乙烯装置大型压缩机厂房箱型柱钢结构立柱安装工艺
2018-03-21
中石化第四建设有限公司 天津 300270
乙烯装置大型压缩机厂房立柱结构的变革与传统钢筋混凝土结构相比较,能够与压缩机土建基础施工相分离,从而大幅度给压缩机基础施工提供场地和时间空档。再者钢结构箱型柱的预制和安装能够有效分离,使得缩短施工工期成为可能。钢结构箱型柱存在大型构件空中组对和焊接,给钢结构安装专业提出更高要求。通过对于乙烯装置大型压缩机厂房箱型柱安装实践的总结和分析,能够更好地指导施工,发挥箱型柱钢结构优势。本论文以长(57m)*宽(18m)*高(23.35m)压缩机厂房为例进行箱型柱安装说明。
1 工艺对比
传统钢筋混凝土立柱与钢结构箱型柱立柱在工艺上的比较如表1所示。经过对比,钢结构箱型柱立柱的优势非常明显,所以将钢结构箱型柱立柱的安装环节进行详细分析和优化能够将相关优势进行更大的发挥。
2 钢结构箱型柱安装
2.1 压缩机厂房箱型柱说明
大型压缩机厂房鉴于材料的原始尺寸、设计规范要求、箱型柱场外运输条件等因素,需将压缩机厂房箱型柱分为三段预制,分别为一节柱(底部砼包柱)、二节柱(行车承重立柱)、三节柱(顶棚立柱)如图1所示。
2.2 施工流程图
见图2。
2.3 箱型柱钢结构安装施工准备
(1)对施工人员进行技术交底,施工程序、施工方法、质量标准、质量记录要求明确;
(2)施工现场工装、机具准备就绪并上报监理;
(3)施工人员熟悉图纸、熟悉现场;
(4)基础交接验收与处理;
(5)到货箱型柱构件的复测验收。

表1 乙烯装置大型压缩机厂房立柱工艺比较

图1 箱型柱预制示意图

表2 箱型柱安装允许偏差

表3 箱型柱安装垂直度允许偏差
2.4 箱型柱钢结构安装质量要求
箱型柱安装允许偏差见表2,箱型柱安装垂直度允许偏差见表3。
2.5 箱型柱钢结构空间组对焊接准备
箱型柱安装二节柱由于重量大,与一节柱的空中组对和焊接是箱型柱的重点和难点。二节柱高度16.99m,箱型柱截面规格:长1100mm*宽700mm*厚度40mm(材质Q345GJDZ15)单根重量:19.1t,空间组对吊装前需进行以下施工准备:
2.5.1 顶部吊耳制作

图2 施工流程图
二节箱型柱顶部焊接吊装吊耳,吊耳要求符合重量承载力和吊装直立过程的滑动力。经过测算需将顶部吊耳制作成如图3所示,箱型柱顶部两侧焊接临时吊耳:

图3 顶部吊耳示意图
2.5.2 溜尾吊耳制作
二节箱型柱吊装底部溜尾吊耳设置在吊装面朝上一侧,吊耳要求符合重量承载力和吊装直立过程的滑动力,经过测算需将顶部吊耳制作成如图4所示:
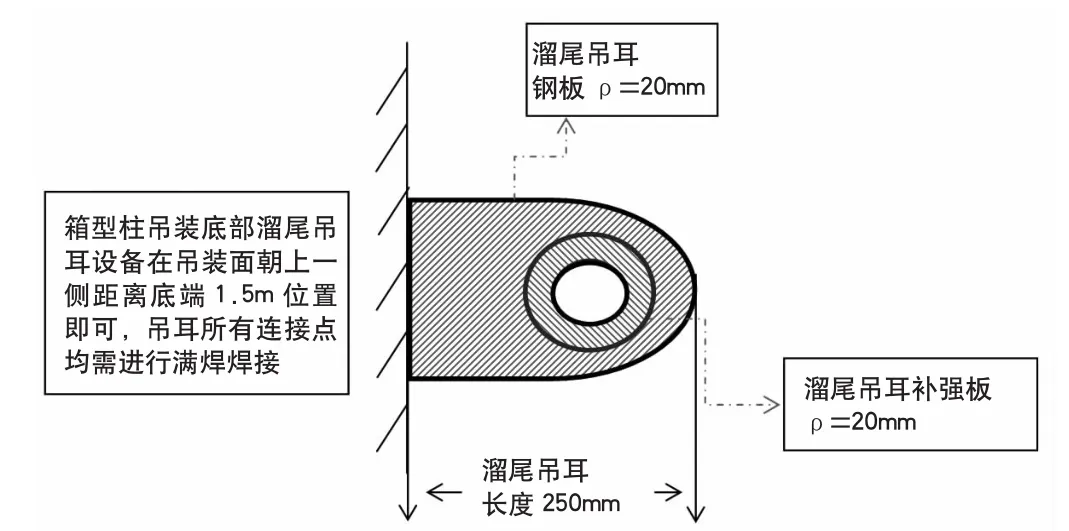
图4 溜尾吊耳示意图
2.5.3 平衡梁的制作
箱型柱吊装需要制作特殊尺寸的平衡梁,除能够承载箱型柱重量外还需满足箱型柱吊装直立过程中的滑动力,经过测算吊装平衡梁需按图5形式制作:

图5 平衡梁示意图
箱型柱吊装平衡梁需根据箱型柱尺寸确定长度,设置承重吊耳和滑动端,保证箱型柱吊装直立过程中,钢丝绳能够有效进行伸缩,保证吊装的安全性,钢丝绳与吊耳和平衡梁滑动端在吊装前需涂抹润滑脂。平衡梁所有连接点需进行满焊焊接。
2.5.4 箱型柱空中组对限位板准备
箱型柱吊装直立后存在自然晃动,并且受天气因素和吊装技术影响,箱型柱晃动幅度随之增大,想要进行精准组对,需要借助限位板和吊装晃绳发挥作用。
晃绳需提前牢固固定在箱型柱顶端,并具备可调节性,待箱型柱初组对后,晃绳进行固定,并随着垂直度调节过程晃绳进行调节,晃绳具体绑扎固定如图6所示。

图6 晃绳绑扎固定示意图
箱型柱空中组对限位板,需要提前焊接在底部一节柱上,二节柱底端组对部位贴紧限位板就位,待组对间隙调整,垂直度校正后,限位板进行固定焊接,从而增加固定强度,待箱型柱组对焊口完成打底焊接后,吊车即可摘钩,从而最大限度节省机械成本。箱型柱空中组对限位板具体制作形式如图7所示。

图7 限位板示意图
箱型柱空中组对焊接使用两种类型限位板,①型限位板为固定性限位板,主要作用为二节柱就位后的初组对;②型限位板为调节性限位板,利用调节螺栓进行组对间隙和垂直度的微调节。同时铆工借助撬棍、大锤等工具不断进行微量调节。限位板焊接均需进行满焊焊接,待箱型柱组对焊口完成焊接后,限位板焊点需使用砂轮机切割掉,并打磨平滑,不得伤及母材。
2.6 箱型柱焊接
2.6.1 焊接技术参数
如表4所示。

表4 焊接技术参数
2.6.2 焊前预热及参数
对于板厚大于等于20mm的碳钢及板厚大于等于25mm的低合金钢应进行焊前热处理,预热应在焊道中心两侧各不小于2倍焊件厚度且不小于100mm范围内进行,碳钢及低合金钢的预热温度参见表5。

表5 碳钢及低合金钢的预热温度
箱型柱焊前预热宜采用氧乙炔火焰预热形式,预热温度使用红外线温度测温仪进行监测。预热温度需达到150℃,层/道间温度应≤250℃。
2.6.3 箱型柱组对焊口焊接顺序
箱型柱完成组对后,无论进行打底焊接还是盖面焊接,为了避免焊接热影响对于垂直度的干扰,焊接需采用对称焊接,两名或四名焊工从箱型柱组对焊口对面或四面同时进行焊接,且焊接速度和焊接方向尽可能保证一致。焊接过程中需连续性进行箱型柱垂直度检测。焊接宜采取如图8所示顺序。

图8 焊接顺序
焊工需尽量保证单层填充焊接连续性完成,从而减少预热次数和焊口局部过热造成的垂直度偏差。
2.6.4 箱型柱组对焊口焊接质量等级要求
焊缝表面应宽窄一致、高低齐平,焊缝与母材应圆滑过渡,焊缝表面不允许有裂纹、气孔、夹渣、凹陷、咬边、未熔合、飞溅等缺陷。箱型柱根部焊接后应采取着色PT检测,焊口完成盖面焊接后应采用超声波UT检测,具体检测合格标准如表6所示。

表6 焊接质量等级要求
2.6.5 箱型柱焊口的热处理要求
如表7所示。

表7 热处理要求
焊口进行热处理为了尽最大限度消除组对应力,热处理后需进行硬度检测,布氏硬度值控制在200以下。
2.7 应注意的质量问题
(1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方可准许焊接,焊接时精心操作。
(2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
(3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
(4)焊缝夹渣:多层施焊应逐层将焊渣清除干净,操作中应运调正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。
(5)组对及焊接前,清除坡口及其母材内外表面20mm范围内的氧化物、油污、毛刺、熔渣等有害杂质,直至露出金属光泽,不得有裂纹、夹层等缺陷。
(6)焊接每层焊道的厚度宜控制在3mm范围内。如两名焊工对称施焊,先焊接短边,再焊接长边。
(7)每焊接完一层焊道进行下一层焊道前必须用砂轮机将层间的熔渣清理干净。反层分段焊接,焊接过程中使用经纬仪观测垂直度,实时控制调节。
(8)不得在坡口之外的母材表面引弧和试验电流,并防止电弧擦伤母材。
(9)根据实际母材厚度情况选择填充金属层数
3 施工资源配置需求
3.1 人员需求
(1)箱型柱安装需配合满足要求的管理人员,包含施工调度人员、安全监督人员、质量监测员。
(2)箱型柱安装需配合满足要求的作业人员,包括电工、铆工、焊工、起重工、辅工。
(3)其它配合人员,包括架设工、无损检测人员。
(4)相关人员配置需符合施工需求技能水平,相关技能工种人员持合格有效的资质证书。配置人员数量根据箱型柱安装的实际需要进行及时的调节。
3.2 机具需求
(1)吊车配置:宜配置100t全配重汽车吊担任箱型柱主吊任务,50t汽车吊担任箱型柱吊装溜尾任务。
(2)施工机具配置:氧乙炔割炬、交流焊机、砂轮机、Φ12钢丝晃绳、倒链、撬棍、热处理机、垂直线坠、水平尺、钢板尺。
(3)检测检验工具配置:全站仪(校验合格)、红外线测温仪、超声波检测仪、硬度检测仪。
4 结束语
通过施工实践,大型压缩机厂房立柱采用箱型柱钢结构与传统混凝体立柱结构相比较,施工工期明显缩短,较大幅度缩小施工现场物资占用场地,能够缩短不同工序交叉影响周期。箱型柱钢结构安装施工组织难度小,人工消耗明显降低,从而有效的节约施工成本。
