汽车轮胎生产基本工艺(三)
2018-11-13杨顺根
杨顺根
(全国橡塑机械信息中心,北京 100143)
(接上期)
5 帘布压延覆胶
作为轮胎结构中承受主要负载和作用力的胎体骨架材料有纤维帘布和钢丝帘布两类,其性能和压延覆胶工艺及其所用设备各不相同。
目前,纤维帘布主要用作斜交轮胎的胎体骨架材料和轿车、轻卡子午线轮胎的胎体骨架材料。纤维帘布通常为带有稀疏纬线的有纬织物,帘布中的纬线仅为方便生产使用,在轮胎结构中没有其他用处。钢丝帘布主要用作全钢载重子午线轮胎的胎体和带束层的骨架材料,以及半钢子午线轮胎的带束层骨架材料。钢丝帘布采用单根合股钢丝帘线导开、整经后以无纬压延的方式生产。
5.1 纤维帘布压延覆胶
5.1.1 表示纤维帘布纤度的单位
纤度是表示纤维粗细程度的一种指标,分重量和长度两种方法表示:重量表示的方法是以一定长度的纤维重量计,即纤维重量与长度之比(以“旦”和“特”为单位)。长度表示法则以一定重量的纤维长度计(常称“支数”)。轮胎纤维帘布常用前者表示,后者常用于生活纺织品纤维的表示。
a.denier(旦):定长9000 m纱线(纤维)的重量克数,国家标准定为1 denier=1 g/9 km。
b.tex(特):定长1000 m纱线(纤维)的重量克数。
c.dtex(分特):定长100 m纱线(纤维)的重量克数。
5.1.2 常用轮胎骨架材料
常用的骨架材料如下:
a.尼龙帘线帘布:93.3 tex/2、140.0 tex/2、186.7 tex/2、210.0 tex/2。
b.聚酯帘线帘布:111.1 tex/2、166.7 tex/2、122.2 tex/2、144.4 tex/3等。
c.芳纶帘线帘布:166.7 tex/2、166.7 tex/3。
在实际生产中,常用的是尼龙帘布,其次是聚酯帘布和芳纶帘布,棉帘布和人造丝帘布已被淘汰。帘布规格93.3 tex/2表示该帘布的帘线由2股93.3 tex构成。
尼龙帘布的材料有尼龙6和尼龙66两种,其主要规格有:
尼龙 6浸胶帘布 : 930 dtex/2(V1、V2、V3),V1为126根经线/10 cm;1400 dtex/2:V1-100、V2-71、V3-52;1870 dtex/2:V1-78、V2-74。
尼龙66浸胶帘布: 140 dtex/2:V1-100、V2-74、V3-52;186.67 dtex/2:V1-88、V2-68.4。
通常V1用作内层帘布,V2用作外层帘布,V3用作缓冲层帘布。
尼龙帘布的标准幅宽为145 cm±3 cm。
目前,成品尼龙帘布已经经过浸胶热伸张处理,到轮胎企业无需再行特殊处理即可用于压延覆胶。
聚酯帘布常用规格:111.1 tex/2、122.2 tex/2、166.6 tex/2、111.1 tex/3、144.4 tex/3。
聚酯帘布常用于轻载子午线轮胎。
芳纶帘布常用规格:166.6 tex/2、166.6 tex/3。
聚酯帘布和芳纶帘布在使用前,须经特殊的浸胶热伸张处理,以确保热稳定性和与橡胶的黏合性能。
芳纶帘布可用于高级轿车子午线轮胎的生产。
5.1.3 尼龙帘布新旧规格对照
尼龙帘布的新旧规格对照见表5。
表5 尼龙帘布新旧规格对照
5.1.4 纤维帘布压延前的处理
由于尼龙等化学纤维的特殊性,为了提高其与橡胶之间的黏合性能和帘线的稳定性能,尼龙帘布等化学纤维白坯布,必须经过浸胶热伸张处理,经过浸胶热伸张处理的尼龙帘布不但可以提高与橡胶的黏合力,更能改善尼龙帘布的热收缩性能,减小定负荷延伸率和热收缩率。
尼龙帘布浸胶热伸张处理的工艺过程如下:
帘布导开→前牵引→前贮布→浸胶→真空吸胶→干燥→热伸张→热定型→冷却→后贮布→后牵引→卷取。
帘布经过浸渍胶浆之后,主要通过热伸张、热定型和冷却三个工艺过程达到工艺目的。在三个工艺过程中必须处理好温度、张力和时间三个重要参数(即所谓的3 t条件)。每一种帘布的参数需经试验确定。对于如1260 detex/2尼龙帘布的热伸张处理条件为:热伸张张力25~50 kN,温度185~210℃,时间20~40 s。热定型张力 20~40 kN,温度 185~210℃,时间20~40 s。在热伸张处理之前,帘布需先行干燥,干燥时的张力一般为10~40 kN,温度110~150℃,干燥时间 100~150 s。
浸胶用的浸渍剂通常采用间苯二酚-甲醛-胶乳。胶乳以丁苯吡胶乳为主,配以部分天然胶乳或丁苯胶乳。这种浸渍剂渗透和附着在帘布上之后,可以极大地提高帘布和橡胶的黏合力。
5.1.5 纤维帘布压延工艺及帆布擦胶工艺
纤维帘布的压延工艺以贴合薄胶片压力贴胶的方法生产覆胶帘布。通常采用四辊压延机两面一次压延覆胶的方法,其基本工艺过程如下:
纤维帘布导开→牵引→贮布→干燥→一次两面覆胶压延→冷却→帘布刺孔→贮布→牵引→卷取。
一般情况下压延机4个辊筒的速比为:No.1:No.2:No.3:No.4=1:1.4:1.4:1。
对于现代化S型四辊压延机,由于采用每个辊筒独立直流驱动调速系统,辊筒速比可以在0.5~1之间任意调节,以获取最佳压延效果。
贴胶压延首先由No.1辊和No.2辊及No.3辊和No.4辊分别压延的两层胶片,在通过No.2辊和No.3辊的辊距时在一定压力下贴合帘布上,完成帘布一次两面贴胶的基本压延操作。
帘布每面贴胶厚度通常为0.25~0.50 mm左右。表6列举示例,供参考。
表6 帘布压延厚度
在斜交胎生产中,要用到少量的细布、帆布的擦胶压延,这类纤维织物如果用压力贴胶的方法压延,由于织物密度的关系,胶料难以渗入到织物纤维线之间,因此必须用擦胶的方法压延。擦胶压延一般用三辊压延机,且一次只能擦胶一面,两面擦胶需要擦胶压延两次。
三辊压延机用于擦胶操作时的辊筒速比一般为:No.1:No.2:No.3=1:1.4:1。
擦胶工艺是辊筒上胶料与织物在“摩擦”状态下将胶料擦入织物缝隙及其表面。擦胶压延分厚擦和薄擦两种,厚擦时三辊压延机的中辊(No.2)上始终包有一层胶料,而薄擦时,中辊不会包有胶料。
纤维帘布在进入压延机覆胶压延之前,必须利用蒸汽加热的辊筒式干燥装置进行干燥,烘干后的帘布应符合工艺要求,尼龙帘布的水分应≤1%。
干燥装置干燥辊的表面温度由干燥辊的数量和纤维种类决定,对于Φ700×1800 S型四辊压延联动线,不同帘布的烘干温度大致为:尼龙66,110~115℃;尼龙6、聚酯,105~110℃;帆布,100~105℃。
此外,为保证纤维帘布压延质量,帘布在压延过程中要施以一定的张力,以防在压延过程中产生收缩,通常每根帘线施加的张力值为:尼龙帘线,1.96~2.45 N ;聚酯帘线 1.96~2.94 N。
纤维帘布经压延覆胶后,应保持总长度和宽度基本不变,帘布幅宽公差≤±20 mm。同时,要求帘布边部(0~25 mm之内)密度按V1、V2、V3比原帘布布边密度标准根数分别不超过3根、2根、1根帘线。这是因为在压延过程中,由于压延张力和帘布热收缩等原因,会导致帘布帘线排列不均,通常形成中间比较均匀,两边过密,严重时造成布边不平整,影响后工序的裁断和接头。同时帘布变窄后影响帘布的利用率。解决的办法是在生产线中装设扩布辊和扩边辊,使帘布帘线排列均匀,帘布宽度保持在1450 mm或1460 mm。
压延机工作时,供胶胶料堆积在两个辊距处,胶料中会带入气泡,导致覆胶帘布夹有气泡,容易造成帘线重叠等质量问题,为此必须消除气泡。消除的办法,除调整供胶胶料温度和辊筒温度外,就是采取自动划泡措施,用划针在辊筒上来回移动划破胶层,释放气泡空气,提高压延质量。
压延操作中,压延机辊筒温度同样是一个非常重要的参数,过高或过低的辊筒表面温度,会产生胶料焦烧、掉皮和胶疙瘩等压延缺陷,特别是新型原料的应用,辊筒温度的选用尤需注意。实际辊筒温度要根据胶料配方、骨架材料、压延工艺及设备等因素进行考虑。
四辊压延机压延帘布时的辊筒温度如表7所示,可供参考。

表7 辊筒温度 ℃
纤维帘布的压延速度一般较高,压延机的设计压延速度要达60~70 m/min,实际压力贴胶的压延速度通常在50 m/min左右,但开机速度一般仅为3.5 m/min左右。
擦胶压延速度略低于压力贴胶压延速度,薄帆布为 5~30 m/min,厚帆布则可达 30~50 m/min。
压力贴胶的覆胶压延厚度较薄,控制好压延厚度可控制胶料的消耗。
5.1.6 压延供胶
压延帘布时,持续稳定的供给经过热炼的胶料十分重要。热炼供胶方式有两种:开炼机热炼供胶和销钉机筒冷喂料挤出机热炼供胶。
开炼机用作热炼供胶时,常用的规格为Φ660×2130及Φ560×1530,辊筒速比通常采用1:1.09,其热炼的工艺条件如表8所示。

表8 开炼机热炼工艺条件
现代化的纤维帘布压延生产线,目前大多采用销钉机筒冷喂料挤出机热炼供胶,它具有工艺简单、节能、减少投资和减少热炼设备占地面积等优点。
对于Φ700×1800及Φ610×1730四辊压延机,当采用开炼机热炼供胶时需要4台开炼机,每台开炼机主电机功率200 kw计,四台机器共800 kW,而用200×12D销钉机筒冷喂料挤出机热炼供胶则仅需2台机器,按每台主电机功率220 kW计算,共计440 kW,两者相差360 kW。
利用销钉机筒冷喂料挤出机作热炼供胶时,要控制好挤出机各部位的温度,大致如下:挤出机机身,(70±3)℃ ;螺杆,(80±3)℃ ;机头,(90±3)℃
5.1.7 压延生产线
纤维帘布通常使用四辊压延生产线,而擦胶操作则常用三辊压延生产线。帘布一次两面压力贴胶大多采用Φ700×1800 S型四辊压延生产线和Φ650×1730Γ型四辊压延生产线,其主机参数如表9所示。
表9 纤维帘布四辊压延机主机参数
S型四辊压延机的No.1、No.2、No.4辊带有中高度,No.1和No.2辊还设有预负荷装置,此外No.1和No.4辊还设有轴交叉装置,这些措施都是为了提高压延厚度的精度。为使帘布接头顺利通过辊距,No.2辊则设有过接头保护装置,当帘布接头通过时会自动放大辊距。机器的4个辊筒各自设有一套独立的直流传动系统,辊筒之间的速比可在0.5~1之间任意调节。
“Γ”型四辊压延机是一种传统产品,由于结构的限制,虽经不断改进,压延精度相对较低,仅有侧辊和下辊设有提高压延精度的中高度。
擦胶三辊压延机的常用规格为XY-3I1730,其辊筒规格为 Φ610×1730,压延速度 8~54 m/min,最小压延厚度0.2 mm。上、下辊筒具有中高度,可消除两边薄中间厚的特点。下辊设有液压过接头保护装置。对于传统三辊压延机,辊筒两端装有速比齿轮,采用拔键方法调整辊筒速比,以满足不同压延工艺要求。
压延机和压延联动装置组成生产线。联动装置由纤维帘布导开装置、帘布接头硫化机、导开张力架、前后牵引装置、前后贮布装置、预张力装置、干燥装置、前后张力架、冷却装置、卷取张力架和卷取装置等组成。帘布在压延过程中,为确保压延质量,在联动装置不同区段对帘布施加不同张力。压延区的最大设计值为15 kN,卷取张力值为0.5~1.0 kN,导开张力值为 0.3~0.5 kN。
帆布、细布压延联动装置的结构组成相对比较简单,它主要由导开装置、冷却装置和卷取装置组成。干燥装置独立组成干燥系统。帆布、细布在进行擦胶压延工艺之前先行干燥。单独设置干燥的原因是既有八辊或双八辊干燥装置的干燥速度与压延速度不匹配,干燥速度低于压延速度。压延联动装置设计速度为5.4~54 m/min,而八辊和双八辊干燥装置的设计干燥速度仅为 8.5~20.5 m/min。
压延系统的最大张力为2 kN。
5.2 钢丝帘布压延覆胶
5.2.1 钢丝帘线
目前,全钢载重子午线轮胎的胎体层和带束层及轿车和轻卡子午线轮胎的带束层使用由钢丝帘线构成的钢丝帘布。由于钢丝帘线具有极高的强度,从而可大量减少骨架层层数,降低重量,减少原料消耗,提高散热性能,提高使用寿命,节能降耗。
钢丝帘线由多根细钢丝捻制而成。常用的钢丝帘线规格如下:
轿车子午线轮胎 :1×4×0.25OC、2+2×0.25NT/HT、1×2×0.30HT、2+2×0.30HT、1×3HT( 开 放 型 )、1×3HT(全渗胶);
轻卡子午线轮胎 :2+2×0.25、3+6、2+7、1×12CC、2+2HT、3+6HT、2+2ST、1+4st、3+8HT ;
全钢载重子午线轮胎:
胎 体 :3+9×0.22+0.15HT、12×0.22+0.15HT、3+8×0.22HT、0.20+18×0.175HT、27×0.175+0.15、3+8+13×0.18+0.15 H T、0.25+18×0.22 H T、3+9+15×0.175+0.15 ;
带束层 :3+6HT、3+9、3+9+15×0.22+0.15、3×7×0.20HE、3×4+0.22HE、4×4×0.22HE。
钢丝帘线的规格随着技术进步,帘线规格不断推出新产品,性能也在不断提高。
钢丝帘线以缠卷成锭子形式供给钢丝帘布压延机压延成覆胶钢丝帘布。每个钢丝帘线锭子缠卷长约2000~4000 m钢丝帘线,通常为2000 m左右。
5.2.2 钢丝帘布压延
生产覆胶钢丝帘布有压延法和挤出法两种方法。压延法又分冷压延法和热压延法两种方法。用螺杆挤出机以挤出的方法生产钢丝帘布的方法见帘布裁断部分的有关内容。
冷压延法:利用三辊或四辊压延机先将钢丝帘布胶料压延成工艺所需厚度的胶片,经冷却后卷取。然后用冷贴合钢丝帘布生产线将导开的上、下两层胶片在常温下送往整经好的钢丝帘布上、下方,经两辊压延机压力贴合,然后卷取备下工序裁断。
冷压延法生产钢丝帘布工序繁杂,效率低,胶料很难渗入钢丝帘线缝隙,压延质量较差,目前在轮胎企业已很少使用。
热压延法:钢丝帘布的热压延工艺类似于纤维帘布一次两面压力覆胶压延工艺。钢丝帘布热压延的工艺过程大致如下:
钢丝帘线导开→整经→一次两面压力覆胶压延→冷却→贮布→卷取。
热压延用钢丝帘布压延机,有分离型S型四辊压延机和传统型S型四辊压延机两种结构类型。如图21所示。两种类型的压延形式,在实际生产中都有使用,而且我国早期进口和使用的都是传统型的压延形式,随后开发使用了分离型S型的辊的形式,这种形式实际上由两台两辊压延机组合而成。不论何种形式压延机,为提高压延精度,均设有辊筒轴交叉装置和轴承预负荷定位装置。
钢丝帘布压延机的设计压延速度为4~40 m/min,远低于纤维帘布压延机的速度。钢丝帘布压延机同样采用每个辊筒独立直流驱动系统,因此辊筒速比可以在0.5~1之间实现无级调节。
钢丝帘布压延机常用的规格有:Φ450×1000、Φ450×1200、Φ500×1300、Φ560×1240等。单层胶片压延厚度1.2~3 mm,压延区最大张力为20 kN。
图21 两种钢丝帘布压延形式
也有企业要求一台压延机具有两种用途:既可压延钢丝帘布,也可压延纤维帘布,这在某种情况可以减少设备投资,但在实际生产中用者不多,对于大型轮胎企业不适合使用。
几种规格钢丝帘布压延机的主要技术参数如表10所示。
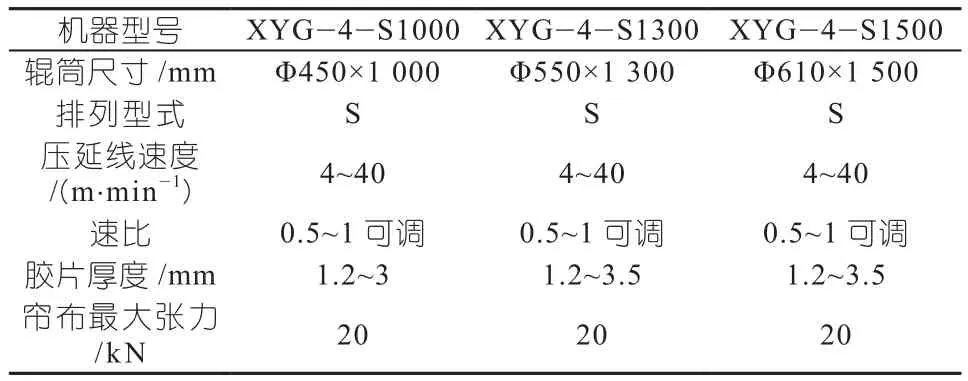
表10 钢丝帘布压延机主要技术能数
5.2.3 钢丝帘布压延机供胶
钢丝帘布压延机的热炼供胶与纤维帘布压延机的热炼供胶类似。用开炼机热炼供胶和销钉冷喂料挤出机热炼供胶均可。用开炼机热炼供胶时,用两台XK-550开机进行粗炼,另两台XK-550开炼机分别用作细炼和供胶。粗炼、细炼和供胶的辊筒温度为40~50℃。供胶胶料温度为(80±5)℃。供胶温度随钢丝帘布压延工艺不同而有所不同,因此最高供胶温度可达(100±5)℃。
当采用销钉机筒冷喂料挤出机给钢丝帘布压延机热炼供胶时,同样配用两台Φ200×12D挤出机,每台挤出机负责一个辊距的供胶。
不论是用开炼机供胶还是用挤出机供胶,供胶输送带上必须装设金属探测器,以免金属杂质进入压延作业,影响压延质量,或致损坏机器。
5.2.4 联动装置
钢丝帘布压延联动装置由前、后辅机组成。前辅机包括锭子房、钢丝导开装置、接头机、整经装置等组成。后辅机由过张力保护及张力控制器、冷却装置、卷取贮布器、卷取喂料装置、自动切割装置及卷取装置等组成。机组设有4个张力区段:。每根钢丝的导开张力为12~15 N,压延张力按每根钢丝20~30 N计算,帘布贮存架的最小张力为1000 N。
钢丝帘线锭子房是生产线中非常重要的部分,它要求:
(1)生产钢丝帘布用的钢丝锭子送入锭子房时包装必须完好无损,每个包装内有干燥剂1 kg,存放时间在12个月以内。
(2)锭子房空调条件:锭子房温度必须高于室外温度2~3℃,相对湿度≤50%。
(3)钢丝锭子送入锭子房存放24 h以上方可使用。
(4)钢丝帘线不得长时间暴露在锭子房内,钢丝帘线表面不得有氧化现象或锈迹。
5.2.5 钢丝帘布胶料
子午线轮胎钢丝帘布胶料必须具有较高的拉伸强度。耐疲劳、耐热和抗老化性能。为此,胎体钢丝帘布以用天然橡胶为主,兼用槽法炭黑和高耐磨炉黑作为补强填充料,且用量较多。
钢丝带束层胶料以天然橡胶为主,加用适量顺丁橡胶,配以高耐磨炉黑。
为改善胶料与钢丝帘线的黏合性能,胶料必须加入钴盐增黏体系或间甲白增黏体系,或二者并用,取长补短。
