铜冶炼废酸硫化法除砷工艺的改进实践
2019-07-08张文岐朱晓刚李晓恒张彦菇
张文岐 朱晓刚 李晓恒 张彦菇
(1.河南黄金资源综合利用重点实验室, 河南 三门峡 472000;2.河南中原黄金冶炼厂有限责任公司, 河南 三门峡 472000)
0 前言
铜冶炼企业在冶炼过程中产生的烟气通常含有二氧化硫、砷、铅、铋等杂质(其含量与冶炼工艺及原矿成分有很大关系),同时不同程度地夹带有矿粉,一般送入制酸系统生产工业硫酸。该烟气虽然经过了静电收尘等除尘环节,但仍含有一定的杂质。烟气在制酸系统中首先通过循环喷淋净化达到降温除尘的目的,净化洗涤液中含有可溶的砷、氟、氯等杂质元素,尤其是砷的含量一般都较高;同时还溶解有三氧化硫和部分二氧化硫,因此酸度一般都较高,故该定期外排的部分净化洗涤液称之为废酸。废酸的处理过程就是去除其中的砷、铜、铅、锌、镉等重金属离子,尤其是砷。酸废中砷以砷酸和亚砷酸形式存在,其浓度范围可从几千毫克每升到上万毫克每升,其中硫酸质量浓度在10~200 g/L。废酸处理通常采用先除砷后中和的方式,以实现水的回用。
废酸除砷工业应用的方法主要有中和法、硫化- 中和法、中和- 铁盐共沉淀法等。河南某铜冶炼厂废酸处理系统于2015年6月投入运行,采用硫化法除砷,烟气在净化洗涤后排出含重金属及砷等杂质的废酸,废酸经过处理后作为中性水回用。由于铜冶炼系统原料中的砷含量较高,且波动较大,造成废酸中的砷含量波动范围大(2 ~15 g/L),导致系统除砷率波动较大,除砷效果不理想,同时生产成本也一直居高不下[1-4]。为了提高除砷效果,降低生产成本,该公司于2017年7月对废酸处理的硫化工序进行了技术及设备改造,以期获得较好的砷处理效果。
1 硫化法除砷的原理及工艺
1.1 硫化法除砷的原理
硫化反应的基本原理(Me2+表示Cu2+、Pb2+等重金属离子)[5]如下:

(1)
(2)
(3)
(4)
(5)
(6)
由上述反应原理可知,在硫化法除砷时,需保证一定的酸度,通过硫离子和硫酸反应生成硫化氢气体,用硫化氢溶于水并电离后产生的硫离子与砷酸反应生成难溶于水的三硫化二砷,因此保证药剂中的有效硫含量对除砷效果是十分重要的。
1.2 硫化法除砷工艺


图1 某铜冶炼厂废酸硫化工艺流程
2 硫化改造内容
2.1 用硫氢化钠代替硫化钠除砷
在原液砷含量波动的情况下,使用硫化钠时,氧化还原电位(ORP)变化迅速,硫化反应剧烈,反应过程很不稳定,难以控制,加入的硫化钠会迅速与废酸中的硫酸反应,生成的大部分硫化氢来不及与溶液中的砷反应,就直接从溶液中溢出进入尾气吸收系统中,造成硫化钠的利用率偏低。根据这一情况,选择其他硫化药剂来代替硫化钠,根据一系列的探索实验结果发现,采用硫氢化钠作为硫化药剂,反应平稳,药剂利用率高,故生产采用硫氢化钠代替硫化钠进行两级硫化除砷。两种硫化药剂的除砷效果见表1。

表1 两种硫化药剂的一次除砷效果
从表1中可以看出,采用硫氢化钠作为硫化药剂后的除砷效果与硫化钠基本相同,可达到相同的处理效果,价格低廉的硫氢化钠完全可以替代硫化钠作为硫化剂来使用。同时采用硫氢化钠作为硫化药剂,ORP变化缓慢,整个硫化过程持续稳定,反应过程容易控制;而且加入硫氢化钠后,整个反应过程较为平稳,无明显的硫化氢气体溢出,硫化药剂的利用率较高,同时便于根据砷含量变化及时调整硫化药剂的加入量。
采用硫化钠作为硫化药剂,每引入一个硫离子,就会引入两个钠离子,而改用硫氢化钠后,一个硫只会对应一个钠离子,引入的盐分大大降低,避免因为水中盐分过高而结晶,导致管道堵塞的问题[5],同时减少了高盐废水的排放,提高了回用水质量,降低了企业生产用水成本以及对环境的影响。
2.2 在废酸原液槽上新增混合器
该公司废酸酸浓度控制在6%~12%。当废酸酸浓度<6%时,需要在进入原液槽前加入一定量的硫酸来调节废酸的酸浓度,保障硫化反应过程所需要的酸浓度,达到硫化反应的酸浓度后再送往一级硫化。改造前系统废酸和硫酸直接加入到原液槽中,由于原液槽体积较大,混合效果差,导致槽内酸浓度不均匀,影响硫化反应。
经过探讨,决定在原液槽上新增一个外径0.9 m、长5 m的圆柱形聚丙烯混合器,如图2所示。改造后,废酸和硫酸从混合器的A端进入后,在混合器内流动过程中混合均匀,然后从B端流出,充分混合后的废酸进入到原液槽内,再送往一级硫化反应槽进行硫化反应除砷。

图2 改造后的原液槽混合器
2.3 改进硫化反应槽进液管
在改造前,某公司硫化反应槽的废酸和硫化药剂进液管为单独的直管,废酸和硫氢化钠溶液分别经各自进液管进入反应槽中,导致两种液体的混合效果较差,在反应槽的局部造成硫化钠液体过量,反应生成的硫化氢不能及时与废酸中的砷反应,造成药剂利用率低,影响硫化反应效果。
改造后,将硫化反应槽的直管进液改为文丘里管进液,如图3所示。利用文丘里管的管截面积变化产生的湍流作用使废酸和硫氢化钠溶液充分混合后,再进入反应槽完成硫化反应。该进液系统改造后效果较好,可在进液系统中进行硫化提前反应,未来得及反应的硫化氢直接喷入硫化反应槽中,继续与废酸中剩余的砷反应,硫化药剂利用率大大提高。

图3 改造后的硫化反应槽进液管
3 硫化改造效果
3.1 除砷率提高
分别记录了2017年1—6月硫化系统改造前和2017年7—12月改造后的月平均除砷率,如图4所示。
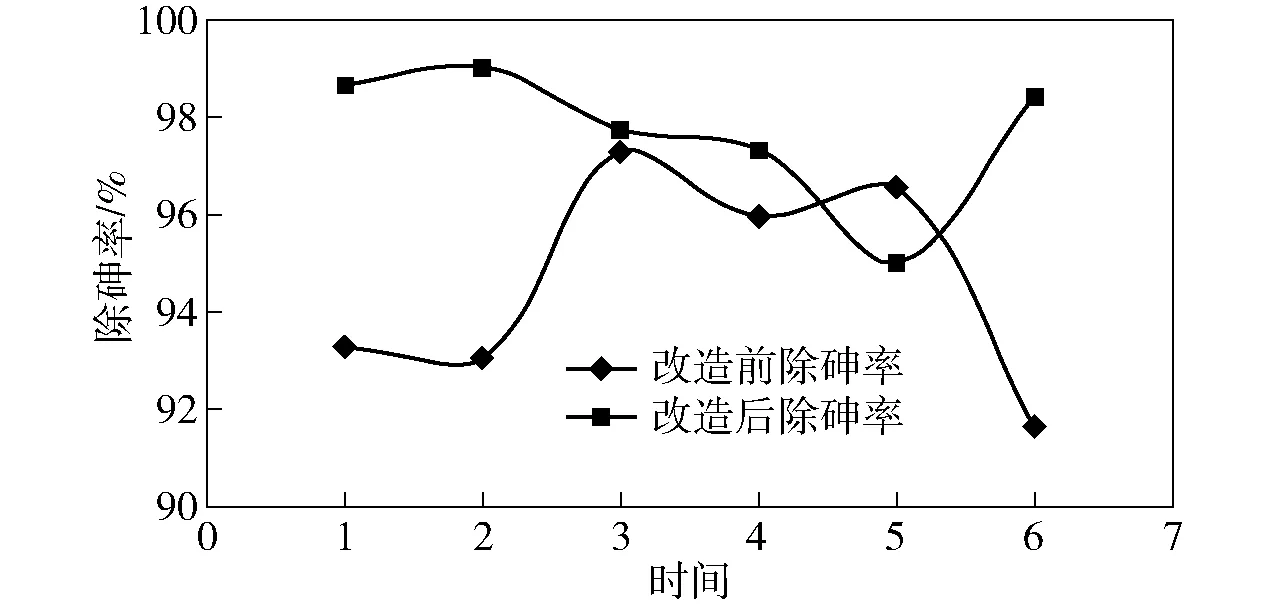
图4 硫化系统改造前后的除砷率
从图4中可以看出:
1)改造前。系统除砷率偏低、波动较大,当废酸中砷含量较低且稳定时,除砷率最高为97.27%;而当废酸中砷含量较高或波动较大时,除砷率最低为91.93%。
2)改造后。系统除砷率明显升高、波动幅度明显减小,除砷率最低为95.00%,最高为99.01%,受废酸中砷含量的波动影响大大减小。
3.2 废酸综合处理成本降低
改造前采用硫化钠作为硫化药剂,需要消耗90~100 t/d,成本约8万元;改用石油炼制副产品硫氢化钠时,消耗量降至20~30 t/d,成本约4.5万元,综合计算废酸处理成本下降了30元/m3以上。而且改用硫氢化钠后,硫化反应温和,便于操作控制,与之前采用硫化钠作为硫化药剂相比,可降低50%的劳动强度,人工成本节约了一半。
4 结束语
半年多的生产试验结果表明,改造后的硫化工艺除砷效果更佳,除砷后的中性水中砷含量由<1.0 mg/L降低至<0.5 mg/L,达到标准[6]中水污
染物排放控制总砷≤0.5 mg/L的要求。改造后的反应过程易于控制,系统盐分明显减少,劳动强度大大降低,废酸处理成本下降了30元/m3以上。但产生的硫化渣属于固体危废物,含有As等有害元素和Au、Ag、Cu、Pb等有价元素,需要进一步进行资源化、无害化处理。