QFP元件引脚钎焊温度场的瞬态数值模拟
2018-01-03焦万才
焦万才,杜 银
(1.沈阳大学 机械工程学院,辽宁 沈阳 110044;2.沈阳新松机器人自动化股份有限公司,辽宁 沈阳 110168)
QFP元件引脚钎焊温度场的瞬态数值模拟
焦万才1,杜 银2
(1.沈阳大学 机械工程学院,辽宁 沈阳 110044;2.沈阳新松机器人自动化股份有限公司,辽宁 沈阳 110168)
随着电子元件之间集成度的提高,元件之间距离的减小,各个引脚之间间隙的减小,大大提高了封装的难度,因为电子元件的封装不仅要保证良好的电器性能还要满足基本的连接功能。微电子元件软钎焊成为决定产品性能的关键因素之一。采用数值模拟分析方法详细描述软钎焊时的电子元件引脚周围的温度场分布。通过使用COMSOL软件完成对模型的构建以及材料的加载,并且根据实际的情况分析定义边界条件,然后利用软件计算出温度分布并且模拟钎料的相变过程。
电子元件;软钎焊;温度场分布;模拟;COMSOL
0 前言
在现代社会中,电子产品越来越多,并且不断地向小、薄、轻、多功能、高性能、智能等方面发展[1]。这都取决于微电子技术的发展,它是现代世界技术的重要组成部分。
微电子技术包括微电子元件和微电子组装技术。电子元件由传统的通孔安装(DIP)向表面贴装发展(SMD),如四方扁平封装(QFP)以及小外形封装(SOP)。与DIP相比,SMD具有体积小、高频特性提高、耐震动、安装紧凑等优点,极大地促进了电子产品向多功能、高性能、微型化、低成本方面发展。目前电子封装市场占据主导地位的是SOP、QFP等。实际上QFP的使用更加普遍,因为QFP的引线的间距更小[2]。
随着技术的发展,制约电子产品性能的不再是电子元件本身,而是电子元件的封装技术。随着电子元件之间的集成度的提高,元件之间距离减小,各个引脚之间间隙减小,大大提高了封装难度,因为电子元件的封装不仅要保证良好的电器性能还要满足基本的连接功能。即使一个引脚处的焊点没有得到良好的保证,也会影响整个产品的性能。微电子元件连接技术已经成为决定产品性能的关键因素之一。
本研究采用数值模拟分析方法详细分析软钎焊时的电子元件引脚周围的温度场分布。模拟钎焊小尺寸外引脚电子元件时的温度分布状况,并且利用软件绘制出温度分布表面图、温度分布等温线图。分析钎料相变过程,绘制出相变过程的变化图。
1 计算模型
1.1 物理模型的建立
本研究主要考虑软钎焊过程中引脚处的温度分布,为了减少计算量,对模型进行简化,主要分析引脚、铜垫盘、钎料三者的温度场分布情况。这样不仅能够突出研究目标,而且节省计算量,减少了电脑负担,能够对多个物理场进行耦合计算。模型如图1所示。

图1 引脚模型
1.2 材料加载
焊接过程中,温度的变化会导致材料的各种物性参数发生变化。本研究不考虑焊接温度引起的材料物性参数的变化,只分析形成焊点后的情况[3]。为了减小仿真难度,仿真过程中假设材料的物性参数不随温度改变。结合图1中的几何模型给出材料的物性参数,如表1所示[4]。

表1 模型中相关材料的物理参数
材料的加载除了从软件自带的材料库中直接添加外,其余的均通过添加空材料的方式,直接填写软件模拟过程中所需要的材料的物性参数,通过上述两种方式完成对材料的定义。
对钎料进行相变分析和流场流动分析还需要一些其他参数:钎料的比热率为1.4;动力粘度系数8×10-7,单位m2/s,动力粘度为动力粘度系数和密度的乘积;热膨胀系数为2.67×10-4,单位为1/K,它是一个与温度有关的物理量。钎料的相变温度505 K,释放的潜热为60 kJ/kg,相变间隔2 K。
1.3 边界条件
首先需要考虑各个组件热量的交换与传递。根据钎焊特点引脚和垫盘不熔化,热量在传递过程中一直属于固体传热,而钎料则存在着相变过程,所以这部分的热量传递属于相变传热。另外,还要考虑元件在激光软钎焊过程中存在着与外部空气之间的换热,如表2所示。

表2 模型的边界条件
1.4 热源模型的建立
对于激光焊接温度场的数值计算,一般采用与电弧焊类似的处理方式,将热源看成面热源或者点热源,面热源的能量密度分布主要为高斯热源分布或圆形光斑内的均匀分布[5]。在进行激光焊接仿真时,采用高斯热源模型,热源方程为[6]

式中 q(r)为距离热源中心r处的热流密度;Q为激光焊接时的有效功率;rH为加热斑点的半径。本研究中设置为引脚表面接受激光照射,所以光斑点的直径设置为引脚表面的长方形的对角线长度,这样能够保证引脚表面都接收到激光热源传递的热量。其中激光热源的有效功率设置为5 W,这是经过模拟后得到的合适的焊接功率。
2 结果计算和分析
2.1 网格划分
首先对引脚和钎料的表面进行自由三角形网格剖分,选择尺寸为极端细化,这样能够得到更精确的模拟结果。然后通过扫略命令对钎料和引脚进行网格构建,扫略分层定为8层,进一步细化网格。随后对钎料和垫盘的接触面进行网格转换,把底面的四边形网格转换为三角形网格,这是因为同一面如果网格不一致会造成计算问题,模型的收敛性也会下降。最后对垫盘表面进行自由三角形网格剖分,网格尺寸选为特别细化,然后扫略,扫略分层为2层。采用这种方式能够对主要研究的区域进行网格细化,使结果更加准确。还能够对其他不重要区域的网格进行粗化,以减少计算量,加快计算效率。网格剖分模型如图2所示。

图2 引脚的网格剖分模型
2.2 无流场钎料相变过程研究
求解器设置为瞬态求解器,考虑各个物理量和时间的关系,可得到一个瞬时的温度变化。步长设置为0.1 s,计算3 s,这样得到的结果更为详细。结果经过处理后,得到多种温度分布图。钎料温度的等温线分布如图3所示。因为主要研究的是钎料的温度情况,所以在后处理中新增一个解,在解的选择当中将钎料单独选取出来进行分析。通过这个设置得到钎料的表面等值面分布如图4所示。图3和图4都是在时间为0.5 s,即焊接热源刚结束作用时的温度分布情况。
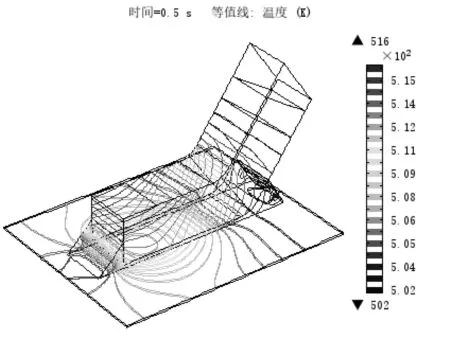
图3 0.5 s时引脚等温线分布情况

图4 0.5 s时钎料等值面分布情况
因为增加了相变过程,所以还有一个相变分布情况图,这是一个动态图,能够显示相变的整体变化情况。由于文档无法显示动态图,所以截取某个时间点的相的分布情况,0.46 s、0.48 s、0.5 s、0.54 s时的相分布情况如图5所示。
由图3可知,软钎焊时温度的最大值产生在引脚的边缘和空气相接处。一方面是因为在此处与空气换热,换热系数较低,其余的是通过铜传热,传热快;另一方面是结构不对称,引脚伸出的部分短,所以热量高于引脚长的地方。由图4可知,钎料的温度分布也与热源在引脚上的温度情况分布相差不大,这是因为温度是通过引脚传递的。
结合相变图可知,相变最先发生在温度最大区域,然后逐渐向温度较低处转变。这个过程和温度分布的情况相符合,证明上述建模和设计是正确的。但是上述过程中未考虑钎料熔化后流动对温度分布的影响,所以为了精确模拟现实情况,还需要增加流场来进一步分析软钎焊的温度分布。
2.3 有流场钎料相变过程研究
求解器与无流场时设置相同,计算后分别通过后处理得到与2.2节中相同的图像,并对比分析流场有无对温度分布的影响以及研究增加流场后的相变过程。引脚的等温线分布情况如图6所示。钎料的等值面分布情况如图7所示。
对比发现,加入流场后能够促进传热效果,由钎料温度0.5s时的分布可以看出,有流场的最小值高于无流场的最小值。其他区域的温度则无明显变化。
增加流场后,相变过程中 0.46 s、0.48 s、0.52 s、0.54 s的相的分布情况如图8所示。
对比上述相变可以发现,有流场时,液态钎料流动促进温度的传递,促使相变时间提前。
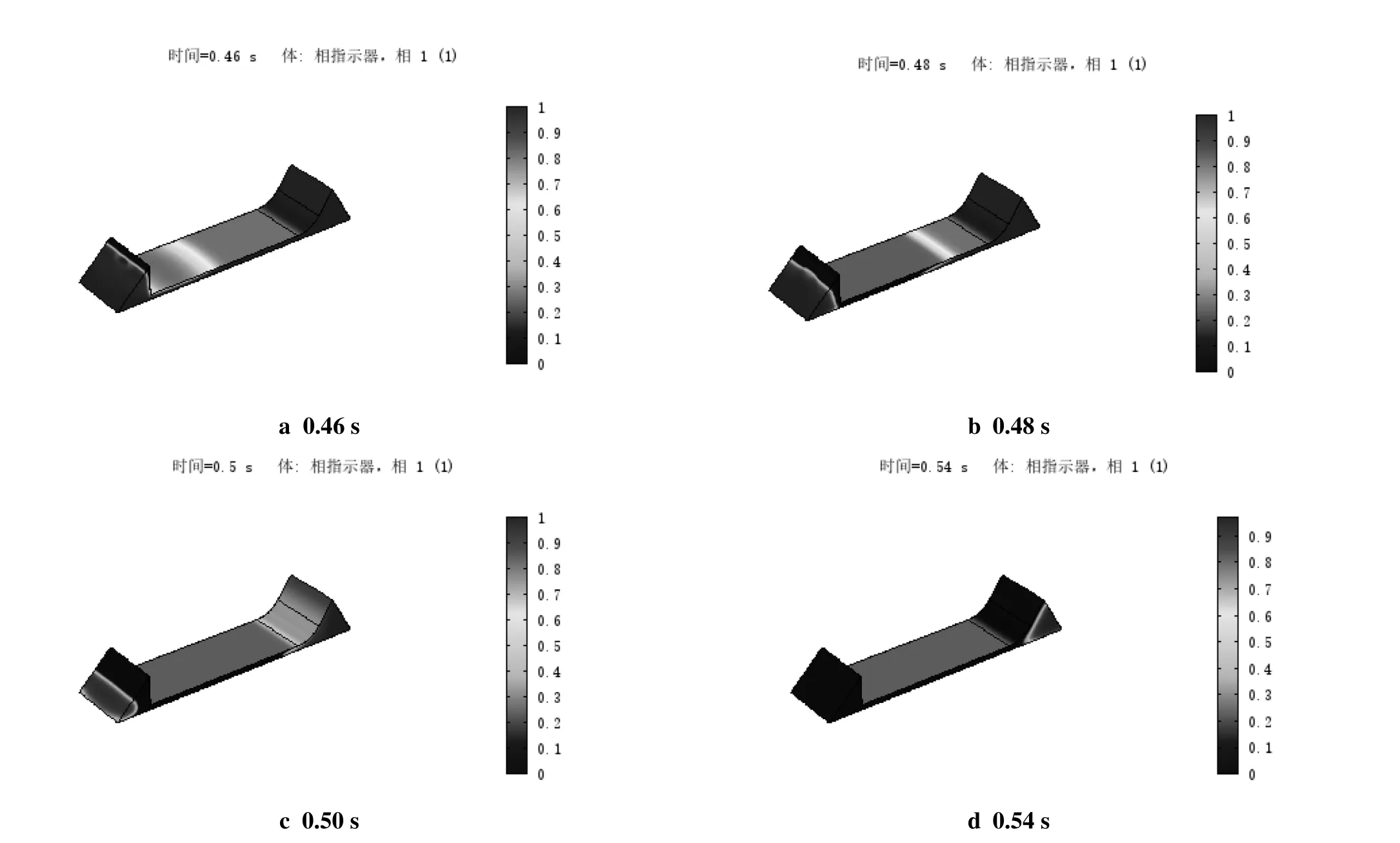
图5 钎料相变过程中相在某时刻下分布情况
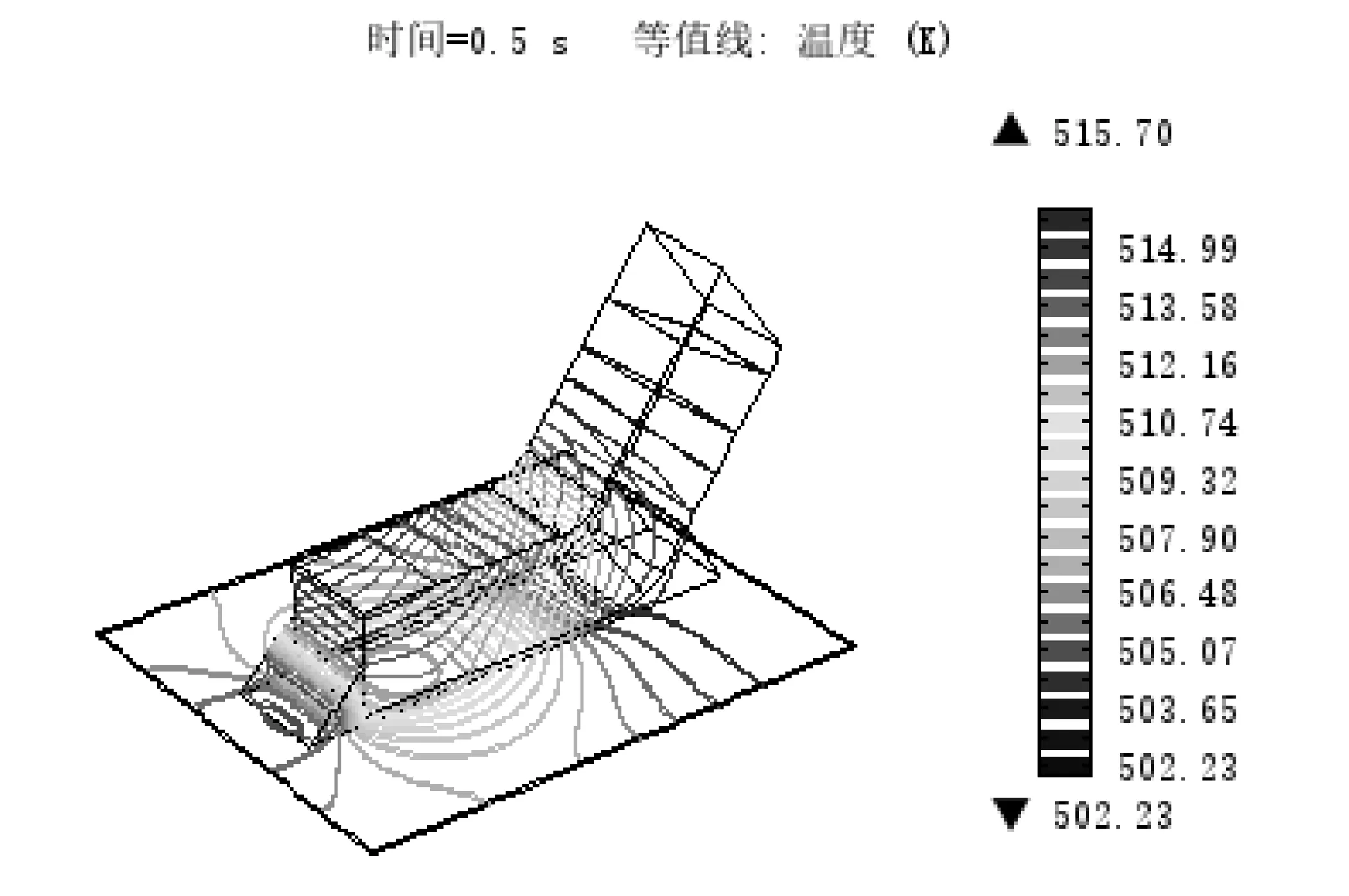
图6 0.5 s时引脚温度等值线分布

图7 0.5 s时钎料的等值面分布

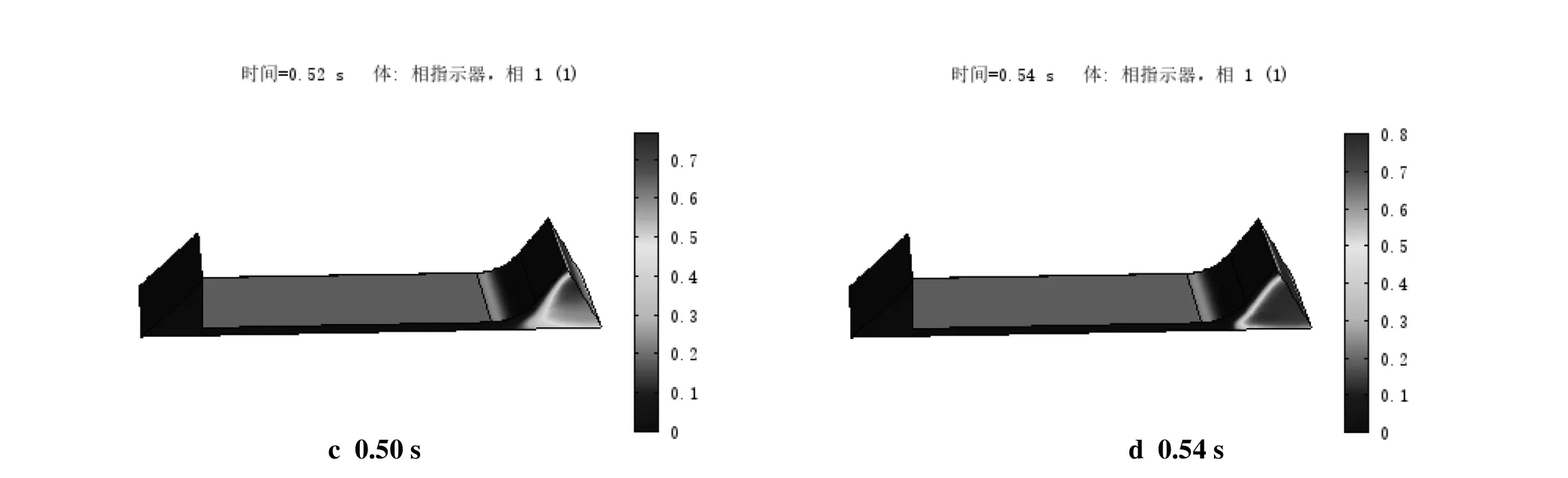
图8 钎料相变过程中相在某时刻下分布情况
3 结论
(1)研究从两方面分析温度分布情况,一是液态钎料无流动的状态,二是液态钎料有流动的状态。绘制表面温度分布、等值线分布以及钎料的表面温度分布、等值线温度图,然后选取相变过程中的4个时间点,绘制相的分布图。
(2)在液态钎料无流场的情况下,相变最先发生在温度最大的区域,然后逐渐向温度较低区域转变。该过程和温度分布情况相符合。
(3)比较液态钎料在有无流场情况下可以发现,有流场时,液态钎料流动促进温度的传递,促使相变时间提前。
[1]杨巧蓉.科技价值与人的全面发展[J].山东社会科学,2006(12):10-14.
[2]袁建文.QFP与SOP封装器件的激光钎焊技术研究[D].北京:北京工业大学,2013.
[3]余淑荣,熊进辉,樊丁,等.ANSYS在激光焊接温度场数值模拟中的应用[J].焊接技术,2006(05):6-9.
[4]黄丙元.SMT再流焊温度场的建模与仿真[D].天津:天津大学,2005.
[5]刘炜,周德俭.QFP器件激光软钎焊温度场的建模与仿真[J].桂林电子科技大学学报,2014(01):21-24.
[6]武传松.焊接热过程与形态[M].北京:机械工业出版社,2007:22-24.
Transient numerical simulation of temperature field in laser soldering of QFP element
JIAO Wancai1,DU Yin2
(1.School of Mechanical Engineering,Shenyang University,Shenyang 110044,China;2.Shenyang SIASUN Robot Automation Co.,Ltd.,Shenyang 110168,China)
As the integrated electronic components density is getting higher,the distance among electronic component is shortened and the gap of pins is shortened,which has increased the difficulty of encapsulation techniques.Good encapsulation techniques not only can guarantee nice capability of electronics,but also should guarantee connect function.If the solder joints of pin have some problems,all the capability of electronics will be affected.The encapsulation technique of microelectronic element becomes one of the key determinants of product capability,so the study about it is very important.This article uses the numerical simulation analysis to describe the temperature field distribution of electronic element pins during welding.We can build the model and load the date by using COMSOL,then analyze the boundary conditions,at least calculate the temperature field distribution and simulate the changing process of solder.
electronic components;soldering;temperature field distribution;simulation;COMSOL
TG454
A
1001-2303(2017)09-0057-05
10.7512/j.issn.1001-2303.2017.09.12
本文参考文献引用格式:焦万才,杜银.QFP元件引脚钎焊温度场的瞬态数值模拟[J].电焊机,2017,47(09):57-61.
2017-03-05
焦万才(1969—),男,副教授,本科,主要从事焊接工艺及设备的研发工作。E-mail:yongganll@163.com。
