钢桥焊缝细节设计常见误区
2018-01-03
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
钢桥焊缝细节设计常见误区
张剑峰
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
随着钢桥建造技术的进步及国家大力推广公路钢结构桥梁政策的实施,钢桥梁设计的合理性对降低成本和相关政策的落地有一定的影响。目前,在钢结构桥梁工程实施过程中存在诸多设计不合理的细节需要进行优化,如盲目加大焊缝尺寸,盲目提高焊缝等级,对结构细节的工艺性考虑不足等。针对常见的误区进行探讨,在设计阶段和图纸工艺性审查阶段将不合理的要求和细节进行优化,使钢桥细节设计更合理、可靠。
钢桥;焊缝;细节设计;误区
0 前言
钢结构桥梁具有自重轻、工厂化制造、质量稳定、便于实现装配化施工等优点,被世界桥梁界所推崇,法国、日本、美国等国家的钢结构桥梁占比分别为85%、41%和35%[1]。由于受经济社会发展水平制约,截止2015年底,我国公路钢结构桥梁占比不足1%。随着我国钢铁产能过剩和钢桥建造技术的进步,2016年交通运输部实施公路钢结构桥梁推广应用政策将推动未来一段时间钢结构桥梁的建设高潮。
合理的钢结构设计既要重视整体设计,也要重视结构的细节设计,尽量采用简洁的构造形式。设计时除了考虑结构的使用性能外,还应考虑结构制造的工艺性,才能获得符合设计要求的产品质量。但在长期的工程实践过程中,部分设计人员存在一些认识上的误区,例如盲目加大焊缝尺寸、盲目提高焊缝等级、对结构细节的工艺性考虑不足等,导致在建造过程中存在很多问题,给工程的质量、成本和安全带来不良影响。
1 对焊接接头的可达性考虑不周
焊接接头的可达性包括焊接操作的可达性和焊接检验的可达性。焊接接头必须要有足够的空间,满足焊工能够到达待焊部位,能清楚地观察焊缝位置、无障碍地操作焊枪进行焊接,这是焊接接头最基本的要求之一。当然,不同的焊接方法和焊接设备要求的可达性条件也不相同。可达性与组装顺序又密切关系,有时调整组焊顺序可有效改善结构的可达性。
某项目索塔钢锚箱施工图设计要求承力板与端壁板熔透焊接,如图1所示。由于两承力板之间的距离较小,仅为300~360 mm,拼装完成后形成一个封闭空间,焊工和操作机均无法达到该部位。该结构索力通过承压板传递给承力板,再由承力板与锚腹板的熔透焊缝传递给锚腹板。经计算,承力板与锚腹板的熔透焊缝完全满足受力要求,但设计认为不保险,要求承力板与端壁板熔透焊接,实施时在承力板上开孔,但开孔后焊接操作难度仍然很大,部分区域仍无法焊接,经检测,可达性差的部位焊缝存在很多缺陷。近年来,在桥梁的索塔钢锚梁结构设计时,设计院进行了全面受力分析,将该部位断开不连接(见图2),这样传力路径很明确,在工艺上能确保关键焊缝的质量,提高了结构的可靠性。
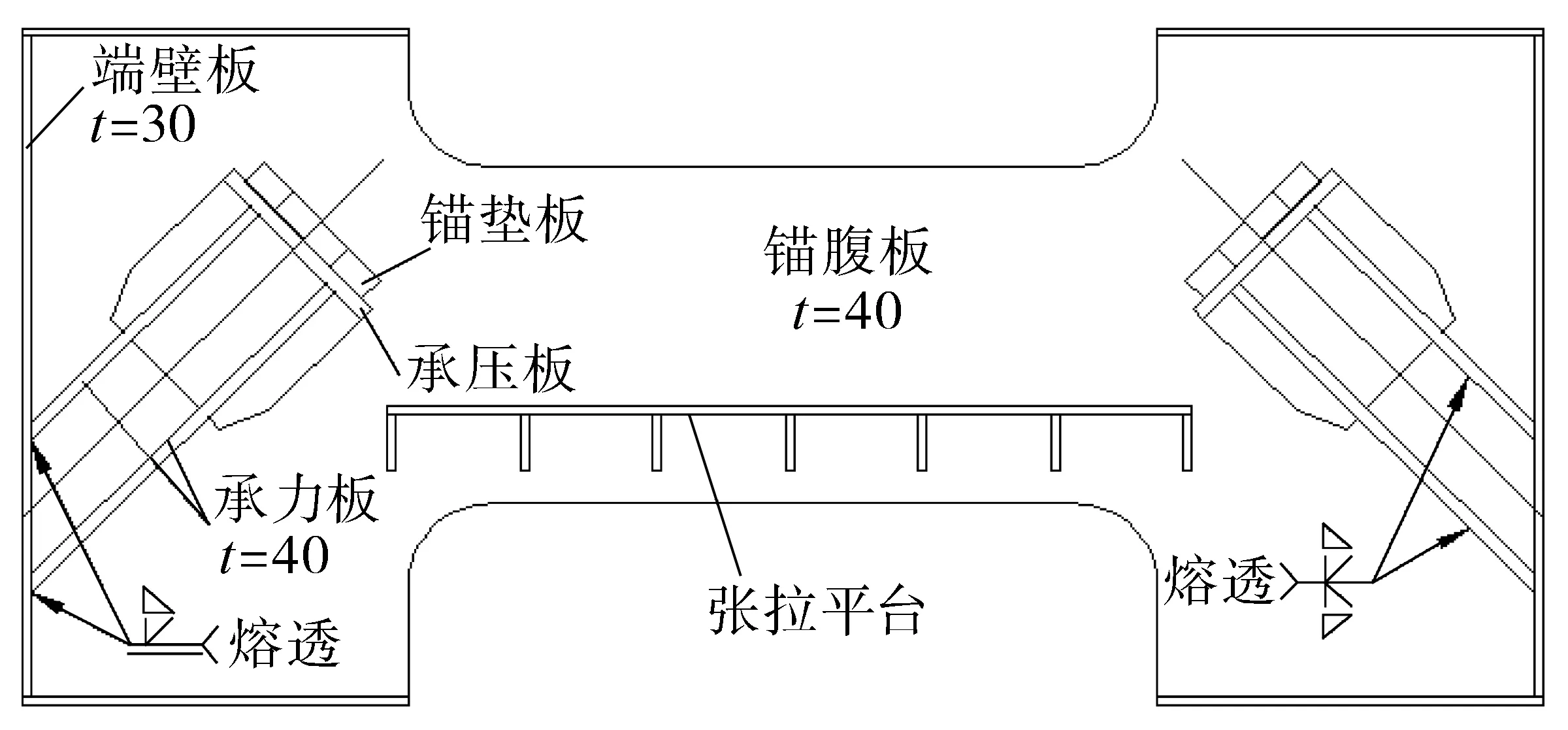
图1 某桥锚箱焊接可达性示意

图2 索塔钢锚梁构造示意
2 忽视焊接接头的可检测性
焊接接头具有较大的不均匀性,接头中通常存在一定数量的缺陷,如裂纹、气孔、夹渣、未熔合等,这些缺陷会降低焊缝强度,引起应力集中,严重时会破坏结构。为此,在焊接完成后需对焊缝进行外观检查和内部无损检测,以确保焊缝质量。超声波和射线照相是探测被检物内部缺陷的主要方法,超声波探伤具有操作简单、快速、(对裂纹、未熔合)检测灵敏度高等优点,广泛应用于钢结构的焊缝检测中。在采用超声波检测时,探头需要沿焊缝长度和宽度方向进行扫查,如图3所示,检测面要求的宽度根据选用探头的角度和钢板的厚度不同而有所变化,通常扫查宽度应在150~200 mm才能满足要求。

图3 超声波探伤扫查示意
大型斜拉桥锚固构造部位以及钢桁梁节点板,在结构上需要采用圆弧过渡处理以减小突变部位的应力集中。如图4所示,锚拉板熔透焊接于钢梁的顶板上,设计时焊缝两端采用圆弧过渡,焊接完成后将端部打磨匀顺至与钢梁顶板平齐。如果按图4施工将会导致端部圆弧区域焊缝无扫查面,无法进行无损检测。通常焊缝的端部残余应力较大,焊接缺欠也相对较多,是检测的重点区域。某单位在该处增加引板,这样的处理方法在超声波检测时超声波将被引板界面反射,根本无法检测到焊缝。在实际加工时将该部分区域加宽整体下料,以满足检测宽度,待焊接检验合格后沿圆弧线进行切割,并对切割面打磨光滑,如图5所示。虽然增加了钢材用量,但也保证了端部焊缝的质量。
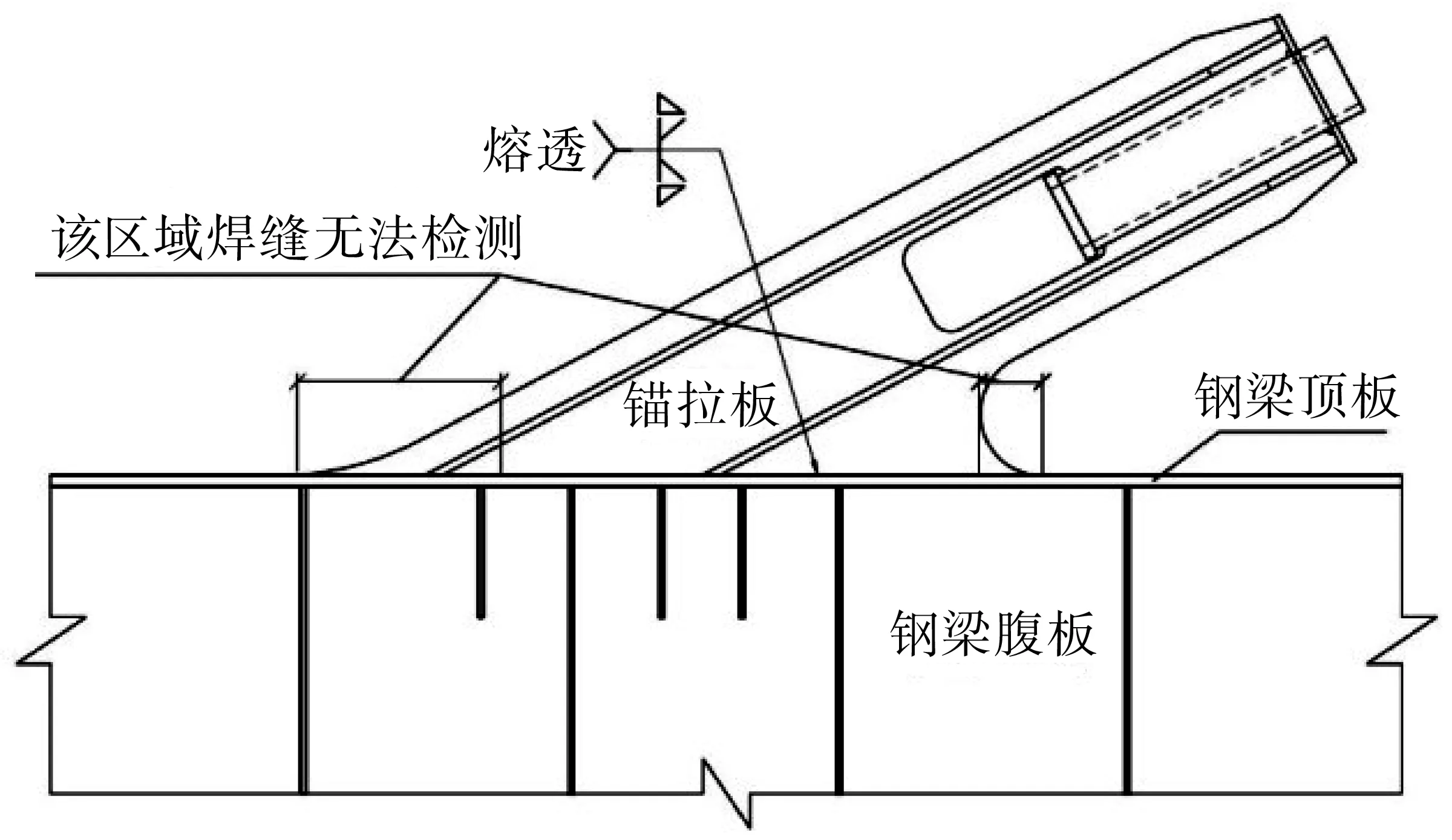
图4 锚拉板与钢梁连接构造细节
3 焊缝尺寸宁大勿小
钢结构上的焊缝根据传递荷载的不同分为工作焊缝和联系焊缝。工作焊缝与被连接的构件是串联关系,承担传递全部载荷的作用;联系焊缝与被连接构件是并联关系,它传递较小的载荷。正确的焊缝设计是确保钢桥安全性的关键,通常在设计时必须计算工作焊缝强度,而联系焊缝的强度不需要计算,对于既有工作应力又有联系应力的焊缝,则只计算工作应力[2]。但在部分项目中,设计者对焊缝没有信心,或对焊缝的受力情况没有进行认真计算,怀着焊缝尺寸宁大勿小的心理,见焊缝就熔透的极端情况也经常出现。

图5 锚拉板端部圆弧处加宽示意
对于桁梁结构杆件均按节点铰接计算杆件内力,除特殊情况考虑杆端次应力外,杆件均按轴向受拉或受压计算。对于全断面拼接时,焊缝的轴向应力与板件一样,此时翼缘板和腹板间的剪应力很小,加大焊缝尺寸并不降低主应力。在非全断面拼接时,腹板上的轴向力通过与翼缘板的焊缝传递给翼缘板和节点板,此时在拼接区域腹板与翼缘板的焊缝传递较大的剪切应力。
日本港大桥对棱角焊缝尺寸大小进行过深入研究,其成果值得借鉴。日本港大桥将杆件分成中间部位和节点接头部位,如图6所示,外侧半V型坡口焊缝高度为,并且在杆件全长中采用一样的坡口深度。节点和接头部位在箱内侧焊接角焊缝,焊脚高度为对受压构件的中间部位,考虑板件的初始变形采用内侧焊接角焊缝,用最小焊缝能够满足应力时,焊缝高度为7 mm,一道焊成[3]。
京沪高铁南京大胜关桥取最大的非全断面拼接H形腹杆进行计算分析。焊脚尺寸时,焊缝的正应力为93 MPa,拼接范围最大剪应力为57 MPa,远小于容许剪应力;将焊脚尺寸增大到20 mm时,正应力基本没有变化,拼接区剪应力为37 MPa,虽然比容许应力更小,但没有必要加大焊缝。这些情况说明,H形杆件角焊缝不必开坡口,焊脚尺寸采用,棱角焊缝坡口尺寸用3 mm是偏保守的合理值[4]。

图6 港大桥焊缝构造细节示意
若盲目加大焊缝尺寸将会带来很多不利的影响,例如产生较大变形。在某钢箱梁悬索桥施工时,锚箱部位的承力板为40mm厚钢板,斜底板为10mm薄钢板(见图7),前期设计要求承力板与斜底板熔透焊接,工程首件按熔透焊接制造,焊接完成后斜底板严重变形,经沟通将该焊缝改成K8角焊缝,焊接变形大幅减小,受力也满足要求。
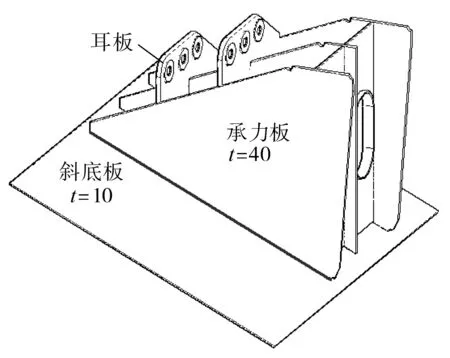
图7 某悬索桥锚箱构造示意
4 过分担心焊接残余应力的影响
焊接是一个热加工过程,在焊接热输入的影响下焊缝及热影响区金属发生塑性变形和相变,这种塑性变形和相变是不可逆的,焊接结束后保留在接头中,于是产生焊接应力和变形。孙口黄河桥整体节点经过焊接残余应力测试,测试结果表明,最大的残余应力已超过钢材的名义屈服点。焊接残余应力对结构的影响非常复杂,很多设计者和业主对其感到不安,曾有业主要求对某钢箱梁进行整体退火以消除残余应力,这是不现实也没有必要的,对于薄壁结构而言,应力释放和再平衡后反而会产生无法修复的热变形。
钢结构作为塑性结构,具有较好的变形能力,同时,焊接残余应力具有自平衡的特点,焊接应力随着反复加载和卸载,其应力峰值会逐渐减小。通常只对有发生脆性断裂危险的厚截面结构、厚度超过一定限度的压力容器、对加工精度要求较高的结构和有应力腐蚀危险的结构才考虑消除焊接残余应力[5]。对于桥梁钢结构,如果消除焊接应力,会使结构产生无法恢复的变形,导致结构失去功能而报废。国外的大型桥梁结构从来不做消除应力处理,工程实践也证明,不消除焊接应力没有任何问题。当然,在设计和制造加工环节还是应该采取措施,减小焊接残余应力对结构的影响。
5 结论
目前国家大力推进公路钢桥应用,钢结构具有较强的专业性,很多设计人员对其了解不足,往往参考既有工程错误实例进行设计,给加工制作带来很多问题。为了更好地提升钢结构桥梁建造品质、降低建设成本、提高生产效率,应从设计阶段统筹考虑钢结构桥梁的工厂化制造等问题。本研究针对经常见到的问题进行探讨,期望在设计阶段或图纸工艺性审查阶段将不合理的要求和细节进行优化,使钢桥细节设计更趋合理、可靠,具有较好的工艺性、经济性,便于工厂制造和现场安装。
[1]郭俊国.高速公路建设发力钢铁业可借“东风”[N].中国冶金报,2017-02-07[2].
[2]陈祝年.焊接工程师手册(第2版)[M].北京:机械工业出版社,2009:1266.
[3](日)阪神高速道路公团.日本港大桥[M].北京:中国铁道出版社,1981:289-293.
[4]赵廷衡.桥梁钢结构细节设计[M].成都:西南交通大学出版社,2011:146-149.
[5]中国机械工程学会焊接学会.焊接手册(第3卷)焊接结构[M].北京:机械工业出版社,2007:138-139.
Common errors of weld detail design of steel bridge
ZHANG Jianfeng
(China Railway Baoji Bridge Group Co.,Ltd.,Baoji 721006,China)
With the improvement of steel bridge construction technology and the promotion of highway structural steel bridge,the rational design of steel bridge is conducive to cost reduction and quality assurance.As many improperly designed details are currently existed in steel bridge construction,blind increase of weld size,blind increase of weld grade,lack of technical consideration of structural details,etc..This paper analyzes the common errors to hope to optimize these unreasonable requirements and details in design stage and drawing review stage,so that the detail design of steel bridge can be more rational and more reliable.
steel bridge;weld;detail design;misunderstanding
TG457
B
1001-2303(2017)09-0081-04
10.7512/j.issn.1001-2303.2017.09.17
本文参考文献引用格式:张剑峰.钢桥焊缝细节设计常见误区[J].电焊机,2017,47(09):81-84.
2017-05-09
张剑峰(1977—),男,高级工程师,学士,主要从事钢桥梁焊接技术研究和管理工作。Email:472513050@qq.com。
