全长在线热处理钢轨生产工艺研究及产品开发
2019-06-18费俊杰周剑华董茂松刘芳鸣朱敏
费俊杰,周剑华,董茂松,刘芳鸣,朱敏
(1. 宝钢股份中央研究院武汉分院(武钢有限技术中心),湖北 武汉 430080;2. 武汉钢铁有限公司条材厂,湖北 武汉 430080)
0 引言
随着我国铁路快速发展,铁路建设对高强度高耐磨钢轨的需求也不断增长。研究及生产实践表明,对钢轨进行热处理是提高钢轨强度、耐磨性和使用寿命的最经济有效的方法[1-2]。钢轨热处理技术从传统的淬火-回火工艺(Q-T工艺)发展为更先进的欠速淬火工艺(S-Q工艺),目前国内外厂家普遍采用钢轨轧后余热直接冷却的在线热处理工艺[3-6],该工艺具有生产成本低、节省能源、生产效率高、产品综合质量好等显著优势,是钢轨热处理工艺发展的趋势。
根据冷却介质的不同,钢轨在线热处理工艺主要有喷水、喷雾、喷压缩空气(喷风)、浸聚合物溶液等4种方式,前3种工艺均采用“走行式”,即钢轨在冷却机组中走行的同时进行热处理,而浸聚合物溶液指将轧后钢轨浸入固定的聚合物溶液槽中进行冷却[7-10]。以上4种工艺均成功应用于工业生产。
宝钢股份武汉钢铁有限公司(简称武钢)多年来一直坚持钢轨热处理工艺的研究开发。以铁路线路应用最广泛的U75V钢轨为例,介绍武钢全长在线热处理钢轨生产工艺研究及产品开发情况。
1 热处理工艺对比及选型
为了选择最合适的热处理工艺,武钢从2008年起展开相关热处理工艺调研、实验室研究和实物试验等工作,不同热处理工艺对钢轨组织性能的影响对比见表1。
1.1 喷水冷却
利用武钢中试工厂轧钢实验线和快速冷却平台,钢轨加热至轧钢温度并保温,然后通过立式快速冷却平台进行喷水冷却。研究结果表明,钢轨热处理后的力学性能和金相组织均满足TB/T 2344—2012标准要求。
1.2 喷雾冷却
喷雾冷却采用水与空气的机械混合物,根据工业实践经验,要获得稳定的冷却速度,水与空气要充分均匀混合,同时由于雾化喷嘴孔径较小,对设备维护、生产控制和生产管理的要求非常高[11-12]。
1.3 喷风冷却
利用东北大学轧制技术及连轧自动化国家重点实验室的钢轨喷风热处理实验线,钢轨加热至轧钢温度并保温,喷风冷却一定时间后空冷至室温。研究结果表明,钢轨组织性能稳定,波动较小,满足TB/T 2344—2012标准要求。
1.4 浸聚合物冷却
利用达涅利研发中心聚合物热处理试验平台,钢轨加热后浸入“水+聚合物”溶液中,冷却一定时间后,空冷至室温。研究结果表明,钢轨组织性能控制稳定,满足TB/T 2344—2012标准要求;冷却过程中聚合物溶液产生烟气,可能需要额外增加环保投入。
1.5 热处理工艺选型
通过热处理工艺对比分析发现,喷水、喷雾和浸聚合物冷却工艺,对工艺控制、生产管理和设备维护要求高,以武钢目前的工艺设备水平来看,实施以上3种工艺均存在一定的风险。研究结果表明,喷风冷却工艺冷速较慢,不易出现异常组织(见图1),采用单一冷却介质,均匀性好,生产管理相对简单,对钢轨的表面状态敏感性较小,是最适合武钢的热处理工艺方式。
2 喷风热处理工艺实验室研究
2.1 钢轨热模拟试验
为模拟钢轨热处理工艺、测定钢轨CCT曲线,开展U75V钢轨的热模拟试验,以5 ℃/s的速度加热至900 ℃,保温10 min,然后以不同冷却速度(0.05~50.00 ℃/s)冷却至室温,试验过程中记录温度(时间)-膨胀量曲线。对冷却后的试样进行金相及维氏硬度测定,绘制出连续冷却转变曲线(CCT)(见图2)。
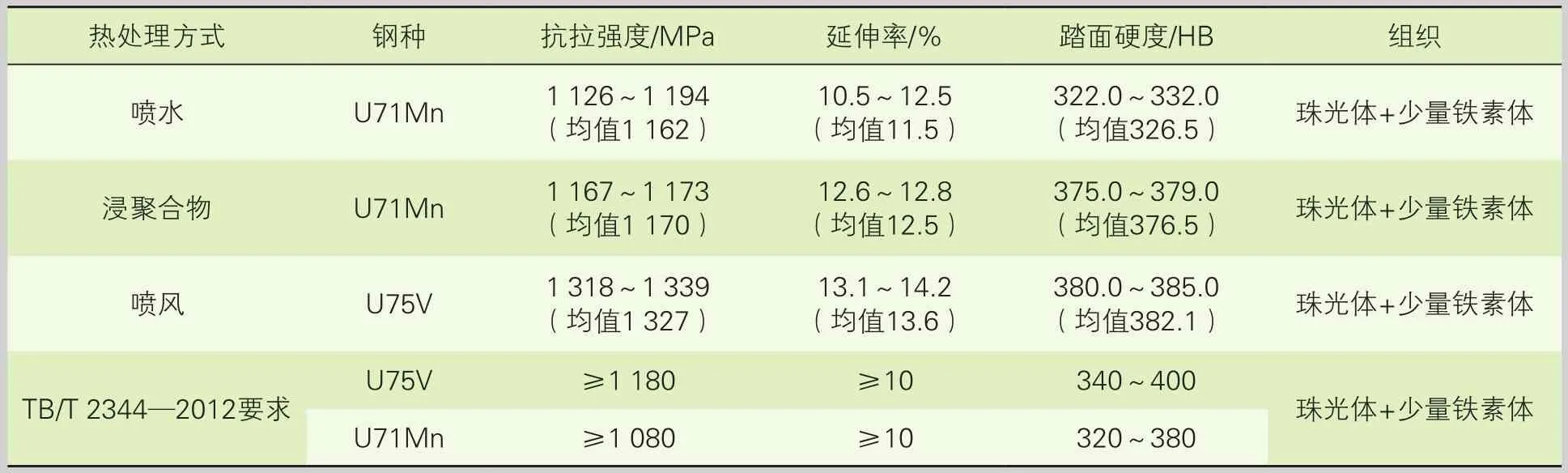
表1 不同热处理工艺条件下钢轨组织性能
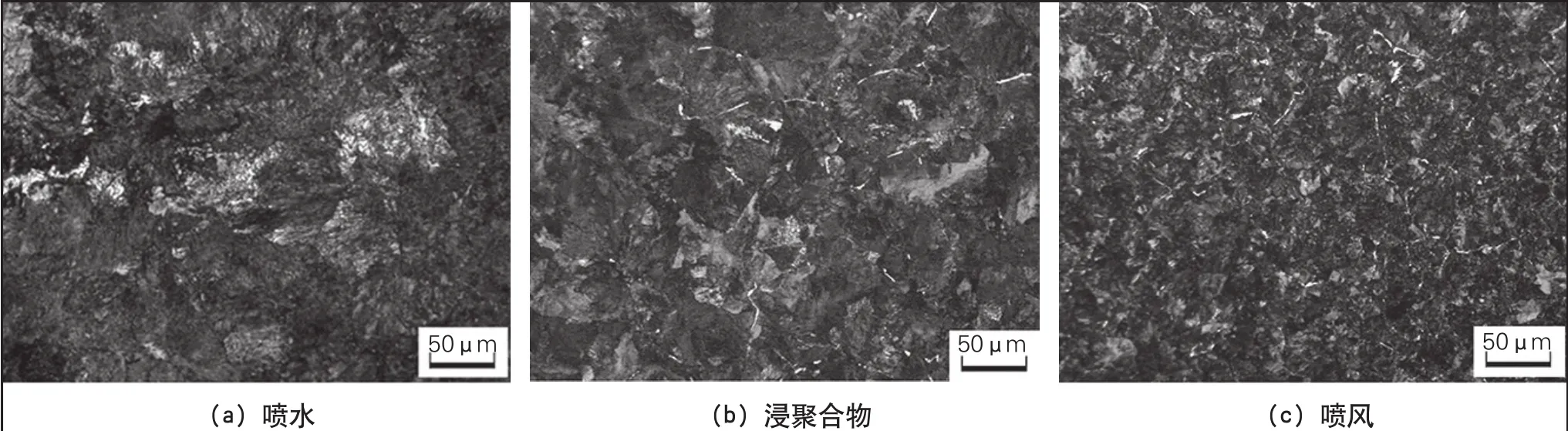
图1 热处理钢轨轨头金相组织
2.2 钢轨热处理试验平台
为系统研究喷风热处理工艺对钢轨组织性能的影响,在中试工厂建设1∶1的喷风热处理试验平台(见图3)。可开展不同喷风压力、喷嘴直径、喷风温度、喷射距离、冷却温度等热处理核心工艺参数的调试试验。
2.3 热处理工艺实验室研究
2.3.1 开始冷却温度
在一定工艺范围内,喷风冷却可在钢轨表面产生足够大冷速,保证表面硬度等性能。对于钢轨内部,冷却是内部热量逐步向外传递的过程,与冷却场的分布位置和持续强度有关。因此,横断面洛氏硬度更能反映热处理工艺对钢轨性能的影响规律,重点研究工艺参数与钢轨横断面硬度的关系。
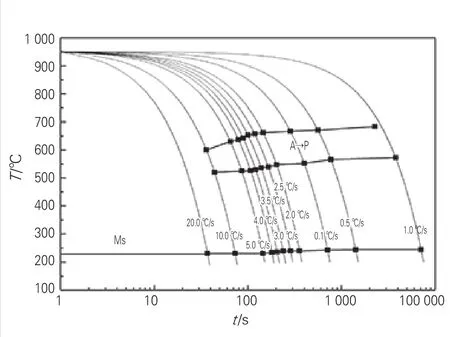
图2 U75V钢轨的CCT曲线

图3 钢轨喷风热处理试验平台
钢轨热处理开始冷却温度决定了珠光体相变能大小,这是影响性能的关键工艺参数,针对标准TB/T 2344—2012对热处理钢轨横断面洛氏硬度的要求,分析不同开始冷却温度下热处理钢轨横断面硬度的变化情况。热处理钢轨横断面硬度测量点位置见图4,热处理钢轨横断面洛氏硬度分布见图5。研究结果表明,随着开始冷却温度升高,横断面洛式硬度相应提高。
2.3.2 喷嘴直径
喷嘴直径对单位时间的喷风量和冷却速度造成影响,在不同开始冷却温度下,不同直径喷嘴对钢轨横断面硬度的影响见图6。
研究结果表明,在风压一定的情况下,喷嘴直径对钢轨性能影响不明显。抗拉强度波动为2~4 MPa,踏面硬度波动为1~5 HB,横断面洛氏硬度波动为1 HRC左右。从实际试验经验看,喷嘴直径增大会增加冷却喷射面积,提高钢轨性能均匀性和稳定性,也会增加风机功率和设备维护成本,应根据设备及工艺实际情况选择合适的喷嘴直径。
2.3.3 喷风距离和喷风压力
当一束气流射向钢轨表面时,一部分气流直达表面,大部分气流与表面平行流动。直达气流将热量以传导的方式带走,冷却效率较高,与钢轨表面平行流动的气流只能按照边界层理论,与接近钢轨表面的低速流动边界层气体作对流换热,通过边界层再冷却钢轨,冷却效率较低,气流分布情况与喷嘴距钢轨的距离和喷风压力有很大关系。通过试验研究,选择了合适的喷射距离和喷风压力范围。
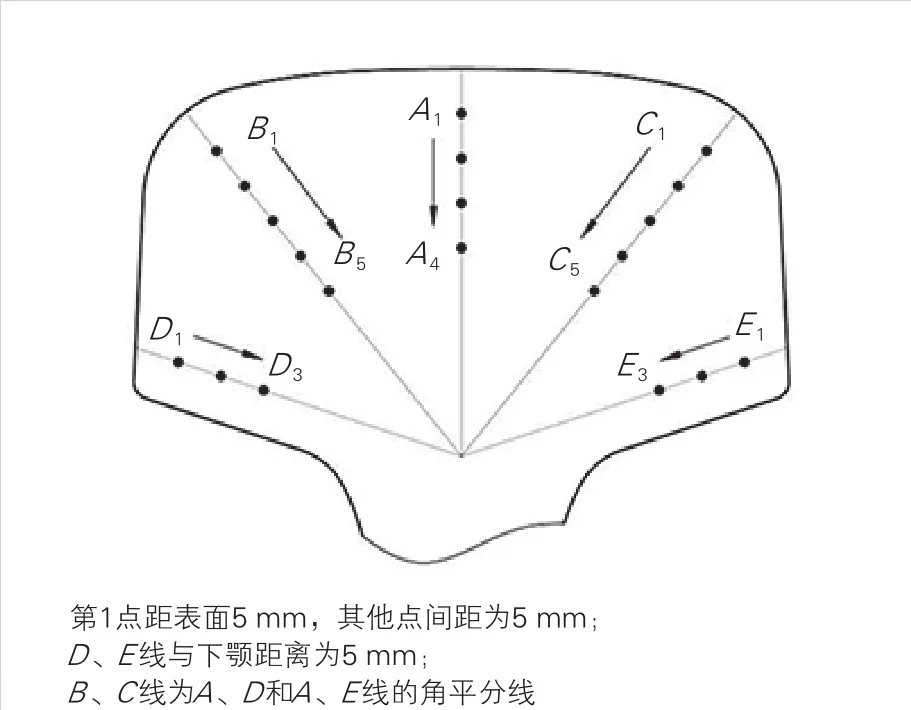
图4 热处理钢轨横断面硬度测量点位置
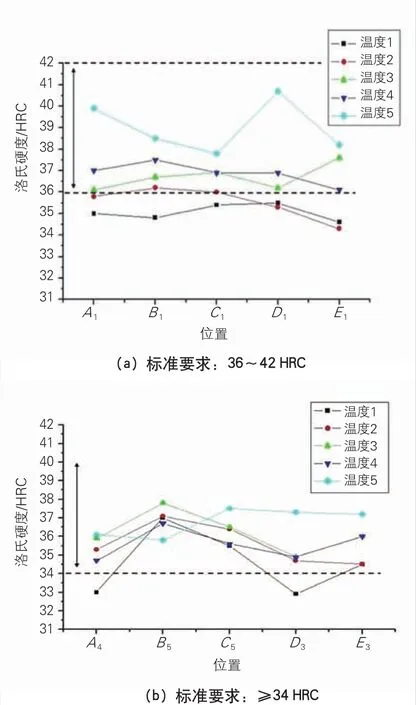
图5 热处理钢轨横断面洛氏硬度分布图
2.3.4 喷风温度
喷风温度直接影响钢轨表面散热速度,研究结果表明,随着风机功率的提高,风温也相应升高,具体关系见表2。尤其在夏季,武汉市环境温度最高接近40 ℃,而风温相应升高至60~70 ℃,降低了冷却效果,容易造成横断面硬度偏低。针对这一问题,开发超细化喷雾系统,在风管中加入纳米粒径的细化水雾,通过水雾的蒸发吸热,降低风温。通过水雾流速和粒径大小的调节,风温可降低2~5 ℃,有效保证热处理钢轨性能。
2.3.5 头尾温差
现场生产过程中,钢轨头尾部温度会存在一定的差异。根据热处理试验工艺参数,选取60 ℃的温差区间,共选取3个区间,对其区间上的钢轨综合性能进行对比分析。头尾温差对横断面硬度的影响见图7。
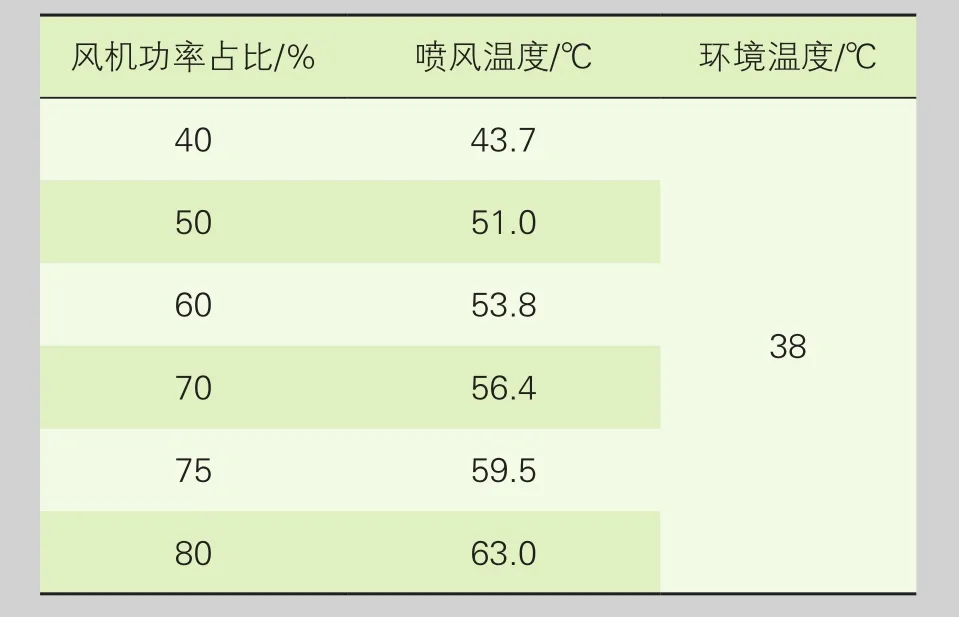
表2 风机功率与喷风温度的关系
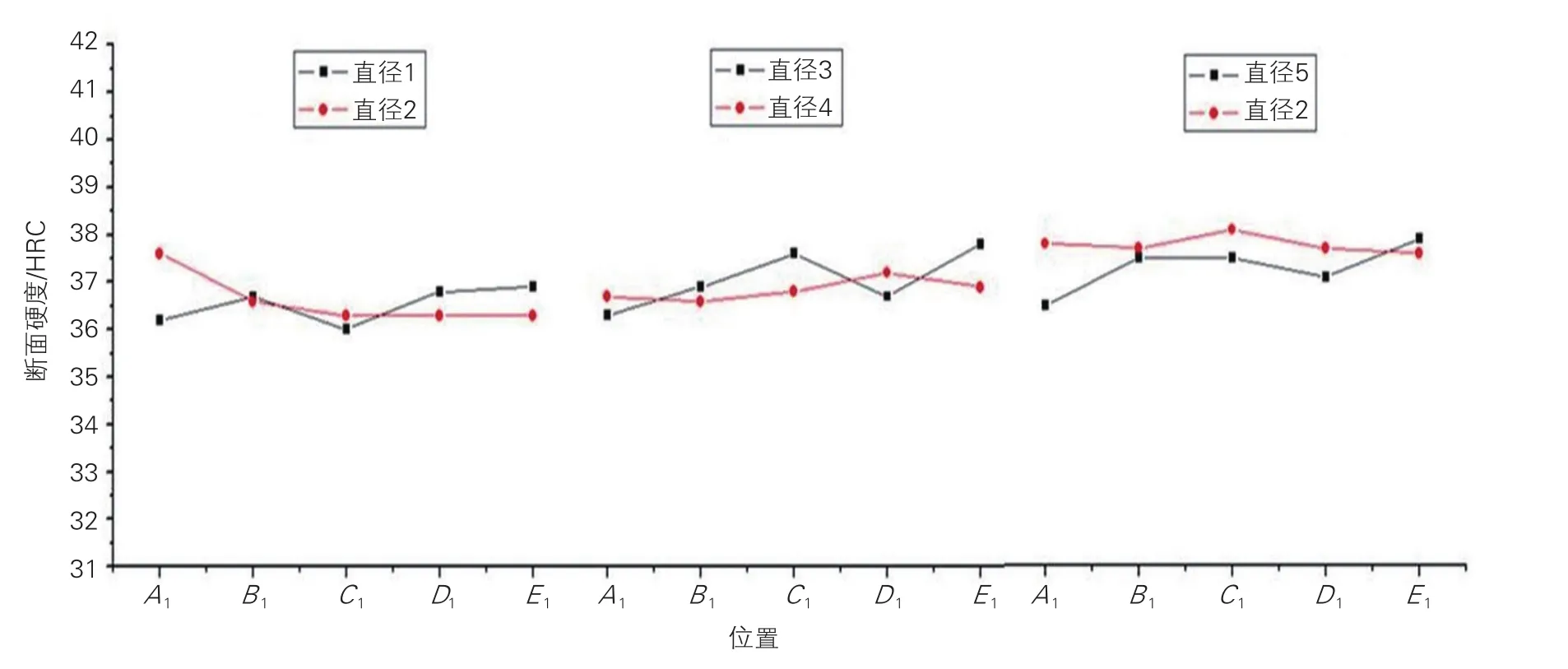
图6 喷嘴直径与横断面硬度关系
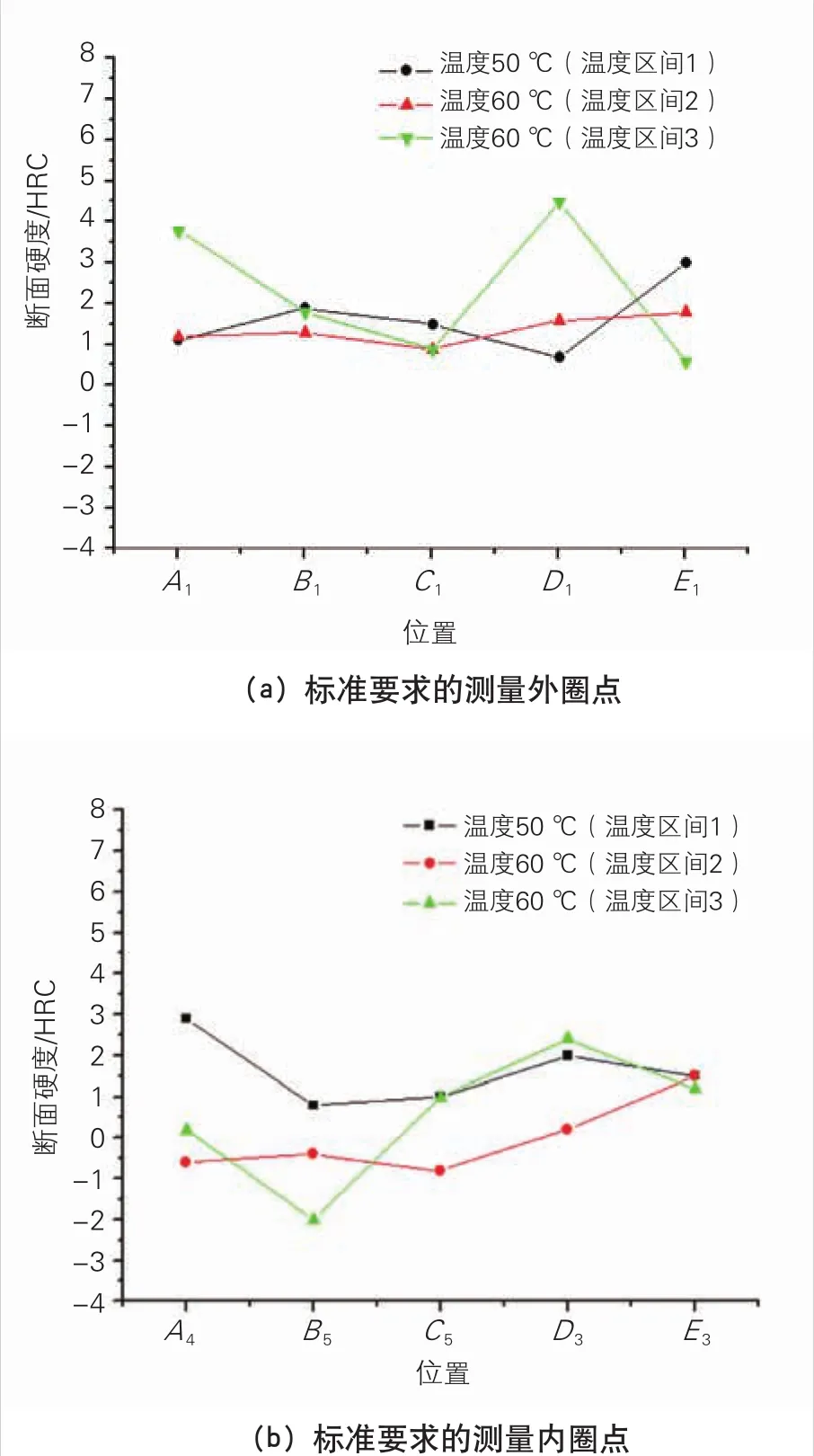
图7 头尾温差对横断面硬度的影响关系
试验结果表明,60 ℃的温差区间对钢轨性能造成一定影响,其中温度区间2性能波动最小,抗拉强度波动值为6 MPa、踏面硬度波动值为2 HB、横断面洛氏硬度波动值为1 HRC。
2.3.6 金相组织及性能均匀性
对不同热处理工艺下的钢轨金相组织进行观察,均为珠光体+少量铁素体,未发现异常组织,说明喷风冷却可提供良好的组织稳定性。同时,对比U75V钢轨热轧态和热处理状态的组织和珠光体片层间距(见图8),热处理钢轨珠光体片层明显变细,片层间距减小近50%。
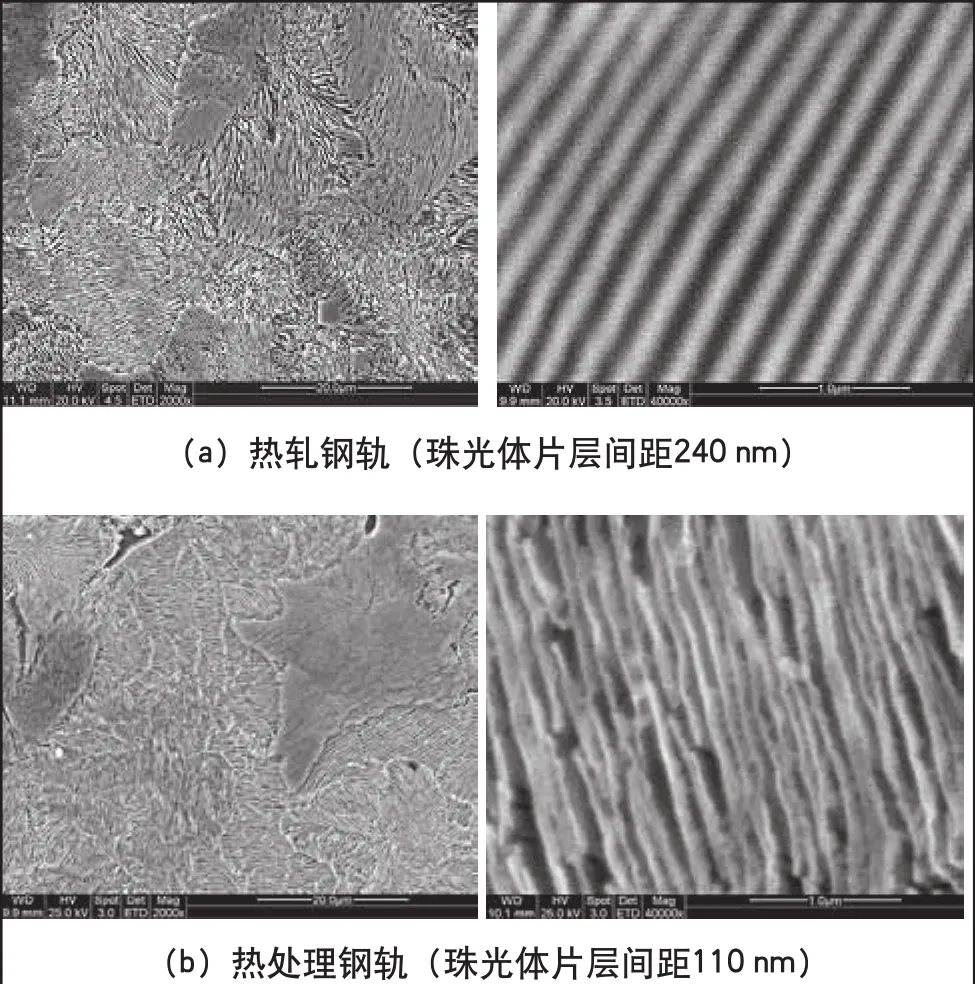
图8 热轧态与热处理U75V钢轨金相组织和珠光体片层间距对比
2.4 热处理过程温度变化
为准确掌握钢轨热处理过程中轨头内部不同部位温度的变化情况,采用埋设热电偶的方式,热电偶埋设位置见图9。通过试验得到轨头不同位置的温度实际变化及冷却速度。
热处理过程中,从钢轨表面至中心,越靠近内部发生相变越晚。不同深度的2#点和4#点,分别出现冷却曲线峰值和温降曲线“平台”(见图10),这与相变热有关。为保证热处理钢轨的性能,外界施加的冷却强度必须保证从该点带走的热量大于“传导热+相变热”。
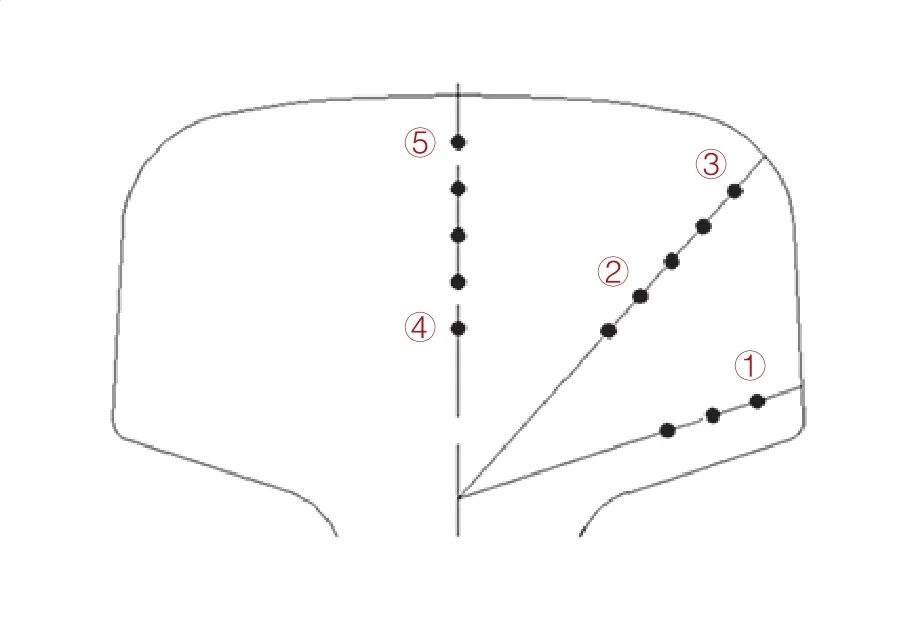
图9 热电偶埋设位置图
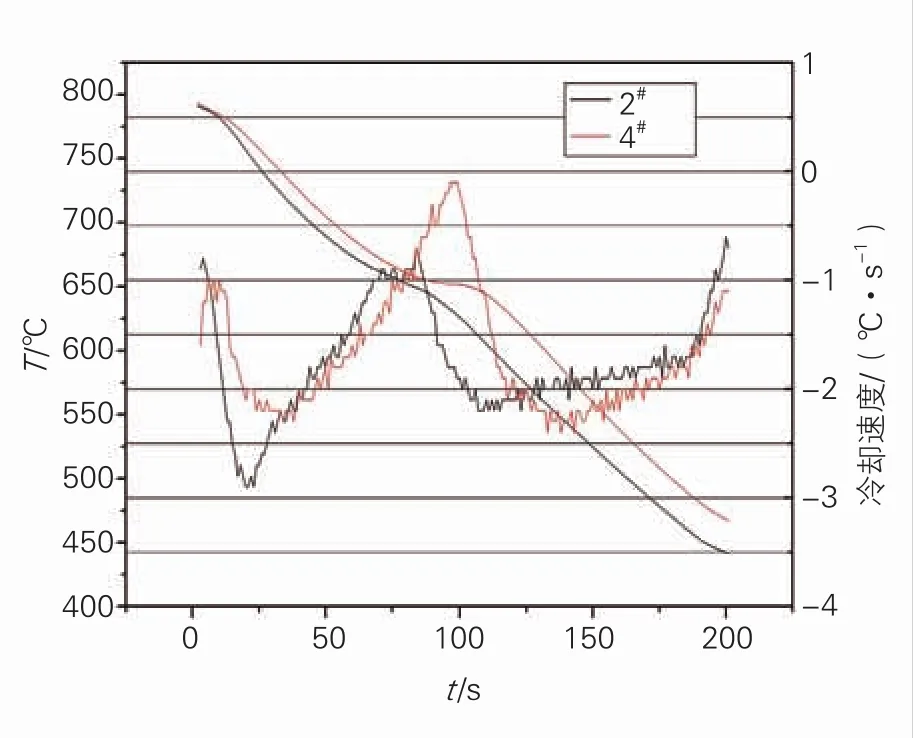
图10 轨头不同深度的温度曲线和冷却速度曲线
通过实验室研究,结合武钢自身工艺装备和环境温度的特点,提出一种风温可控的钢轨喷风冷却工艺,为热处理生产线建设和产品开发提供了关键技术支持。
3 热处理钢轨产品开发
3.1 热处理钢轨生产线建设
在自主开发钢轨热处理技术的基础上,完成钢轨在线热处理生产线建设,顺利通过热负荷试车以及开展热处理钢轨试制,热处理工艺模型在现场生产线成功应用,实现了热处理机组百米钢轨顺利自动过钢,生产线能力完全满足热处理钢轨生产要求。
3.2 热处理钢轨生产关键工艺技术
3.2.1 热处理入口温度和头尾温差稳定性控制
系统研究了终轧温度、热锯切时间及翻钢机辊道速度对热处理开始温度的影响。研究不同工艺条件和环境温度下,头尾温差变化情况以及对性能的影响。通过控制合适的工艺参数,保证钢轨入口温度和头尾温差达到技术要求。
3.2.2 热处理过程中钢轨弯曲控制技术
开展奥氏体温度下钢轨矫直工艺及对弯曲和断面尺寸影响研究,通过优化钢轨横断面冷却强度分配工艺,在轨头和轨底采用不同的喷风压力,纵向长度方向采用分段冷却控制工艺,根据钢轨相变过程分段控制不同的冷却强度,显著降低热处理过程中钢轨的弯曲,实现了钢轨平稳快速通过热处理机组,以及热处理与热轧节奏的合理匹配。
3.2.3 热处理钢轨平直度控制技术
针对热处理钢轨强度高、应力大的特点,开展热处理钢轨平立复合矫直工艺及平直度控制等研究工作,在没有预弯工艺的情况下,制定最优的小变形量矫直工艺,确定不同的矫直辊的压下范围,以保证热处理钢轨的平直度、残余应力等技术指标满足标准要求。
3.3 热处理钢轨实物质量
U75V热处理钢轨成品力学性能满足TB/T 2344—2012标准要求(见表3),U75V热处理钢轨横断面硬度见表4。U75V热处理钢轨横断面洛氏硬度分布见图11。
从表4和图11可以看出,U75V热处理钢轨轨头硬化层深度大于30 mm,高于标准要求,横断面洛氏硬度控制稳定。
U75V热处理钢轨组织为珠光体+少量铁素体,未出现贝氏体和马氏体等淬火组织,珠光体片层间距分布为80~130 nm,疲劳裂纹扩展速率、残余应力、疲劳、断裂韧性等关键性能指标均满足TB/T 2344—2012标准要求。
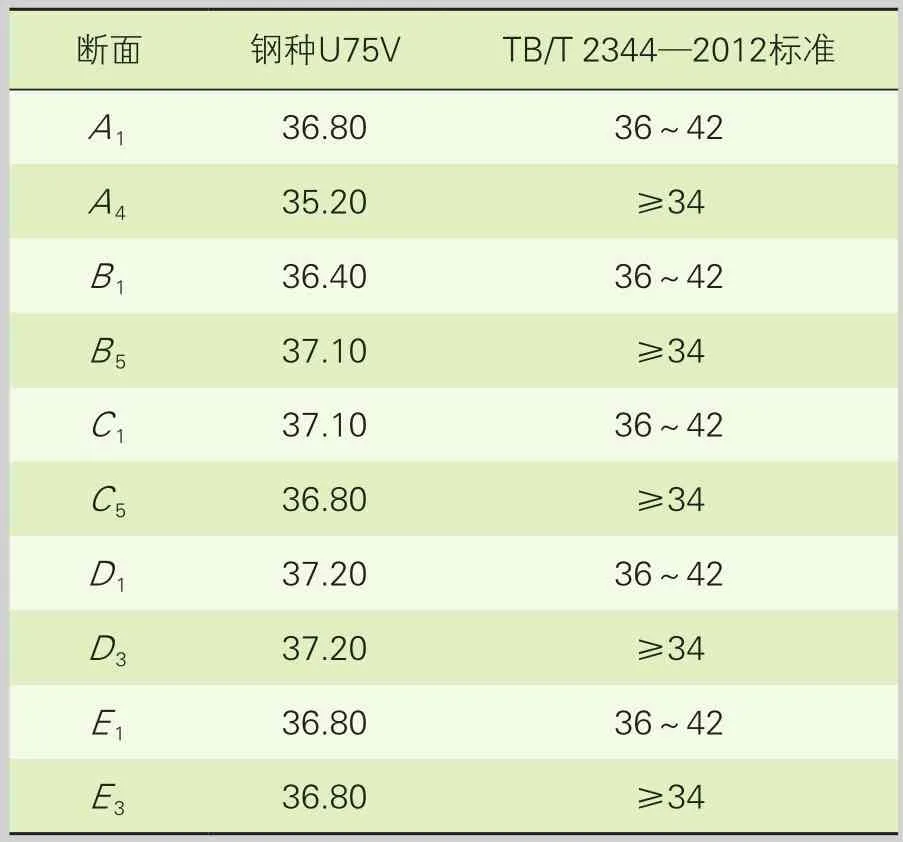
表4 U75V热处理钢轨横断面硬度(平均值)HB

表3 U75V热处理钢轨成品力学性能
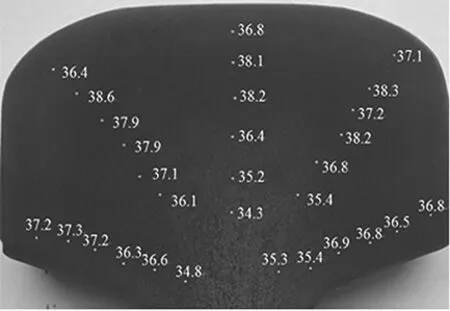
图11 U75V热处理钢轨横断面洛氏硬度分布
3.4 热处理钢轨产品开发
通过工艺研究和工业化试制,武钢形成了整套的钢轨在线热处理工艺技术,成功开发出60 kg/m U75V、60 kg/m U71Mn、50 kg/m U71Mn及出口R350HT 54E1在线热处理钢轨,均具备批量生产能力,累计供货量达4 200 t,用于平顶山煤矿、徐沛线电厂、北京地铁等民用线路和印度尼西亚铁路道岔。
4 结论
(1)钢轨在线热处理工艺可显著提高钢轨强度、耐磨性和使用寿命,是钢轨技术发展的重要方向,武钢通过多年研究,结合自身工艺装备和环境温度特点,开发了一种风温可控的钢轨喷风冷却工艺,完成了热处理钢轨生产线建设,形成整套在线热处理钢轨生产工艺技术。
(2)生产实践表明,武钢钢轨在线热处理工艺和装备运行稳定可靠,产品各项性能控制稳定,均满足相关标准要求,成功实现60 kg/m U75V、60 kg/m U71Mn、50 kg/m U71Mn及出口R350HT 54E1在线热处理钢轨的批量生产。
