响应面法优化低温真空油炸鱼糜脆片加工工艺
2018-09-13邓昌俊郑心怡沈瑾烨游卿翔曾红亮郑宝东
邓昌俊,郑心怡,沈瑾烨,游卿翔,曾红亮,郑宝东,张 怡,*
(1.福建农林大学食品科学学院,福建福州 350002;2.福建农林大学,中国—爱尔兰国际合作食品物质学与结构设计研究中心,福建福州 350002;3.福建农林大学生命科学学院,福建福州 350002)
休闲食品在我国具有较为广阔的市场前景,根据中国食品工业协会《中国休闲食品行业发展研究报告》报告测算,2015~2019年,全国休闲食品行业将继续保持较高速度的增长,增长率维持在17%以上,在2019年休闲食品产业产值将达到1.99万亿元[1]。本文通过开发出一款新型的休闲鱼糜制品从而拓宽鱼糜制品的市场。本文采用的金线鱼鱼糜(surimi)为一种净鱼肉制成的,供进一步制作鱼糜制品的稠糊状半制品。将鱼肉经过采肉、捣碎、漂洗等工序,并根据需要加入各种其他辅料和食品添加剂,最后经过擂溃后的产品即为鱼糜(生鱼糜)[2]。鱼糜可经速冻制成冻鱼糜或制成鱼香肠、鱼糕、鱼圆、鱼卷等各种熟鱼糜制品[3]。由传统的鱼糜制品均为冷冻保藏,因此冷冻保藏带来的销售淡旺季问题是限制鱼糜制品发展的主要因素。现阶段的鱼糜主要研究方向是鱼糜制品的理化性质,通过超高压、酶法、茶油等加工方法或添加物改善其凝胶性等[4-6]。通过前期市场调查,未见到有低温真空油炸技术应用于鱼糜产品,所以从低温真空油炸技术着手,利用其替代传统油炸并提高产品品质的特性,成功开发出一款新型的休闲鱼糜制品,解决传统鱼糜制品需要冷冻保藏带来的销售淡旺季问题。
低温真空油炸技术主要是利用在真空状态下,食品原料中的水分和油料的沸点较低,实现在低温条件下降低食品水分含量的目的[7]。由于普通油炸需要高温保证油料的沸腾,因此会导致食品营养成分损失、色泽变化、产生致癌物质等不利影响,真空油炸技术能够很好的解决这些弊端,在保持食品原料本身色泽的基础上还能够保证食品的营养和风味[8]。
1 材料与方法
1.1 材料与仪器
金线鱼鱼糜(冻藏) 诸城德能商贸有限公司,纯度98%;蛋清粉 河北百味生物科技有限公司,食品级,纯度99%;料酒 北京市老才臣食品有限公司;魔芋胶 湖北强森魔芋科技有限公司,食品级,纯度99%;变性淀粉 宁津县嘉和节能材料有限公司,纯度100%;复合磷酸盐 无锡盛世宏程生物科技有限公司;大豆分离蛋白 山东京云生物科技有限公司,食品级,纯度99%;食用盐 中盐上海市盐业公司;棕榈油 益江(张家港)粮油工业有限公司;薯愿牌薯片 上海苏旺食品有限公司;乙醚 山东浩中化工科技有限公司,分析纯95%;脱脂棉线 杭州优肯化工有限公司;定性滤纸 杭州特种纸业有限公司,圆形直径18 cm。
XB-30雪花制冰机 宁波新芝生物科技股份有限公司;ADCI-60-C色差计 北京辰泰克仪器技术有限公司;SFY-20A卤素快速水分测定仪 深圳市冠亚电子科技有限公司;JYL-D020九阳搅拌机 九阳股份有限公司;QS-05真空油炸机 全氏食品机械(上海)有限公司;SZF-06脂肪测定仪 上海洪纪仪器设备有限公司;ZA500R3分析天平 上海赞维衡器有限公司;TA-XT2型质构仪 英国Stable Micro System公司;DHG-9245A电热鼓风恒温干燥箱 上海一恒科学仪器有限公司;C21-SN2105T多功能电磁炉 广东美的生活电器制造有限公司。
1.2 实验方法
1.2.1 鱼糜脆片加工工艺 金线鱼鱼糜高速斩拌→加盐、魔芋胶斩拌均匀→变性淀粉、碎冰高速斩拌→大豆分离蛋白、配料斩拌→蒸煮定型→切片→预处理→真空油炸→高速脱油→包装
操作要点:
鱼糜成型:首先对斩拌好的鱼浆定型,二次蒸煮定型,在50 ℃蒸汽蒸煮5 min一次成型,用95 ℃蒸汽蒸煮5 min二次成型,确保鱼糜蒸煮完全;
切片:对蒸煮定型的鱼糜进行切片处理,保证鱼糜片厚度一致(1~5 mm厚度不同,确定最佳切片厚度);
冷冻:将切片的鱼糜片用自封袋密封放置与-18 ℃冰箱保存,进行冷冻预处理;
真空油炸:先对油炸设备进行温度设定进行升温,达到要求后将油料排空,在筐中进行投料,打开真空泵抽真空,当真空度达到要求后进行油炸;
高速离心脱油:油炸后的鱼糜脆片需要进行脱油处理,在真空状态下进行高速离心脱油,离心时间为2.5 min,转速为300~350 r/min;
包装:用铝箔充氮包装,减缓脂肪氧化速率,延长脆片保质期。
1.2.2 单因素实验设计 在真空度为0.095 MPa条件下分别进行单因素实验:以温度(85、95、105、115、125 ℃)为变量的单因素实验中,设定油炸时间为5 min,脆片厚度为1 mm;以油炸时间(1、2、3、4、5 min)为变量的单因素实验中,设定油炸温度为105 ℃,脆片厚度为1 mm;以脆片厚度(1、2、3、4、5 mm)为变量的单因素实验中,设定油炸温度为105 ℃,油炸时间为3 min。以得到最佳加工工艺,为响应面优化提供参考。
1.2.3 响应面分析 在前期单因素实验基础上,选取油炸温度(A)、油炸时间(B)和脆片厚度(C)3个因素为自变量,以油炸鱼糜脆片的脂肪含量(R1)、色差(R2)和断裂力(R3)分别为因变量,选取N=17的响应面试验设计,因素水平编码见表1。
表1 响应面试验因素及水平表
1.2.4 指标测定 断裂力:本实验通过断裂力来表示产品质构变化,研究表明[9-10],断裂力能够很好的表现产品的脆度,产品的断裂力越小,表明脆度越大。使用质构仪在穿刺模式下,采用 P/5S探头,测前速度1 mm/s,测中速度0.5 mm/s,测后速度10.0 mm/s,测试距离为3 mm,触发力为5 g。根据压缩厚度比(STRAIN),设定为30%。取10片鱼糜脆片进行多次测试,取平均值。
脂肪含量:根据GB/T 5009.6-2016《食品中脂肪的测定方法》,采用索氏提取法对鱼糜脆片的脂肪含量进行测定。
式(1)
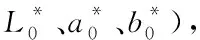
感官评价:由中国-爱尔兰国际合作感官实验室对样品进行评定。根据鱼糜脆片的外观、色泽、质构、含油量、口感、气味对编号的脆片以十分制进行评分,评分标准见表2。
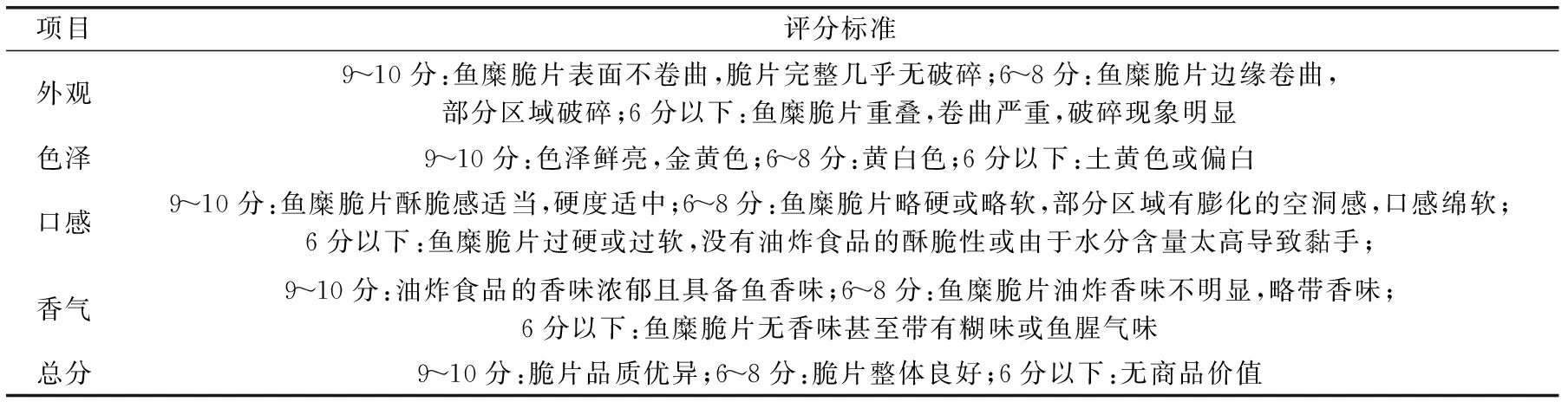
表2 感官评分表
1.2.5 统计分析 所有实验分析重复3次,结果取平均值,采用 Design Expert V8.0.6统计软件进行实验设计和数据分析。
2 结果与分析
2.1 脆片指标单因素分析
2.1.1 油炸温度对脆片指标的影响 如图1所示,85~95 ℃时真空油炸脂肪含量随着温度增加而降低,当温度到达95 ℃时,脂肪含量处于最低点,之后随着温度的升高,脂肪含量程上升趋势。张婷婷[12]和苏宗祧[13]提出,该情况发生的原因是,相同油炸时间油炸温度越高,水分蒸发速度增大,脆片孔隙中的水蒸气溢出阻止脂肪进入,因此脂肪含量降低。当油炸温度继续升高,水蒸气在较短时间内完全蒸发达到油水平衡状态,使得更多的脂肪进入水分蒸发产生的孔隙中,从而导致脆片脂肪含量升高。图中色差的变化为ΔE不断变小,在90 ℃之后变化较小,是由于蛋白质和淀粉等成分随着温度增加依次发生水解等变化,导致美拉德反应发生引起色差值中的a*(红度)、b*(黄度)增加[14]。在断裂力方面,由于温度的增高导致断裂力不断减小(断裂力越小表明产品的脆度越高),这是由于温度的增加使得脆片油炸水分蒸发加速,内部空隙结构变换,使断裂力减小。图1可以看出,在95 ℃时脂肪含量达到最小值,之后随着温度的升高,脂肪含量不断增大,此时产品的色差和断裂力均处于一个较大的阶段。色差变化趋势随温度增高而降低;断裂力则在105 ℃之后的变化不大,综合考虑选择色差、断裂力、脂肪含量均较低的温度为105 ℃。
图1 油炸温度对脆片指标的影响(±1 ℃)
2.1.2 油炸时间对脆片指标的影响 如图2所示,随着油炸时间增加,脂肪含量先降低之后增加。造成这种结果的原因是脆片较薄,因此油炸完全时间较早,随着油炸时间的增加,脆片油炸过度边缘焦化导致空隙减小,使得脂肪含量下降[15]。随后脂肪含量增加的原因为,油炸时间继续增加,鱼糜片发生卷曲,褶皱,增大了油炸的吸附面积,从而使脂肪含量上升;图中可以看出,在2 min时色差达到最小值,随后逐渐增大。其原因为1 mm的脆片经过2 min左右的油炸过程,已经达到了平衡状态。随着时间继续增大,油炸继续进行,导致成品油炸过度变得焦黄,失去原有色泽;断裂力随着时间的增大逐渐变大,其原因为油炸时间越长,油炸越完全,因此成品的硬度越大,断裂力也就增加。因此油炸时间选择为2 min。
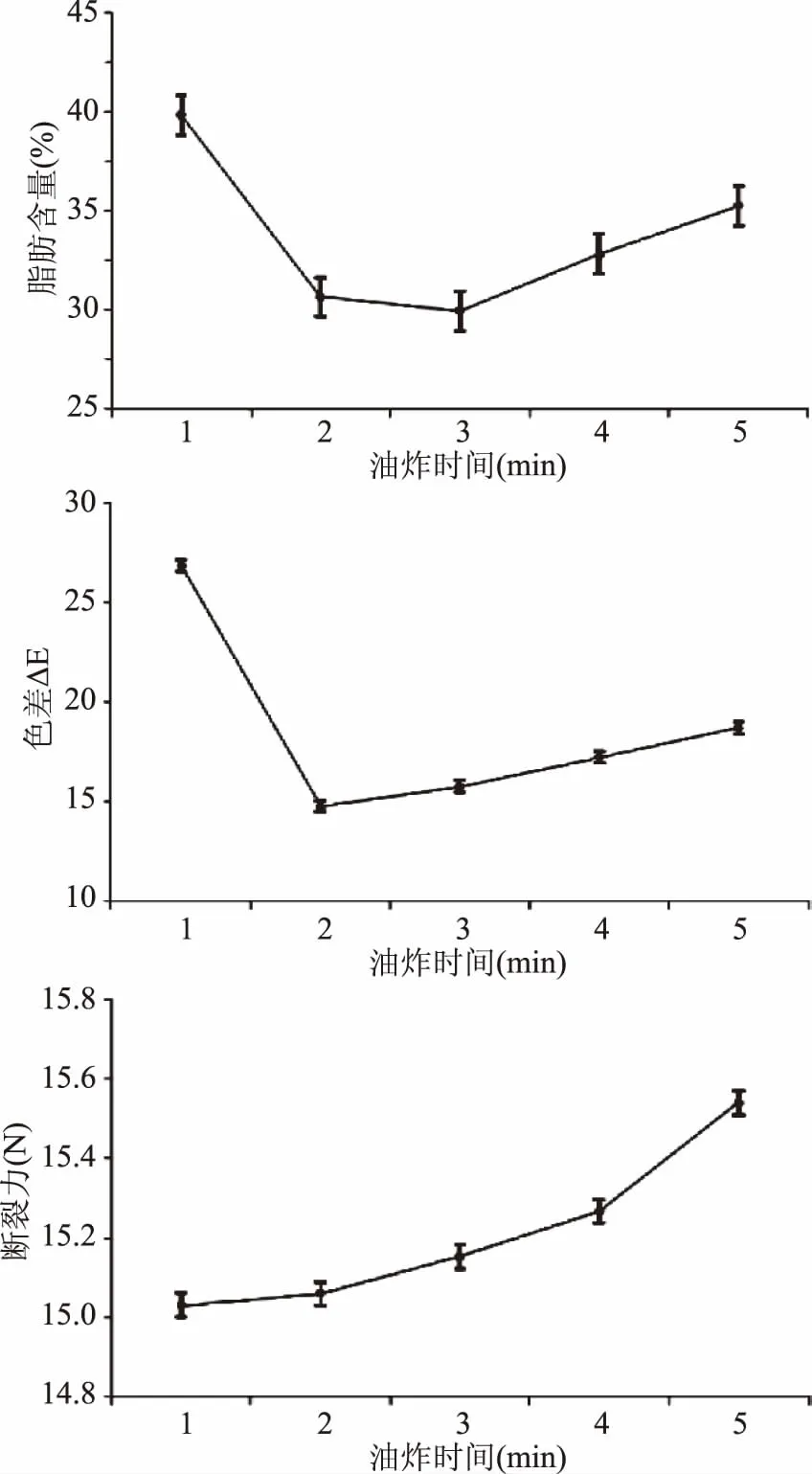
图2 油炸时间对脆片指标的影响(±5 s)
2.1.3 脆片厚度对脆片指标的影响 如图3所示,随着脆片厚度的增加,脂肪含量逐渐降低,这是由于油炸温度和油炸时间固定,脆片厚度越大越难油炸完全,脆片中水分含量越大,因此脂肪含量减小。色差在2 mm达到最小值,随后又增大。其原因为,当脆片厚度在1 mm时,由于脆片厚度过薄,导致油炸完全需要的时间越短,因此油炸过度导致了脆片色泽焦黄,色差反而不理想,而脆片大于2 mm时,由于厚度大,其水分含量相对较大,在105 ℃油炸3 min不能达到油炸完全的状态,因此色泽变化较小。由于脆片油炸不完全的原因,脆片的断裂力也呈现上升趋势,因此油炸厚度选择为2 mm。
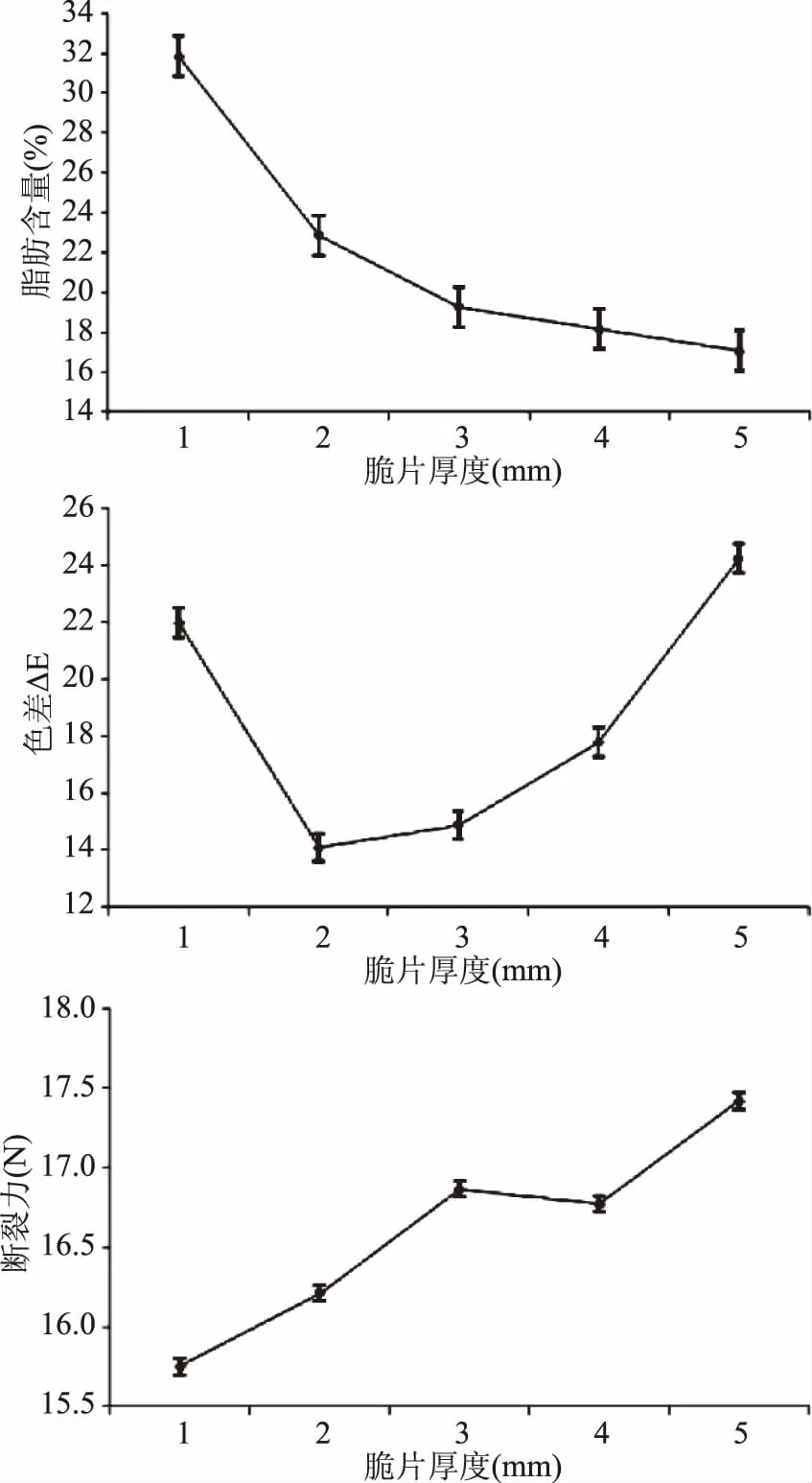
图3 脆片厚度对脆片指标的影响(±0.1 mm)
2.2 响应面试验结果
2.2.1 模型的建立及参数分析结果 鱼糜脆片真空油炸响应面试验结果见表3。分别以脆片脂肪含量、色差和断裂力为响应值,利用Design Expert V8.0.6统计软件对实验结果(表3)进行多元回归拟合,最后得到关于真空油炸温度、真空油炸时间和脆片厚度对鱼糜脆片脂肪含量、色差和断裂力的二次多元多项回归式拟合模型:
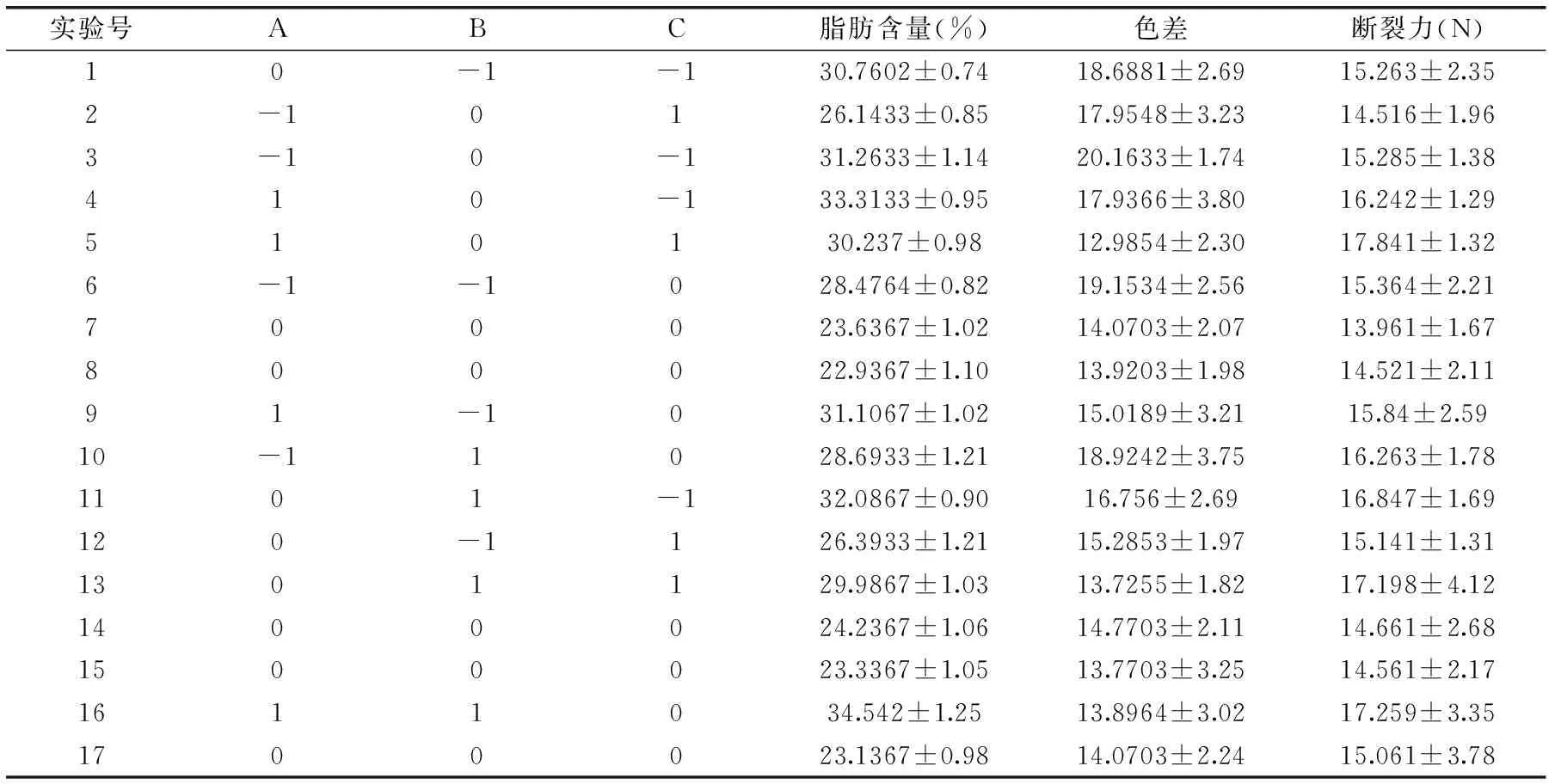
表3 响应面分析实验设计与结果
R1=23.46+1.83A+1.07B-1.83C+0.80AB+0.51AC+0.57BC+3.84A2+3.41B2+2.94C2
式(2)
R2=14.12-2.04A-0.61B-1.70C-0.22AB-0.69AC+0.093BC+1.89A2+0.74B2+1.25C2
式(3)
R3=14.55+0.72A+0.74B+0.13C+0.13AB+0.59AC+0.12BC+0.74A2+0.88B2+0.67C2
式(4)
式中:R1-脂肪含量,%;R2-色差;R3-断裂力,N/m2;A-油炸时间,min;B-油炸温度, ℃;C-脆片厚度,mm。
一般来说,在响应面建模、拟合和优化过程中有误差产生,这会影响模型的适应性,通过文献查询发现[16],当模型的中p值小于0.01,失拟项值大于0.05同时存在的情况下能很好的证明该模型适应性良好。表4为方差分析结果,验证模型方差分析显著性,拟合结果表明,鱼糜脆片的脂肪含量、色差和断裂力3个模型p值均小于0.01,可以推断出3个模型均具有表现为极显著水平;各模型失拟项值分别为0.3168、0.1952和0.1820,均不显著(p>0.05);在实验数据与数学回归模型的拟合性上,可以通过R2进行验证,R2值接近与1,可以得出上述模型具有较好的可信度,可用来预测其指标的实际值[17]。
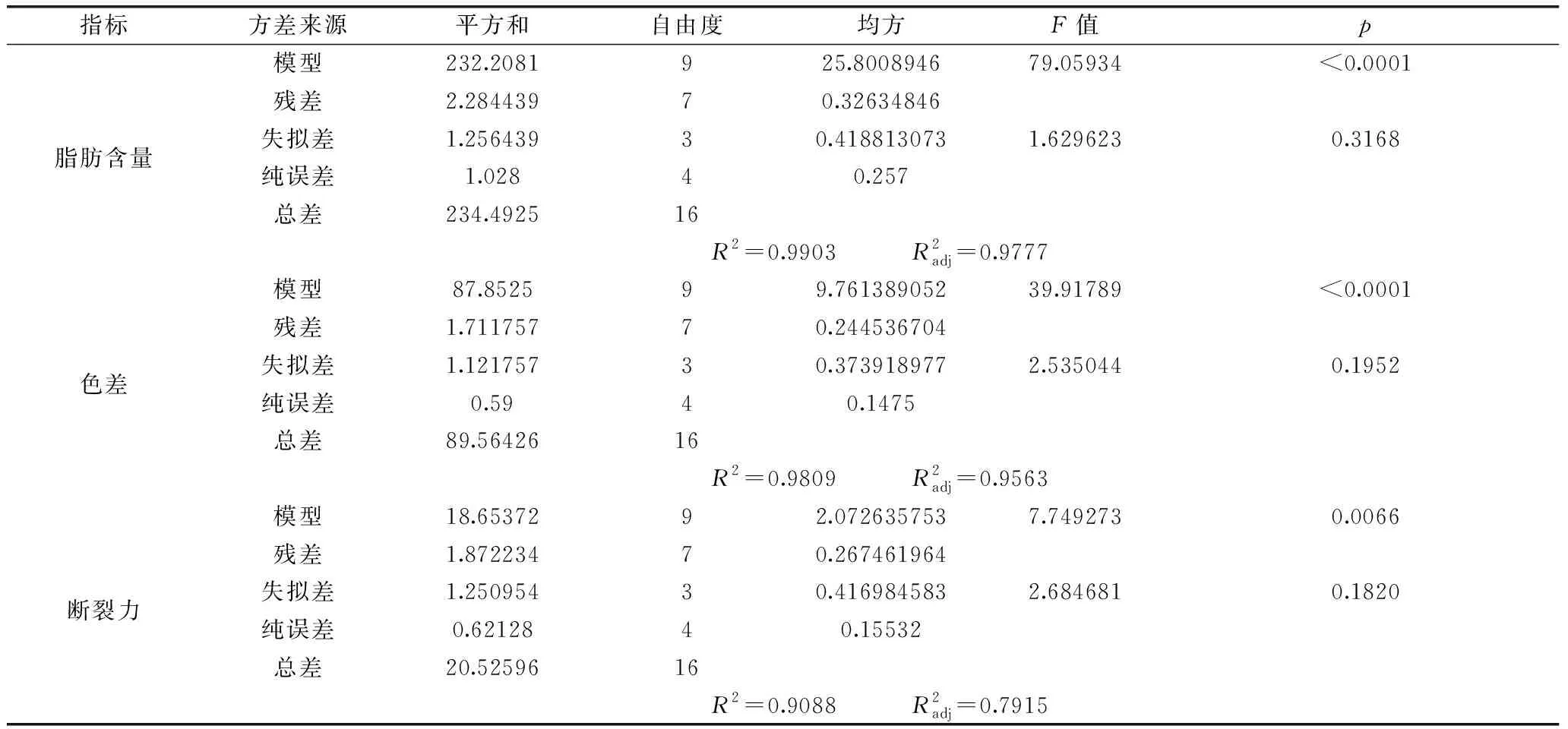
表4 回归模型的方差分析
通过表5可以得到以下结论,在脂肪含量的影响方面,仅AC、BC的p值大于0.05,即油炸温度和脆片厚度、油炸时间和脆片厚度的交互作用对脂肪含量影响不显著,其中油炸时间、脆片厚度的线性效应和所有的二次项影响均达到了极显著水平(p<0.01);色差中AB、BC的p值均大于0.05,表明:油炸温度和油炸时间、油炸时间和脆片厚度的交互作用对色差的影响不显著,油炸时间和脆片厚度的线性效应对其影响最大,均达到极显著水平(p<0.01);在断裂力方面,仅油炸时间的二次项对断裂力的影响显著(p<0.05),表明油炸时间对脆片断裂力的影响较大。
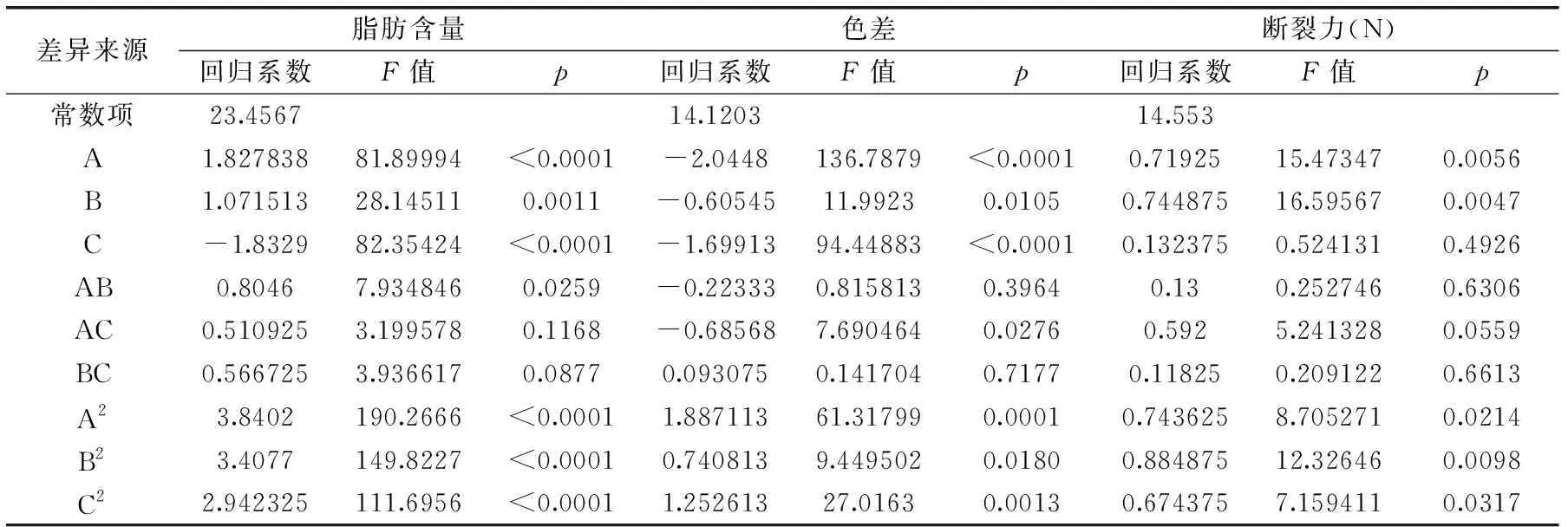
表5 因变量回归系数的检验
利用前期各因素交互作用得出的响应值的显著性,并通过回归方程分别绘制对应的3D效果图,用来表达设计实验变量对鱼糜脆片脂肪含量、脆片色差和断裂力的交互作用的影响大小。油炸温度、油炸时间和脆片厚度三者交互作用对鱼糜脆片脂肪含量的影响趋势如图4。
响应面曲面图的陡峭和单因素影响效果相关,越陡峭表明其影响越显著[18]。观察图4油炸温度和其他因素的交互影响效果图可知,油炸温度和油炸时间的交互作用对指标影响较大,曲面最陡峭;在显著性分析中,油炸温度和脆片厚度均显示为极显著水平,然而二者交互作用的曲面却呈平缓的趋势,其原因为油炸温度对脂肪含量的影响是正面的,温度越高,脂肪含量越大,这是因为在相同时间下,温度越高,水蒸气蒸发完全时间越短,脂肪进入空隙的量越多[13]。而脆片厚度越大,导致鱼糜脆片的“表面积/重量”值减小,从而降低了物料与油的接触面积,导致吸油量减少[19-20]。
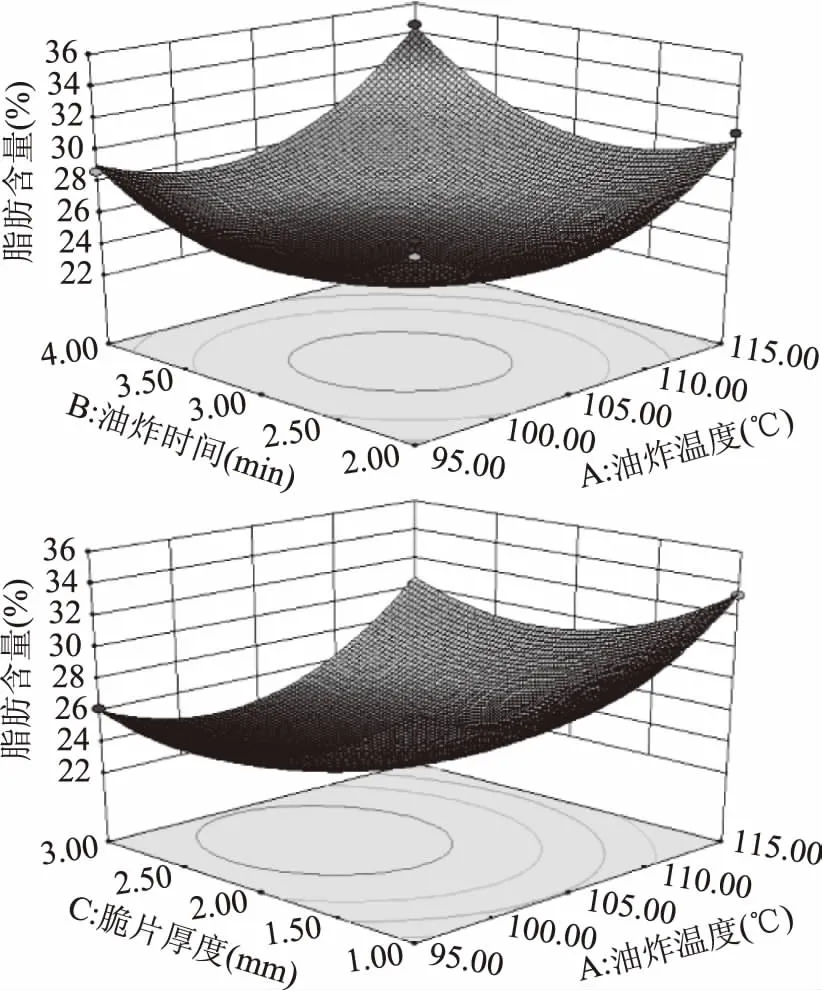
图4 交互作用对脂肪含量(R1)影响的响应面
通过对色差的数据分析处理得到图5,在油炸过程中,蛋白质与糖类发生的美拉德反应是形成油炸食品香气和改变食品色泽的主要原因[21]。图5中油炸温度和脆片厚度的影响较大,在保证油炸温度不变的前提下,可以看出脆片厚度越大,ΔE值越小。其原因是因为薄的脆片油炸过度,使得色泽变得焦黄[22]。
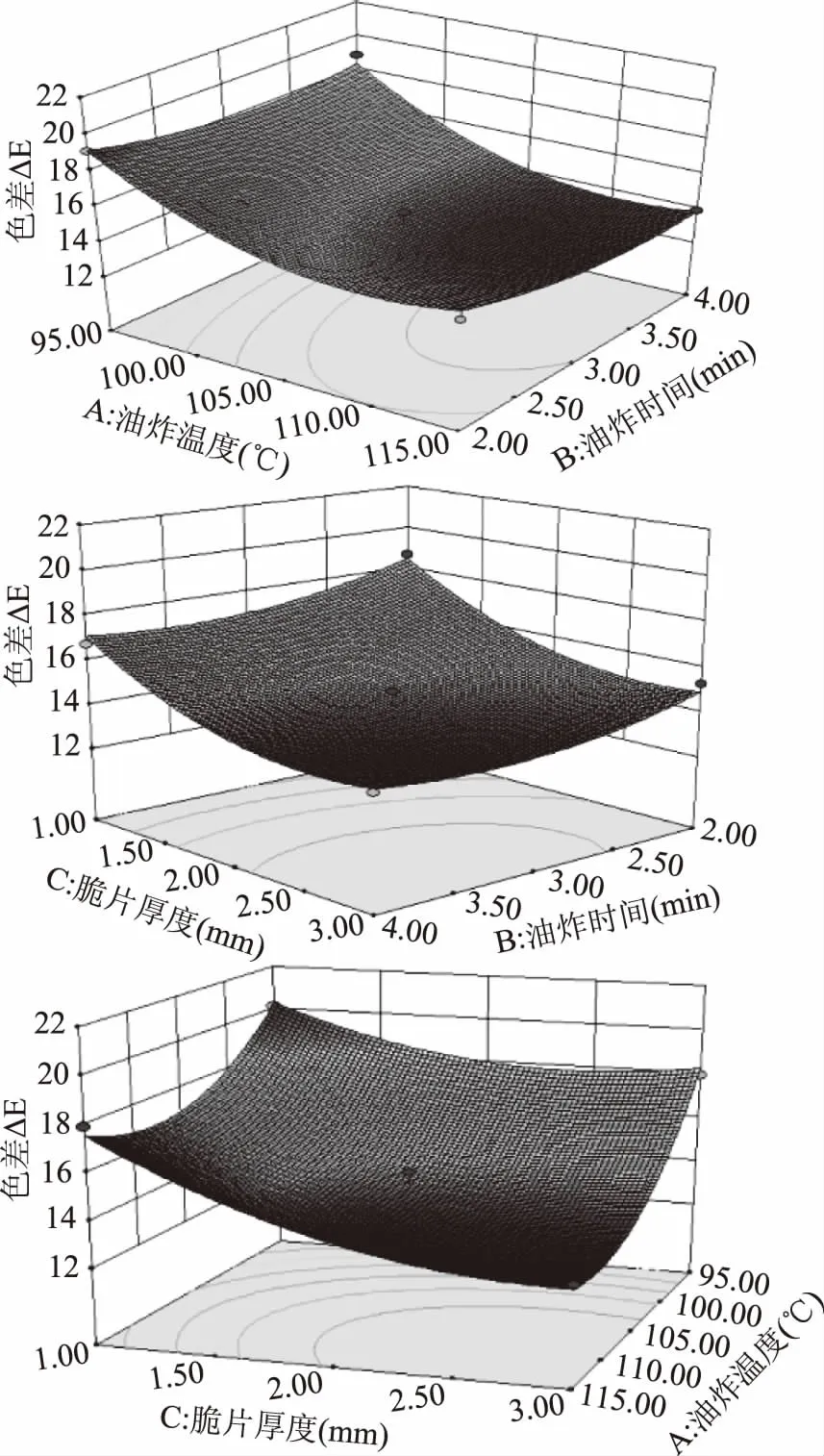
图5 交互作用对色差(R2)影响的响应面
图6中可以看出,其曲面平缓,表明该实验范围内3种因素两两并互作用对其影响均较小。这与回归系数得出的结论一致。进一步分析得出以下结论:保持油炸时间和脆片厚度不变的情况下,鱼糜脆片断裂力随着油炸温度增加而变大;保持油炸温度和脆片厚度不变,油炸时间增加对鱼糜脆片断裂力的影响同样是正向的,和文献[23]记录的现象相吻合,长时间导致油炸过度,使得鱼糜脆片的硬度增高,导致了脆片的断裂力也随之增大;保持油炸温度和油炸时间不变,鱼糜脆片的厚度增大,对鱼糜脆片断裂力影响为先降低后升高。其原因可能是在厚度较薄的情况下,鱼糜脆片水分蒸发,鱼糜逐渐由软变为酥脆状态,使得断裂力达到最佳状态。增大鱼糜脆片厚度,由于油炸不完全,导致鱼糜脆片内部还为完全炸透,影响其酥脆性[19]。
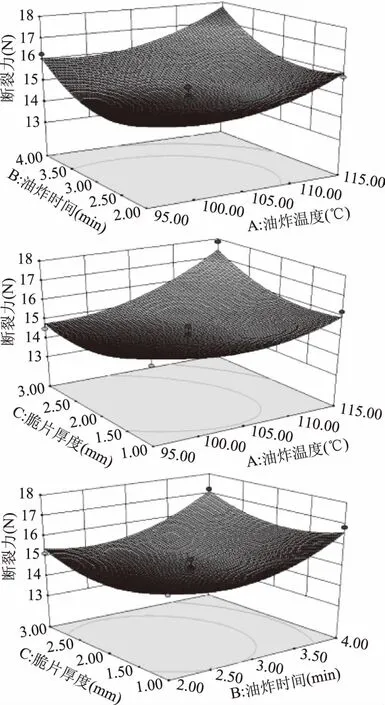
图6 交互作用对断裂力(R3)影响的响应面
2.2 验证实验
通过Design Expert.V8.0.6软件对实验数据进行分析,实验优化目标为选出鱼糜脆片脂肪含量最低、色差最小、断裂力最小的最优工艺,得出以下结论:油炸温度104.61 ℃,油炸时间是2.82 min,鱼糜脆片厚度是2.31 mm,该方案模型预测的鱼糜脆片脂肪含量、色差和断裂力三个指标分别为:22.99%、13.931和14.5143 N。根据实际情况进行修正后为:真空油炸温度105 ℃,油炸时间3 min,脆片厚度2 mm,在此条件下,各指标检测结果平均值如表6所示:鱼糜脆片的脂肪含量23.13%、色差14.20、断裂力14.53 N,指标数据与模型预测值相近,表明本实验优化的最佳工艺具有可行性。

表6 最佳工艺条件下的预测值及实验值
2.3 感官分析结果
感官评价如表7所示,当温度太高或太低使得鱼糜脆片的油炸不完全或者油炸过度,均对脆片的色泽、口感有影响,评分均不高;当脆片厚度为1 mm时,厚度太薄,使得边缘卷曲,外观不符合产品标准;并且由于温度太高,会导致脆片油炸过度,使得风味变成,出现明显的糊味,影响脆片感官评价。在最佳工艺参数下的鱼糜脆片所有指标均处于较高水平,具有较高的食用价值。
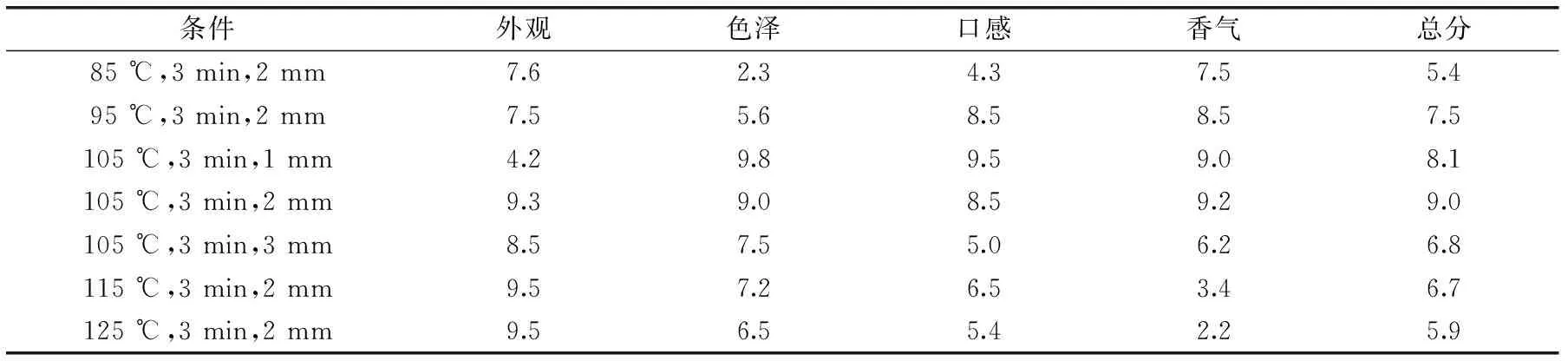
表7 感官分析结果表(分)
3 结论
本实验利用响应面分析法对真空油炸鱼糜脆片工艺优化实验指标进行分析,确认最佳工艺为:真空油炸温度105 ℃,油炸时间3 min,脆片厚度2 mm。通过重复实验对其进行验证,得到数据为鱼糜脆片成品脂肪含量、色差和断裂力分别为23.13%、14.20、14.53 N,与预期值的鱼糜脆片脂肪含量、色差和断裂力22.99%、13.931、14.5143 N相近,表明该数学模型具有较高的可靠性,可用于油炸真空油炸鱼糜脆片实际生产中。
