济效益好、造型美观而被越来越广泛的应用于公共建筑中。异型树杈屋面承重钢结构是通过钢结构仿照树杈的受力形式进行设计施工,其造型多样,树杈每个节点受力均有所不同,设计和施工难度较大。[1]在我公司承接的一系列钢结构工程中,就有一些较有代表性的大管径多管组拼式树杈柱构件。此构件无论是在下料、组拼、焊接、焊接变形控制与矫正、现场吊装等方面均有一定的技术难度,主要体现在:圆管下料弯曲精度控制,多管组拼时各管分叉端朝向位置的控制,组拼管垂直度的控制,树杈柱构件预埋安装对孔精度控制。
关于树杈柱的施工,国内文献介绍的比较少。雷鹏旭介绍了一种球状节点连接的树杈柱加工安装校正技术,分析了钢结构树杈柱的结构特点和树枝安装难点[2]。根据树枝重量,也可根据树枝分布方式采用“一对一”或“一对多”方式起扳提升,可作为树杈柱安装的重要手段之一[3]。实践证明,该技术先进,经济合理,保证质量,符合节材、节能、降耗的社会发展趋势。
1 树杈柱制作
1.1 原材料进场检验
钢管进场应对原材料的规格、型号、外形尺寸、外观表面质量逐一进行复核。按规定对原材料进行探伤检测,并做化学、物理、机械等性能测试,保证基材性能。对照构件分解图上标注的构件尺寸,计算出圆管弯曲下料长度,并加1~2cm余量作为切割下料的基准长度。采用型钢钢板搭建水平工作平台。构件的放样、组装、焊接等都围绕该操作平台展开。
1.2 定位
柱底板上放垂直组拼图样:以三管组拼为例,先将柱底板平放在水平工作臺上,对照深化设计图上标注的组拼构件尺寸,在柱底板上放出三管垂直组拼投影图样。再根据深化图上设计的各管分叉角度计算出组拼时各管分叉端间的夹角,即找出分叉端的朝向,以确定各管组拼中摆放位置。后在原先画好的地样上找到各管圆心,并向各管外侧壁引方向线,通过确定控制线间夹角来保证组拼构件分叉端朝向位置的精度。
预设吊耳及可承插式定位套管:待组拼管下料完后,预先在组拼管上设置吊耳及可承插式定位套管。在组拼管外壁设置2个吊耳,吊耳分别布置在弯管端头与单管重心位置,布置方向应与分叉端朝向保持一致,如此布置利于单管起吊中垂直下落就位,并提高朝向控制精度。在单管管底设置3根可承插式定位套管,定位套管位置由分叉端朝向决定,其中一根定位套管对中布置在组拼管朝向位置引线上,其余两根定位套管随第一根定位套管位置对称布设。通过保证组拼管上放出的分叉端朝向控制线与柱底板上已有控制线的方向一致来定位、复核分叉端朝向的精度。
設置承插式定位杆:根据组拼管尾端布设的定位套管的位置、个数来确定定位杆的布设位置及数量。定位杆布置随柱底板上画好的组拼管图样,沿管外侧壁圆弧形布设,各管均布置3根定位杆,其中一根定位杆布置在分叉端朝向位置的引线上,其余两根分别对称布置在第一根定位杆两侧。定位杆满焊焊接在柱底板上,防止组拼中移位。
在定位杆设置时,考虑到定位套管壁厚的存在,因此,在定位杆位置布设时,将根据定位套管壁厚的大小沿圆弧向外偏移1个壁厚的距离。另考虑到为便于定位套管与定位杆承插对孔,故决定将定位套管内径设置为定位杆直径加1cm。组拼时,通过定位套管与定位杆精确对接来定位组拼管朝向。
1.3 组拼构件
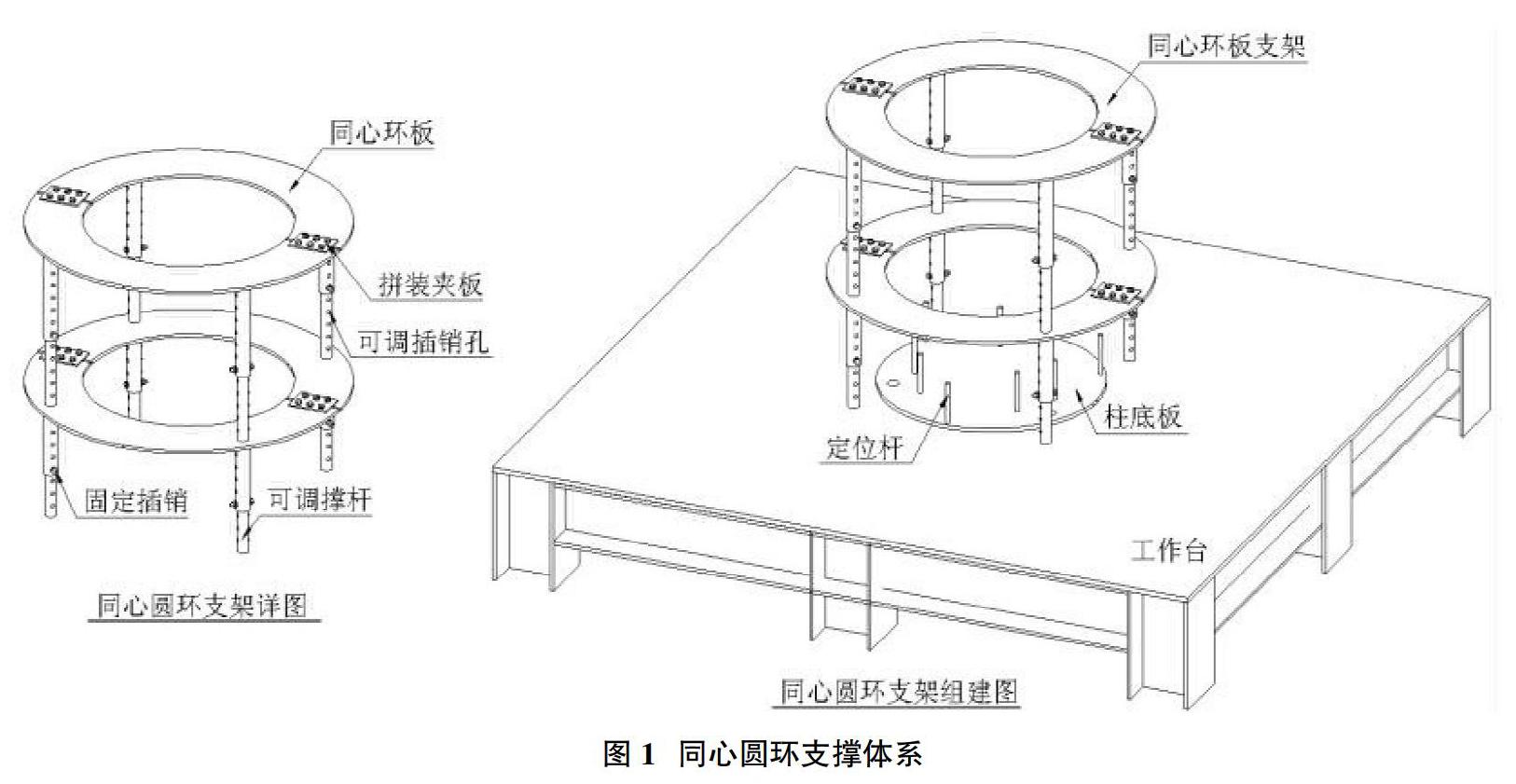
工具式支架可适用于不同高度的组拼管的垂直向的有效支撑,即工具式支架高度可调节。在圆环上放出朝向控制线,从而起到对组拼管成型后分叉端的朝向的复核作用。根据上述特点,制作一种辅助工具——工具式同心圆环支架(图1),由可调节式的垂直立杆和与组拼成型构件同心的圆环组成。
可调节式的垂直立杆由下端圆管、中间承接管、上端圆管、调节插销、调节孔。支架立杆一般设置为4个立杆。同心圆环制作成内径大于组拼构件外径50~100mm,由两个半圆构成,用夹板、螺栓整合成一体同心圆,其上部圆环满焊与立杆相固定,下部圆环钻取与立杆同位的孔洞(内径大于定位杆外径2~3mm),套接在立杆上,经复核水平后与立杆点焊牢固。根据深化图样及平台上构件投影放样图上标定尺寸确定同心圆环支架在水平台上的布置点位。位置复核无误后,将支架焊接在水平台上,用柱底板上已放出的分叉端朝向线垂直引线至各圆环表面,以复核组拼管分叉朝向。
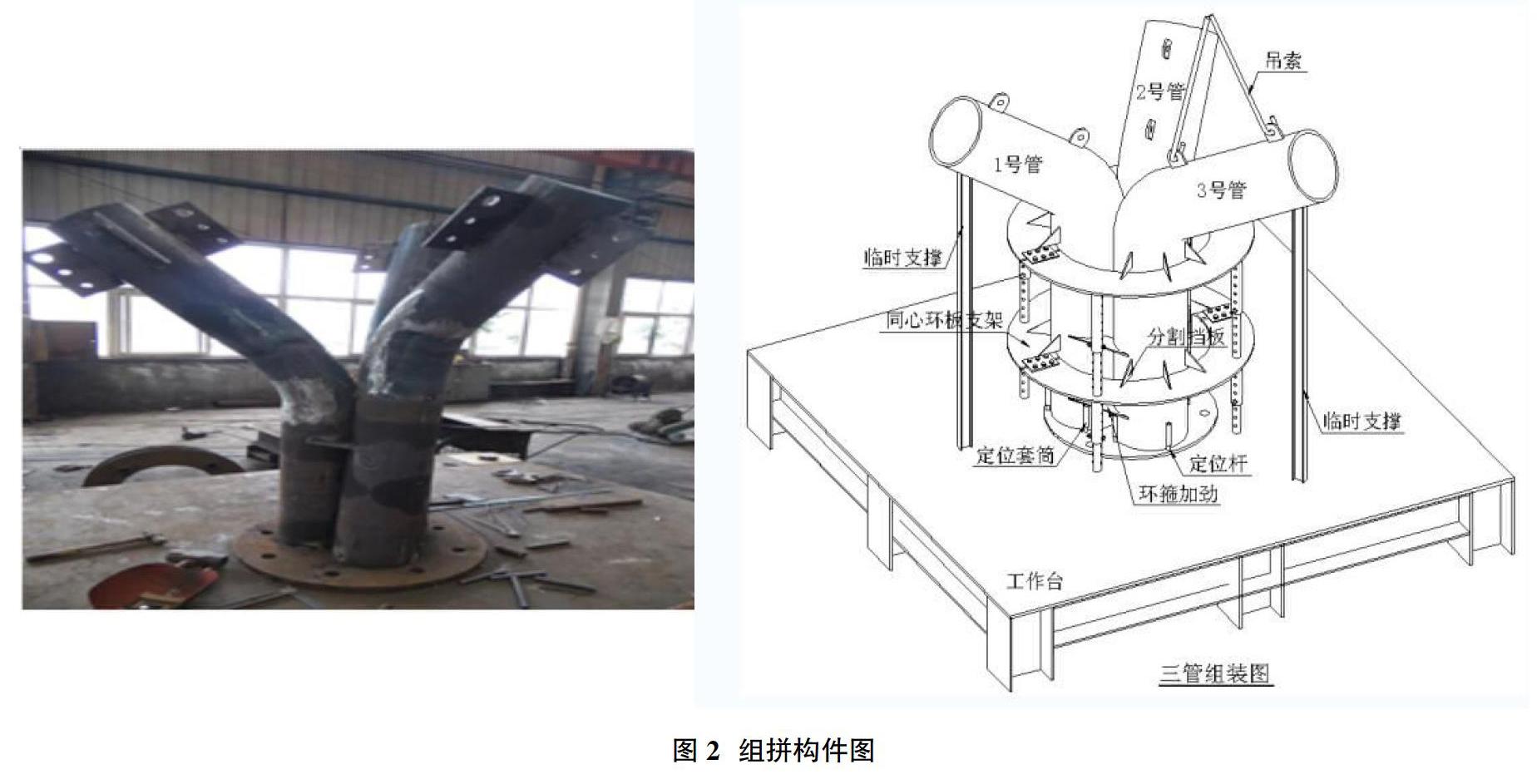
待支架定位完毕后,根据组拼管垂直高度的不同,合理选择组拼顺序,即由组拼管的垂直高度决定组拼先后,组拼原则为先高后低,保证同心圆环能调节支撑高度。当组拼管起吊时,根据管件的垂直高度,预先调节好同心圆环的支撑高度,将支架的上部圆环调至组拼管弯曲端下口。在根据构件起吊高度,利用不同规格的行车进行组拼管的吊装,利用管壁外侧焊制的耳板连接起吊。控制好组拼管起吊垂直度及行车吊行车速度,保证组拼管缓缓地与柱底板上的定位杆对接。组拼管放置到位后,将通过已放于圆环上朝向定位样线来复核组拼管分叉朝向。组拼管定位如下图,其余各管组拼定位原理同第一根管。当组拼管定位完后,在圆环与组拼管结合部焊接固定板,临时固定组拼管,并辅助组拼管起控制垂直度的作用。由于组拼管整体重心位置偏向于弯曲端,为保证管件稳定,在管件弯曲端加焊型钢支架临时支撑,其底部点焊固定于水平工作台上。对于管径较小的,弯曲段较短的组拼管可不设置临时支撑固定。当2号管组拼时,根据管件高度,先将上部圆环与组拼管结合处的固定板卸除后,将上部圆环支架下调适当高度至2号管弯曲端下口位置。定位原理及加固件作用同1号管。加固件位置如下图所示,其中在管间结合处可先行点焊环箍劲板,此零件为成型构件永久性零件,此时焊设亦可起固定作用(图2)。
1.4 树杈构件成型
组拼成型并复核后,根据深化图样依次分层分道满焊内劲板、卸除组拼临时吊耳后,在弯曲端焊制现场吊装耳板、端部封头板(板上预留灌浆出气孔)、外环箍板、剪力钉等零件。
因同心圆环支架支撑会妨碍外环箍板及剪力钉焊接施工,可将定位套管、定位杆、同心圆环支架支撑、临时型钢支撑等依次卸除,卸除同时用行车吊稳定构件分叉端后,焊制外环板及剪力钉。待上述零件依次拼接成型后,将成型树杈柱构件经打磨工序,最终成品。根据钢结构相关规范质检员对构件的尺寸、外观质量、焊缝质量等全面检验,对焊缝进行探伤检测。检验合格后,对成型构件进行喷砂除锈、涂装喷漆处理。
2 树杈柱的安装
树杈构件运至现场,经进场检测后,将构件放置在指定安装区域内。树杈构件预埋螺杆位置应合理放置。首先,找到预埋构件相对应的轴线位置,定出基准点。通过轴线定位的基准点及基准点与预埋点间的相对位置确定螺栓中心的放置点位,预埋螺栓与基础钢筋焊死,并做好成品保护。
在保证预埋螺杆精确定位后,树杈构件对孔预埋可将根据预埋螺杆的位置来确定,并保证构件安装精度。树杈构件预埋安装时,通过柱底板上的螺栓孔连接,依靠调节螺母、垫板来控制柱底板的平整度。利用耳板对预埋构件进行吊装作业,耳板为16mm厚矩形钢板,耳板与管件平行方向钻取3个连接孔,其中最上1个孔径为?准40孔。目的在于为构件起吊预设吊装孔,因此,此孔不仅承担了起吊后临时连接固定的作用,也方便了现场吊装,不再需要为吊装而在成品构件上另焊吊孔板。树杈基础构件预置完后,在柱脚以上现场开设灌浆孔,待砼强度达到设计强度的70%后,开始进行与上部构件的安装。树杈基础构件安装完毕后,将根据组拼单管个数、分叉端朝向、周边联系构件的相对位置、依照不同的施工现场的环境条件等因素,合理安排上部构件的吊装施工。吊装过程中可利用耳板及放置在耳板两侧的固定夹板作为构件上下联系的临时纽带,待周边联系构件安装并复核校准过后,方可焊接构件接缝。
待吊装完成,根据树杈构件管壁厚度,进行分层焊接。对焊时,分层焊接,每层焊接由焊工依次以同时均速逆向施焊,使得各对称点位置均匀受热,保证焊缝平齐、高差一致。每焊一遍应认真清查焊渣。最后一层盖面焊缝可采用小电流进行焊接。焊接完构件最外层后,对成品构件进行热保护处理。焊接成型后,卸除临时固定支撑,并对焊缝进行探伤检验处理。
3 应用实例
苏州可川电子科技有限公司车间项目,工程位于昆山市千灯镇宏洋路。该工程办公楼门厅基础节点造型特殊,适用大管径多管组拼式树杈柱制作安装施工工法。此工法成型构件具有焊接质量好,尺寸精度高,施工效果好等特点,应用此工法提高了组拼构件制作、安装效率,缩短了整体工期,有效利用了人材机。经工程实践检验,该技术安全可靠、施工质量好、效率高,降低成本9510元,缩短工期2天。禾硕木业(昆山)有限公司车间项目,该工程办公楼门厅基础节点采用大管径多管组拼式树杈柱制作安装施工技术。节约成本8378元,缩短工期1.8天。
4 结论
采用多管垂直组合拼装成型的工艺方法,提高了组拼构件成型效率,缩短了制作工期,节约了制作成本。本技术提高了单位时间内劳动效率,施工工期比计划工期有明显减少,节约了施工成本。通过对以往施工过的几个工程的归纳总结,每制作、安装完成同样规格型号的树杈柱构件运用本工法能节约3工日,平均可缩短施工工期1天。对照传统工艺,增加了同心圆环支架、承插式定位杆,从而增加辅助工具费用,但此类工具可反复周转,折旧率低。
参考文献:
[1]李霞,鄢维峰,陈卫文.基于BIM的树杈型钢结构设计施工优化研究[J].中国工程咨询,2018(05):101-104.
[2]雷鹏旭.大跨度空间倒三角形管桁架施工技术研究[J].重庆大学,2013:75.
[3]刘建春.钢结构树状支撑柱施工设计[J].石油化工建设, 2018,40(04):55-58.
[4]刘志勇.浅析深水围堰卵石土基础地质段施工技术[J].价值工程,2017,36(18):128-130.