大型往复式循环氢压缩机气缸缸套旋转失效分析与改进
2018-05-31,,,
, , ,
(中石油 克拉玛依石化有限责任公司, 新疆 克拉玛依 834000)
某石化公司120万t/a柴油加氢改质装置中设置有2台大型往复式循环氢压缩机组K-3102/A和K-3102/B,其作用主要是为加氢反应提供反应氢气并且带走反应热,是公司特护设备和装置生产运行的核心设备。循环氢压缩机组型号MW-34.2/(110-130)-20/(13-22)-X,为固定水冷对置式四列一级少油润滑往复式活塞压缩机,运行条件为一开一备。循环氢压缩机工作介质为循环氢(含硫化氢),进气压力11.0 MPa,排气压力为13.0 MPa,机组排量190 000 m3/h,电机型号TAW2700-20/2600W,电机功率2 700 kW。
2016-03-22T08:30,在循环氢压缩机K-3102/A运行过程当中,控制系统DCS显示其体积流量突然大幅下降,压缩机发出尖锐异响,异响消除之后观察到压缩机曲轴箱呼吸阀处冒出大量白雾,操作人员立即将K-3102/A切换至备用机K-3102/B。对K-3102/A紧急停机之后拆检发现右一列循环缸(简称右一缸)缸套在排气阀处被高压气体击穿形成了一个大孔,气缸缸套在气缸内旋转了30°,造成十字头滑履、十字头销、连杆大小头瓦烧坏以及连杆变形损坏等事故。
气缸缸套在气缸内发生旋转导致的恶性设备损坏事故在国内压缩机上十分罕见,国内文献也几乎检索不到有关压缩机气缸缸套旋转失效的研究报道。气缸缸套一旦在气缸内发生旋转会造成压缩机损坏,影响生产的顺利进行,还可能造成人员伤亡的重大事故。压缩机气缸缸套旋转具有隐蔽性、突发性和不可预测性,如果没有相关依据和标准作为参照,很难及时发现并采取积极有效的应对措施,待发现机组的声音、振动和各项参数出现异常时,事故已经发展到了破坏性阶段。笔者对该往复式压缩机气缸缸套旋转导致的恶性设备损坏事故展开分析,找出了气缸缸套旋转失效的根本原因,总结出了气缸缸套旋转失效初期的故障表征现象和应对措施,可以为国内处理类似往复式压缩机故障提供一定的借鉴和参照[1-5]。
1 压缩机故障概况
2016-03-22T08:30,压缩机K-3102/A右一缸排气温度异常,从62 ℃上升至75 ℃,最高达到98.5 ℃,其余两列循环缸排气温度变化趋势正常(图1)。同时压缩机循环氢量从220 000 m3/h(标准状态)降至170 000 m3/h,减少了5 000 m3/h(图2)。DCS趋势显示压缩机机身振动发生了短暂的异常,08:44控制系统DCS上仪表位号201-VT3301显示的曲轴箱机身振动值由3.23 mm/s突降至2.21 mm/s,然后又突升至4.03 mm/s,之后一直维持在2.4 mm/s,整个异常时间持续约2 min,见图3。DCS趋势显示右一缸活塞杆探头出现较大波动,下沉量最小值0.261 mm,最大值1.72 mm,整个波动持续约12 min,见图4。这一过程中现场检查压缩机时听到机组发出尖锐异响,之后异响声消除,同时压缩机曲轴箱呼吸阀处冒出大量白雾[6-9]。
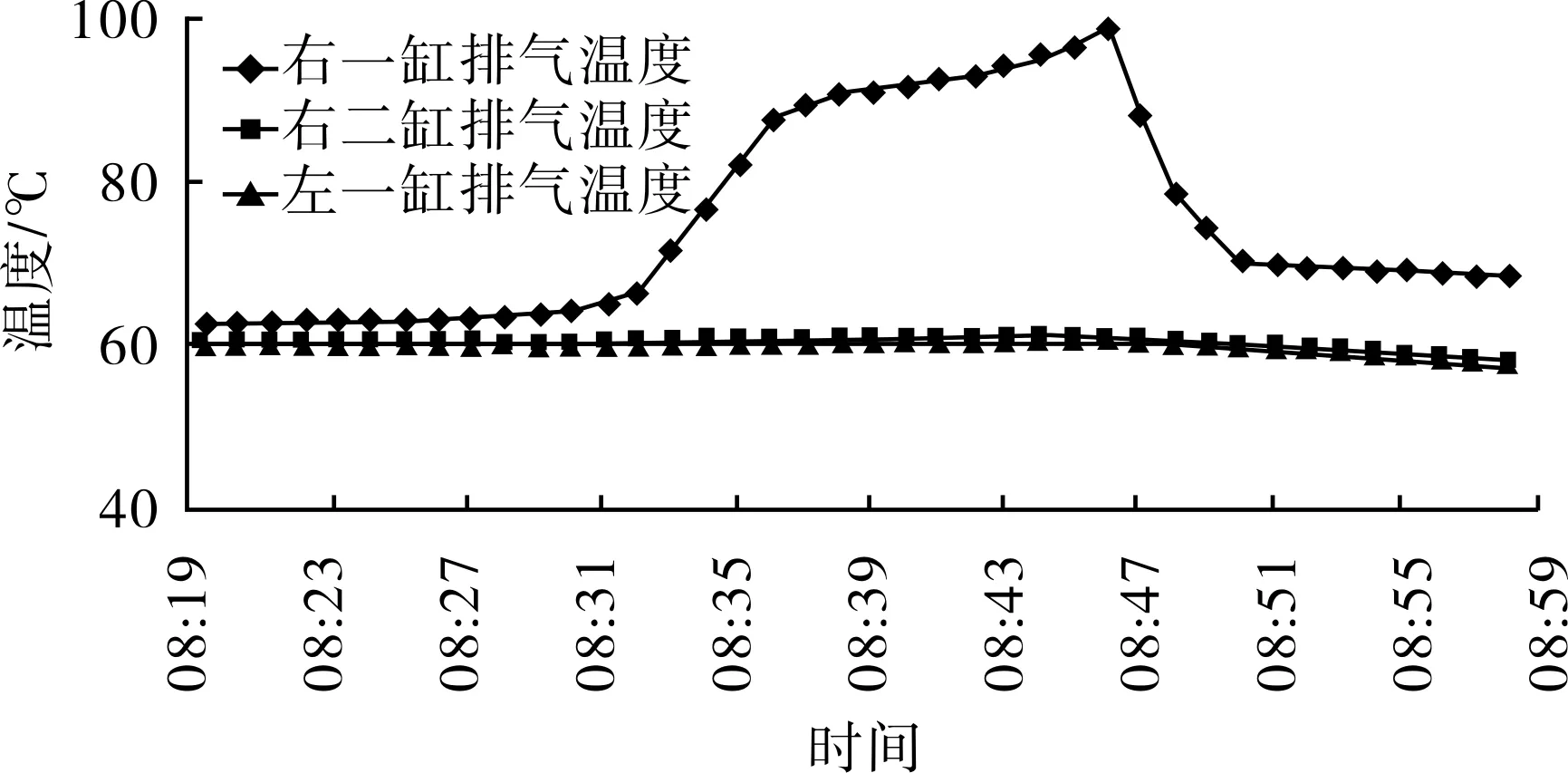
图1 K-3102/A气缸排气温度变化趋势
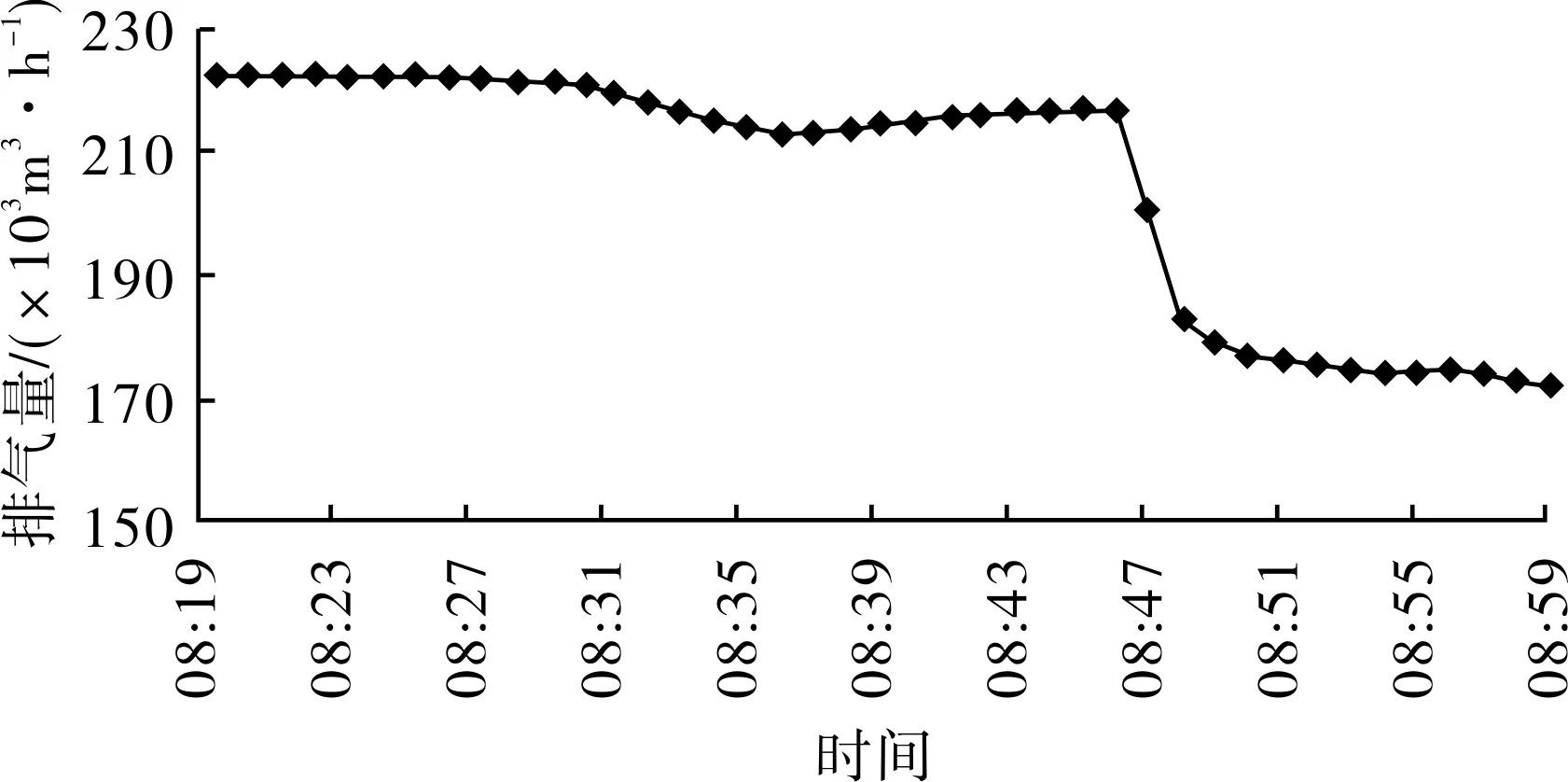
图2 K-3102/A排气量变化趋势
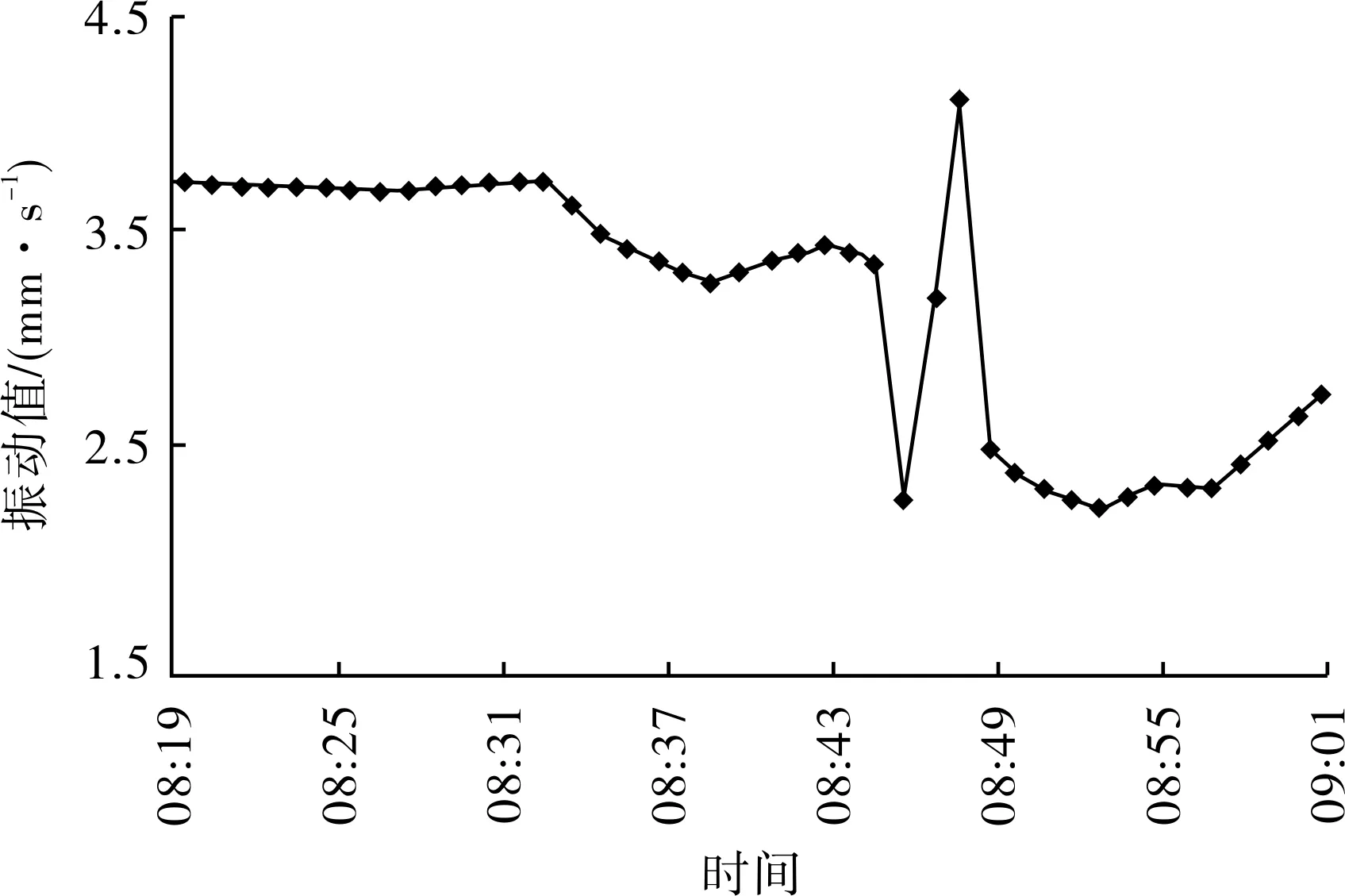
图3 K-3102/A曲轴箱机身振动变化趋势
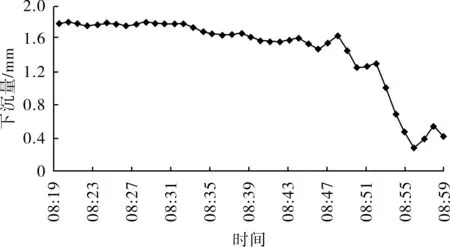
图4 K-3102/A右一缸活塞杆下沉变化趋势
紧急切换停机后在拆检K-3102/A右一缸气阀过程中发现,气缸吸、排气阀孔被缸套堵塞约95%面积,盖侧排气阀孔有金属破裂现象。进一步拆检发现右一缸缸套旋转约30°,缸套排气孔处被高压气体击穿形成一个大孔。缸体注油管断裂,十字头上滑履烧毁严重,十字头销与小头瓦存在烧损粘连,连杆上安装小头瓦处发生变形(最大椭圆度为0.40 mm),导向环表面嵌入大量金属碎屑,各填料小室密封面存在明显变色现象。
2 气缸缸套旋转失效原因分析
将K-3102/A气缸整体拆除后制造厂商对缸套进行了测绘,综合相关测绘数据,分析认为此气缸内径在设计制造时存在局部超差,并且气缸缸套不是全过盈配合,缸套安装在气缸内形成了3种配合方式,缸套底部为间隙配合,中段位置为过渡配合,上部位置为过盈配合,而上部过盈配合过盈量设计不足,造成气缸缸套在长期交变应力作用下发生松动旋转30°。缸套旋转后堵塞了吸气孔和排气孔95%的面积,吸气孔被堵塞后吸气量不足,造成循环氢量从220 000 m3/h下降至170 000 m3/h。排气孔被堵塞后,气缸内不断被压缩的高压气体无法及时排出导致缸内憋压,使排气温度不断升高,也造成十字头、连杆大小头等运动部件过载烧毁。同时,十字头销滑履、十字头销、连杆大小头瓦运行中过载温度过高加热了曲轴箱内的润滑油,使之受热汽化在呼吸阀处产生大量白雾喷出。缸内憋压还造成活塞杆剧烈跳动、机身剧烈振动,此时活塞仍在不断压缩缸内的气体并持续加压,当压力超过了气缸缸套所能承受的最大强度时,高压气体会将气缸套堵塞的排气孔部位击穿,发出尖锐异响,异响消除后缸内高压气体从击穿的排气孔排出,压缩机又恢复了正常的排气功能,但右一缸已经报废[10-12]。
K-3102/A压缩机系引进国外技术制造,但制造商没有完全掌握该技术,在气缸缸套中没有设计防转结构,设计存在严重缺陷。此外,气缸缸套端面与缸头压盖之间的预留间隙也不合理,使得缸套松动后靠缸头压盖的预紧力也可固定住缸套防止其旋转的保护措施失效[13-19]。
3 气缸缸套旋转失效预防改进措施
①整体更换K-3102/A压缩机右一缸,要求设计制造厂家在设计缸套时必须采用全过盈配合并确保过盈量充足。必要时考虑设计防转结构,提供改造所需的加工工艺。②更换受损的十字头销、十字头滑履和变形烧毁的连杆大小头瓦,全部更换曲轴箱内污染的润滑油。③逐一打开该机型气缸,检查其余缸套的松动情况,排除类似缺陷问题。④要求制造厂家根据气缸缸套返厂后的实际测量数据,理论计算分析缸套旋转后气体击穿缸套的强度及对其他相关受力元件(如活塞杆等)的影响,从缸套旋转引起的气体力变化方面对十字头、连杆及大小头瓦受损原因进行具体量化分析[20]。
4 气缸缸套旋转失效初期表征现象
根据K-3102/A压缩机气缸缸套旋转失效现场情况,总结出了此类故障发生初期的5个重要表征现象:①机组排气温度异常,排气温度急剧上升。②机组排气量明显减少。③机组机身振动值发生明显异常,机身振动值突然上升或下降,来回波动较大,持续约2 min。④机组活塞杆探头值波动异常,活塞杆探头值突然上升或下降,来回波动较大,整个波动持续约12 min。⑤这一过程中压缩机会发出尖锐异响,缸套被击穿后异响声消除,同时压缩机曲轴箱呼吸阀处冒出大量白雾。
5 结语
往复式压缩机气缸缸套旋转导致的恶性设备事故在国内压缩机运行中十分罕见,没有类似故障相关的表征现象作为参考,对此类故障发生时的现场判断和应急处置经验均不足,机组切换过程中也存在着很大的风险和不可控因素。文中分析了压缩机气缸缸套旋转失效的原因,提出了预防改进措施,并总结了该类故障发生初期的重要表征现象,可为国内同类装置类似问题的处理提供参考。一旦压缩机出现这些表征现象,应立即紧急停机,最大限度避免设备故障扩大,保障现场人员人身安全。
参考文献:
[1] 潘强,韩维涛,徐卫忠,等.新氢压缩机十字头销断裂的原因分析及应对措施[J].压缩机技术,2014(6):55-58.
PAN Q,HAN W T,XU W Z,et al. Reason analysis of hydrogen compressor crosshead pin fracture and the countermeasures[J].Compressor technology,2014(6):55-58.
[2] 黄绍硕.高压往复式氢气压缩机十字头销断裂原因分析及对策[J].炼油技术与工程,2007,37(3):41-44.
HUANG S S. Analysis of crosshead pin cracking failure of high-pressure reciprocating hydrogen compressor and countermeasures[J].Petroleum refinery engineering,2007,37(3):41-44.
[3] 崔天生.压缩机的安装维护与故障分析[M].西安:西安交通大学出版社,1993:98-99.
CUI T S. Installation,maintenance and failure analysis of compressor[M]. Xi’an:Xi’an Jiaotong University Press Co. Ltd.,1993:98-99.
[4] Dai Yande. Energy efficiency and market potential of electric motor system in China [M].Beijing:China Machine Press,2001:30-32.
[5] Qin Hongbo. Compressed air system performance measurement and analysis method study[C]//The 5th international conference on compressor and refrigeration. Xi’an:Xi’an Jiaotong University,2005:10-15.
[6] 扈延光.压缩机十字头销断裂失效分析及预防[J].材料工程,1997(5):45-47.
HU Y G. Fracture failure analysis and prevention of compressor crosshead pin[J]. Material engineering,1997(5):45-47.
[7] 蒋平.工程力学基础(I)[M].北京:高等教育出版社,2003:191-193.
JIANG P. Foundation of engineering mechanics(I)[M]. Beijing:Higher Education Press,2003:191-193.
[8] 徐芝纶.弹性力学:第4版[M].北京:高等教育出版社,2006:73-77.
XU Z L. Elasticity:fourth edition[M]. Beijing:Higher Education Press,2006:73-77.
[9] 潘强.新氢压缩机轴瓦烧损的原因分析及对策[J].压缩机技术,2015(6):62-64.
PAN Q. Reason analysis and countermeasure of hydrogen compressor bearing burning damage[J]. Compressor technology,2015(6):62-64.
[10] 潘强,吕剑超,刘福.氢气压缩机振动的原因分析及减振措施[J].压缩机技术,2013(6):57-60.
PAN Q,LÜ J C,LIU F. Reason analysis of vibration of hydrogen compressor and vibration reducing measures[J]. Compressor technology,2013(6):57-60.
[11] 褚卫彬,谭蔚,赵彦滨.超高压压缩机填料密封失效分析及改进[J].石油化工设备,2006,35(4):69-71.
CHU W B,TAN W,ZHAO Y B. Analysis and solution about failure of packing seal of super high pressure compressor [J].Petro-chemical equipment,2006,35(4):69-71.
[12] 黄成.大型空压机驱动电机轴瓦磨损分析与处理[J].压缩机技术,2013(3):26-28.
HUANG C. Analysis and treatment for the abrasion of large-type air compressor driven motor bush[J].Compressor technology,2013(3):26-28.
[13] 施俊侠,杨兆建,钟经山.压缩机密封填料盘的失效分析[J].润滑与密封,2006,31(9):111-113.
SHI J X,YANG Z J,ZHONG J S. Failure analysis on sealing packing box in compressor[J]. Lubrication engineering,2006,31(9):111-113.
[14] 聂鹏飞,马杰,郭迎宾.某螺杆式空压机烧损原因分析与改进措施[J].压缩机技术,2013(2):64-66.
NIE P F,MA J,GUO Y B. Reason analysis on burning of a screw type air compressor and countermeasures[J]. Compressor technology,2013(2):64-66.
[15] 王大成,周海强.氢气压缩机十字头销断裂故障分析[J].压缩机技术,2003(3):36-37.
WANG D C,ZHOU H Q. Fracture analysis on the crosshead pin of hydrogen compressor[J]. Compressor technology,2003(3):36-37.
[16] 龙杰飞,张硕,孟剑,等.天然气往复压缩机活塞杆断裂失效分析[J].压缩机技术,2017(1):60-64.
LONG J F,ZHANG S,MENG J,et al. Fracture analysis of piston rod for natural gas reciprocating compressor[J]. Compressor technology,2017(1):60-64.
[17] 孙冰,丁生华,李树勋. 基于ANSYS的往复活塞式压缩机缸体失效分析[J].石油化工设备,2017,46(5):40-44.
SUN B,DING S H,LI S X.Failure analysis of cylinder for reciprocating piston compressor based on ANSYS[J]. Petro-chemical equipment,2017,46(5):40-44.
[18] 孟庆武,王学增,曹君臣,等.压缩机活塞杆断裂失效分析[J]. 压缩机技术,2015(6):54-56.
MENG Q W,WANG X Z,CAO J C,et al. Analysis of fracture failure in a compressor piston rod[J]. Compressor technology,2015(6):54-56.
[19] 张冰,刘茜,李娜,等.加氢裂化循环氢压缩机组干气密封失效分析[J].石油化工设备,2014,33(S1):77-81.
ZHANG B,LIU Q,LI N,et al. Analysis on failure reasons of cycle-hydrogen compressor dry-gas seal[J]. Petro-chemical equipment,2014,33(S1):77-81.
[20] 陈凯,邵合生,王涛,等.重整预加氢氢气压缩机缸套磨损原因分析及解决措施[J].压缩机技术,2013(6):49-52.
CHEN K,SHAO H S,WANG T,et al. Reason analysis of cylinder liner wear in reformer feed hydrofining hydrogen compressor and solutions[J].Compressor technology,2013(6):49-52.
