大型吊装工程龙门架应用实例
2018-11-13卢溢超
卢溢超
(万力轮胎股份有限公司,广东 从化 510904)
伴随着企业发展,生产设备更新换代及大修越加频繁,对于起重吊装设备金属结构的承载能力提出了更高的要求。龙门架作为一种垂直运输的起重设备,以地面卷扬机为动力,采用钢丝绳提升方式使重物升降牵引运送,具有制造工艺简单、经济实用、载荷力大等特点。
本次吊装工程实例的吊装任务为重量达34 t炼胶机台,质量重、体积大、吊装高度超高都是吊装的难点。加之炼胶车间工作现场环境比较复杂,作业面积狭小,吊装工作非常困难。根据设备现场布置特点,吊装利用龙门架钢结构框架,采用工字钢滚道与滑轮组配合法,使用5 t卷扬机和50 t滑轮组作为主吊机械,2台10 t手拉葫芦作为牵引机械,将设备通过龙门架进行吊装。
通过本次龙门架的应用实例,具体阐述龙门架设计制造、安装拆卸、使用事项,为提高设备起重吊装效率提供较好的参考。
1 龙门架的设计及制造
1.1 龙门架结构设计说明
在龙门架结构设计的整个过程中都应该被强调的是力学关系,它在结构选型与布置阶段尤其重要。在整个吊装过程中,对一些难以作出精确理性分析或规范未规定的问题,可依据从整体结构体系与分体系之间的力学关系、破坏机理、震害、试验现象和工程经验所获得的设计思想,从全局的角度来确定控制结构的布置及细部措施。
在设计该龙门架结构及选用型材规格前,根据施
工现场及吊装重物质量的不同情况,当设计承受动力荷载的结构时,选用的钢材级别为最常用的Q235-B。本次龙门架作为四条立杆的材料为Φ219×10钢管,横杆采用Φ159×8钢管,斜撑采用Φ108×6钢管。两条分力横梁采用32#工字钢,主吊横梁采用40#工字钢。整体采用方形框式结构,通过拆卸某一条横杆,设备便能从开口进入,并从中部空位升降,与电梯升降原理相似。如图1所示。

图1 龙门架结构示意图
1.2 龙门架主吊横梁强度校核计算
1.2.1 理论公式计算
已知:采用40#工字梁,跨度为4.2 m,中心点受力约34 t(352.8 kN),由于载荷作用,在中部造成的弯矩最大,其中部的弯矩为:

工字梁在中部的最大应力为:σ=M/W,查表得到截面模量系数W=1190 cm3,则σ=131 MPa<设计值σ=205 MPa。
经仿真受力校核,工字梁最小安全系数为K=1.32>1,因此采用40#工字梁能满足吊装载荷要求。
1.2.2 有限元仿真计算:
如图2所示主吊横梁的有限元分析可知,采用40c工字梁,跨度为4.2 m,中心点受力约34 t(352.8 kN),经受力校核,工字梁最小安全系数为1.32>1。因此采用40#工字梁能满足吊装载荷要求。
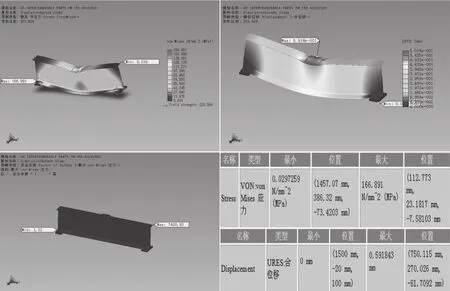
图2 主吊横梁有限元分析图
1.3 龙门架制造工艺要求
1.3.1 下料切割工艺要求
按照施工工艺要求,采用砂轮切割机或氧乙炔切割成型,气割对接焊缝处的坡口。在气割成型的连接12 mm钢板画上钢板压圆的中线及直缝对接的装配依线,均打上洋冲眼,铲除割渣及毛刺,打磨周边坡口面至光洁后,进入下道工序。
1.3.2 拼接预焊工艺要求
根据加工图纸尺寸,将钢管与钢板放置在组对工装上,调整对接位置的错边误差,应控制在2 mm左右,将组对完成经检验符合要求的管体实施定位焊。
1.3.3 钢管焊接工艺要求
按要求施焊前焊条经过烘焙,设计无规定时,焊接Q235钢时宜选用E43系列碳钢结构焊条;要求等速焊接,保证焊缝厚度、宽度均匀一致。整条焊缝焊完后清除熔渣,经焊工自检(包括外观及焊缝尺寸等)确无问题后,并经外观检查符合工艺要求。
1.3.4 除锈上漆工艺要求
对焊接组装完的龙门架部件进行表面除锈清理,刷防锈油漆,并在钢管上打上钢印标记,方便后续整体装配对接。
2 龙门架吊装使用方法
2.1 龙门架的安装与拆卸
(1)地基要求:龙门架安装混凝土基础必须经夯实,承载力应不小于80 kPa ;基础表面应平整,水平度偏差不大于10 mm 。
(2)现场清理:清理好龙门架基础及其周围现场,以便配合龙门架安装作业。 做好安装现场安全防护区的防护工作,禁止非作业人员停留和通行,准备好足够的夜间作业照明设备。
(3)龙门架拼接:龙门架各零部件采用M14×60螺栓连接,各连接点必须张紧固定。图3所示为部件连接示意图。
(4)龙门架分前后两部分安装,先对前端四根立柱将横杆、斜杆安装到位,再上下两部分同时立起来安装。前端安装好以后,再安装后端的两根立柱。
(5)安装龙门架横杆、斜杆,需采用升降平台,葫芦拉起横杆安装。龙门架三楼工字梁采用40#工字钢,焊接需筋板加固。
(6)安装验收要求(见表1所示)。

图3 部件连接示意图
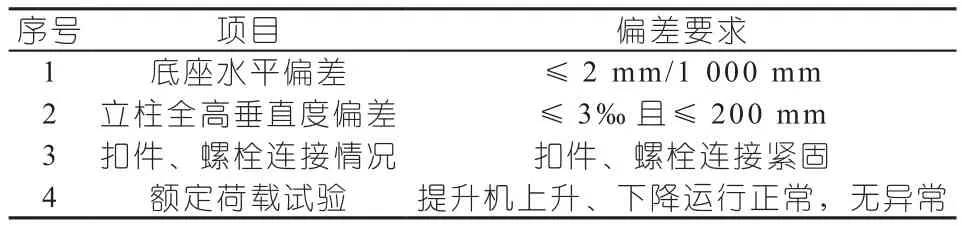
表1 龙门架安装验收要求
2.2 大型设备吊装实例应用
本次吊装采用炼胶机台中重量达34 t的密炼机为实例,进行一个具体应用的案例介绍。
(1)试吊验证
将放置在一楼的废旧设备(原重量36 t的减速箱)装到预制好的托排上。采用滚筒的方式,利用叉车将减速箱拖到龙门架内。根据减速箱吊耳分布,捆绑牢固减速箱。采用50 t滑轮组,5 t卷扬机配合,将主机吊起离地100 mm,试吊时间为30 min,并检查龙门架各连接点的受力情况和滑轮组钢丝绳排布是否均匀。试吊完成后,将减速箱移走。
(2)机台移位
在平台上铺上200 mm×200 mm×2000 mm枕木20条,枕木上方铺上14 mm钢板,钢板上方放上Φ89×10钢管滚筒。在主机四个角采用千斤顶将其顶起,在设备两端安装5 t手拉葫芦,将其拉到滚筒平台上。在5 t葫芦牵引下,移到距离龙门架1 m位置。
(3)机台吊装
2个20 t手拉葫芦起吊主机,5 t手拉葫芦牵引,50 t滑轮组慢慢将主机移到龙门架中心。在滑轮组承受主机所有重量后,向下吊至地面脱排,做好安全围闭。口哨指令:一短准备,二短起吊,三短下降,一长停止。摇旗指令:绿旗启动,红旗停止。图4所示为机台吊装示意。
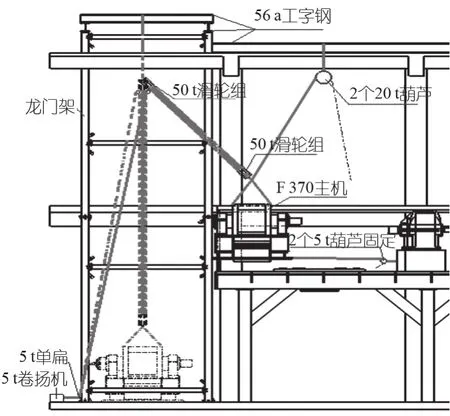
图4 机台吊装示意图
3 龙门架吊装安全使用注意事项
(1)搭制龙门架的员工必须经过培训,经考试合格后持证上岗,严禁无证人员上岗操作。操作人员必须按要求正确佩戴安全帽、安全带,穿防滑胶底鞋。
(2)龙门架首层周围做封闭处理,螺栓、绳卡、钢丝绳压板及其他螺栓,必须紧固可靠。对安装底盘的砼基础面及地脚螺栓,进行技术检查及校正。
(3)明确指挥、统一号令、严禁多余指挥,在吊装过程中卷扬机操作员除对“停机”信号不管是任何人所发出都得接受外,其他任何信号都只能听从统一指挥,不得接受他人的指挥信号。
(4)吊装过程中,要经常检查龙门架的是否有异常现象,如存在问题应立即停止使用,及时进行修理,确保正常后方可继续使用。
(5)吊装作业的指挥者要有丰富的指挥经验,指挥手势或信号要准确清楚,所处位置能使各个起重点都能看得清楚,指挥要举旗吹哨。
4 结束语
本文通过公司大型炼胶设备采用龙门架吊装实例,阐述了龙门架在设计制造、安装拆卸、吊装步骤、安全注意事项的应用,具有鲜明的实用性和参考价值,为提高设备起重吊装效率提供较好的参考。
