液压转向系统共振异响优化设计
2018-11-15傅丽华
傅丽华
(江铃控股有限公司开发中心底盘部 330000)
随着科学技术和汽车行业的快速发展,人们对汽车驾驶舒适性要求越来越高。转向系统是汽车重要组成部分,不再只是为驾驶员提供基本转向功能,转向的操纵稳定性和NVH性能越来越受关注。液压转向系统的匹配,是转向系统开发的重点和难点,不仅要兼顾转向的感受,还要考虑转向NVH性能[1]。本文针对某车型在D挡原地转动方向盘到特定位置,出现共振异响原因的剖析,对转向系统匹配进行优化设计。
1 转向系统共振异响原因分析
1.1 原地转动方向盘共振异响现象
车辆原地怠速时,从中间位置向左转动方向盘或向右转动方向盘约1圈位置,出现类似“嗡嗡”异响声。向左转动方向盘出现概率居多,D挡容易出现,P挡较难出现,且方向盘伴随有振动感。
1.2 原地转动方向盘共振异响原因分析
对实车故障现象确认,在出现共振异响时,转向机自身上的长、短硬油管和转向机与高压油管连接处的油管出现振动,靠近转向机进油口的高压油管振动尤其明显,初步确定此处为发生振动的位置。根据振动位置及液压转向系统助力原理,在故障车的转向泵出油位置、转向高压油管和转向机自身的长、短油管处分别布置传感器,挂入P挡和D挡时,原地转动方向盘进行振动和噪声测试,布置传感器位置如图1所示。
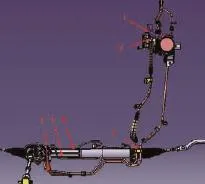
图1 布置传感器位置图
在车辆空调压缩机开启的情况下,挂入P挡时噪声为49.57 dB(A),无噪声;在D挡时噪声为56.46 dB(A),出现噪声。

表1 各位置振动RMS值D挡位与P挡位倍数关系
从测试结果可以看出,在P挡和D挡时,转向泵出油管、高压管第1段和高压管第2段变化相对较小,D挡时转向机长、短油管和高压管第3段有明显振动,其中靠近转向机进油口的高压管第3段(液体流动方向)的振动变化最大(表1)。
对P挡和D挡噪声频谱进行分析(图2),发现引起异响的频率为75.14 Hz(一阶)及其倍频,其中150.24 Hz(二阶)噪声最大。图中绿色为D挡,红色为P挡。
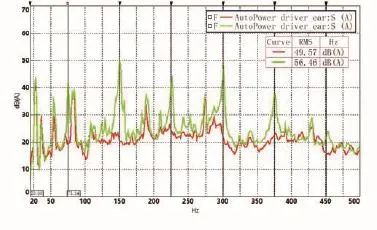
图2 P挡和D挡噪声频谱
对故障车在D挡出现故障时进行系统油压测试,分别在转向泵出油口和高压油管第3段布置传感器。故障出现时高压油管第3段压力出现明显波动,但转向泵出油口波动不明显(图3)。图中蓝色为转向泵出油口,紫色为高压油管第3段。

图3 D挡出现故障时的系统油压测试
1.3 对上述测试进行分析
(1)根据振动及油压测试分析发现,转向共振异响出现时,转向机进油压力波动较大,且伴随着油压的波动而出现转向共振异响。
(2)结合频谱分析,出现异响时振动的频率与车内噪声的频率是吻合的,基本判定原因为转向机内部与转向机进油口高压管油液的激励冲击,引起的压力波动变化,且D挡比P挡明显。
2 对策验证方案实施
通过测试分析基本锁定原因,从转向系统内部激励的源头及油管匹配方面进行优化,结合实车验证来寻求最优的方案。
2.1 转向机油管直径加粗
直径由6.35 mm改为8.00 mm,油管走形进行优化,将改进件更换到故障车验证,改善不明显。将硬管改为软管,在故障车上验证有明显改善,但工艺及布置上不可行。
2.2 对转向高压管总成进行优化
转向高压油管总成有2段高压软管,将第1段的高压油管内部前段降噪芯和第2段高压油管降噪芯分别加长20.00 mm(图4),在故障车上验证,有明显改善,出现振动频率降低。
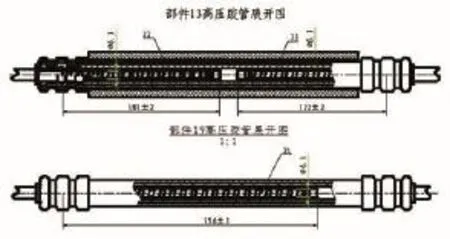
图4 改进方案
2.3 增大转向机阀芯和阀套的阻尼
阀芯和阀套之间由单阻尼结构改为双阻尼结构(图5),转向轴阀芯上设计1个底槽,阀套与阀芯底槽之间依次装配1个聚四氟乙烯环和1个O形圈。阀套、聚四氟乙烯环、O形圈及阀芯底槽之间均采用过盈配合,以增大转向轴阀芯与阀套的阻尼,抑制转向系统油液压力波动引起的振动。在故障车上更换改进后的转向机进行验证,有明显改善,振动出现频率降低。同时结合2.2中优化设计进行批量生产验证,改进后的车辆未出现共振异响。

图5 由单阻尼结构改为双阻尼结构
3 结束语
本文主要结合共振异响现象,通过对转向系统振动、噪声、流量及压力进行对比测试,锁定根本原因。再从转向系统内部激励的源头及油管匹配方面进行优化,对各项改进措施实车验证,最终故障得到解决[2]。将改进更新到DFMEA,为后续新车型开发做好经验的积累,避免故障现象重复发生。