7055铝合金搅拌摩擦焊工艺
2018-01-03
(上海航天设备制造总厂,上海 200245)
7055铝合金搅拌摩擦焊工艺
汤化伟,张 聃,封小松,徐 奎,陆剑东
(上海航天设备制造总厂,上海 200245)
利用正交试验法研究搅拌摩擦焊工艺参数对4 mm厚7055-T6铝合金对接接头力学性能和显微组织的影响。结果表明:焊接速度对接头抗拉强度影响最大,旋转速度和压入量依次减小;最优参数焊接的试样的抗拉强度为475.5MPa,接头强度系数0.788;焊缝的显微硬度低于母材,呈"W型"分布;在正弯角约75.4°和背弯角约62.1°时出现开裂。
正交试验;7055-T6铝合金;工艺参数;力学性能
0 前言
7055铝合金是以Al-Zn-Mg-Cu合金为主的超高强可热处理强化铝合金,具有很高的强度和硬度、良好的热加工性、较好的耐腐蚀性能和较高的韧性等优点,广泛应用于航空航天领域[1-3]。
7055铝合金采用传统的熔化焊技术进行连接时,易产生热裂纹等焊接缺陷,从而制约了7055铝合金的应用[4-5]。搅拌摩擦焊(FSW)是一种固相连接技术,特别适合于铝合金产品的焊接,为7055铝合金焊接提供了新的解决方案。本研究采用正交试验法对4 mm厚7055-T6铝合金FSW的工艺参数进行优化,并测试分析焊缝的力学性能和显微组织,为其工业化应用提供理论基础。
1 试验材料和方法
试验所用7055铝合金板材厚度4 mm,尺寸110 mm×110 mm×4 mm,热处理状态为 T6态,即固溶强化+人工时效,化学成分如表1所示。采用龙门式搅拌摩擦焊设备(FSW-LM2-1012)进行焊接试验。试验采用圆锥螺纹搅拌工具,轴肩直径13 mm,搅拌针端部直径3.2 mm。
表1 7055-T6铝合金化学成分%
采用正交试验法进行FSW焊接试验,工艺参数因素水平见表2。焊后制备拉伸试样、弯曲试样和金相试样,测试分析焊缝的力学性能和显微组织。
表2 正交试验因素与水平
2 试验结果和分析
2.1 接头抗拉强度
正交试验结果如表3所示。焊接参数为:旋转速度800 r/min,焊接速度120 mm/min,压入量0.1 mm,其接头最大抗拉强度为475.5 MPa,接头强度系数0.79,为最优焊接参数。

表3 正交试验结果
根据3个因素各水平极差分析可知,焊接速度对接头抗拉强度影响最大,而旋转速度和压入量对接头抗拉强度影响次之。
2.2 接头显微组织
搅拌摩擦焊缝区域一般分为焊核区(WNZ)、热机影响区(TMAZ)、热影响区(HAZ)和母材(BMZ)。焊接接头截面形貌如图1所示。可以看出,焊缝区的组织与母材有明显区别。搅拌摩擦焊缝左右不对称,在焊缝的前进侧,搅拌针主要为热剪切作用,且该处材料在搅拌头旋转力和前进力的双重作用下,相对于母材发生较大的相对变形差,因此,母材和焊缝前进侧之间分界线较明显;而位于后退侧的焊缝受到搅拌头的挤压、摩擦作用,同时受到旋转面前方的金属的挤压作用,该侧金属的相对变形较小,热塑金属过渡较为均匀,因此,母材与焊缝后退侧的分界线较模糊。
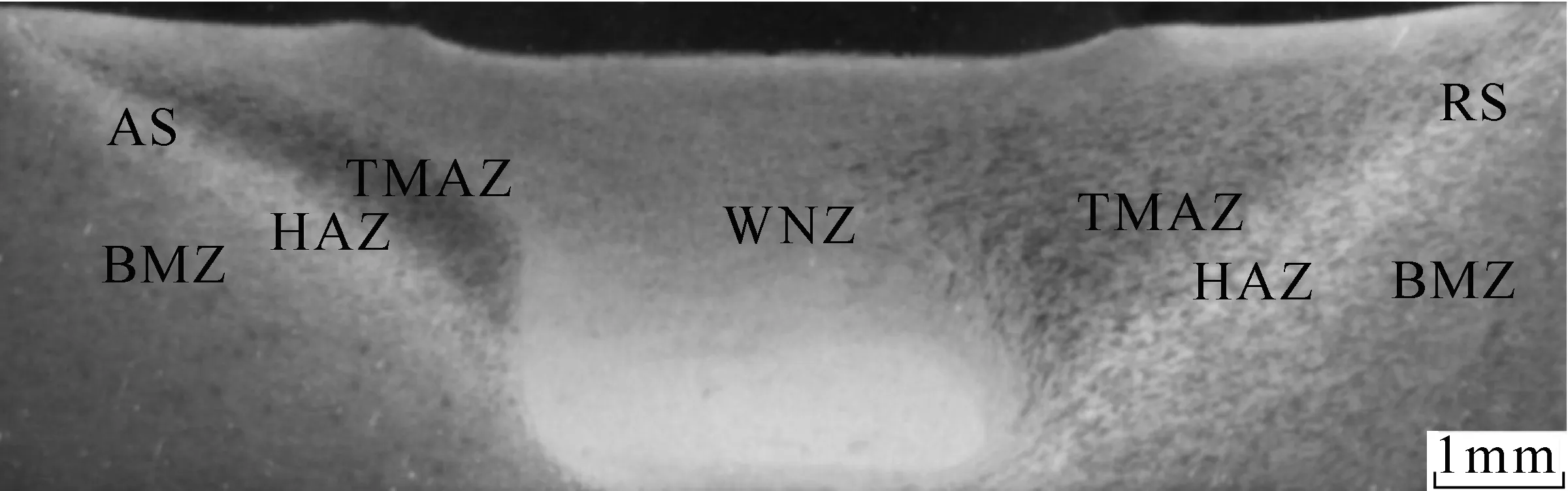
图1 焊接接头截面形貌
焊缝的金相组织如图2所示。图2b为焊核区组织形貌。该区由于受到搅拌头的机械搅拌作用以及由摩擦和剪切产生的局部高温作用,焊核区金属发生动态再结晶,形成细小等轴晶粒。图2c和图2d分别为前进侧和后退侧热机影响区,该区受到搅拌头的机械搅拌和焊接热循环的双重作用,晶粒被拉长,产生了较大的机械变形,具有一定的方向性,同时由于热循环作用,晶粒大于母材。图2e和图2f分别为前进侧和后退侧热影响区,该区受到焊接热循环作用,相对于母材,晶粒粗大。因此,焊缝热机影响区和热影响区为焊缝薄弱区域。
2.3 接头显微硬度
沿焊缝接头横截面水平方向进行显微硬度测试,测量点间距为0.5 mm,结果如图3所示。
由图3可知,搅拌摩擦焊缝显微硬度值呈“W”型分布,母材硬度值较高,接近180 HV,焊缝中心位置为焊核区,硬度达到160 HV,硬度值较周围热影响区大;热机影响区与热影响区过渡区存在明显的硬度软化,该位置硬度值较低,最低值为109.5 HV,出现在前进侧热机影响区与热影响区过渡区,其数值且后退侧显微硬度变化较为平缓,范围较前进侧大,这与后退侧热机影响区和热影响区范围较大有关。
2.4 接头弯曲性能
接头弯曲试验结果如图4所示。在相同焊接参数下,正弯角度平均值为75.4°,背弯角度平均值为62.1°,正弯角度明显大于背弯角度。这主要是由于背弯试验中焊缝背部受拉伸作用力,对于搅拌摩擦焊来说,焊缝背部接受的热输入量较小,组织成分不如焊缝正面均匀,是焊缝较薄弱的区域,因此正弯角度大于背弯角度。

图2 焊缝的金相组织

图3 搅拌摩擦焊缝显微硬度分布
3 结论
(1)4 mm厚7055-T6铝合金最优焊接参数为:旋转速度800 r/min、焊接速度120 mm/min,压入量0.1 mm,其接头抗拉强度可达475.5 MPa,接头强度系数0.79,正弯角度平均值为75.4°,背弯角度平均值为 62.1°。

图4 接头弯曲试件
(2)由正交试验极差分析可知,焊接速度对接头抗拉强度影响最大,而旋转速度和压入量对接头抗拉强度的影响依次减小。
(3)7055-T6铝合金搅拌摩擦焊缝焊核区发生动态再结晶,形成细小的等轴晶粒,热机影响区和热影响区相对于母材晶粒长大,为焊缝薄弱区域。
[1]潘复生,张丁菲.铝合金及应用[M].北京:化学工业出版社,2006:59-60.
[2]王涛,尹志明.高强变形铝合金的研究现状及发展趋势[J].稀有金属,2006,30(2):197-202.
[3]李成功,巫世杰,戴圣龙,等.先进铝合金在航空航天工业中的应用与发展[J].中国有色金属学报,2002,12(1):14-21.
[4]Wu Y L,Froes F H,Alvarez A,et al.Microst-ructure and properties of a new super high-strength Al-Zn-Mg-Cu alloy C912[J].Materials and Design,1997,18(4/6):211-213.
[5]李先聚,杨杰,张豪,等.喷射成形7055铝合金的显微组织和力学性能[J].中国有色金属学报,2007,17(12):1987-1992.
Frictionstir welding process parametersof 7055 aluminumalloy
TANG Huawei,ZHANG Dan,FENG Xiaosong,XU Kui,LU Jiandong
(Shanghai Aerospace Equipments Manufacturer,Shanghai 200245,China)
The effects of friction stir welding process parameters on the mechanical properties and microstructure of 4 mm thick 7055-T6 aluminum alloy were studied by adopting orthogonal test method.The results show that the effect of welding speed on the tensile strength is maximal,then the rotational speed and heel plunge depth.By using the optimal parameters,the tensile strength of the sample is up to 475.5 MPa,and the joint coefficient of strength is up to 0.788.The microhardness of weld,which is"W"distribution,is lower than the base material.At about 75.4°face bending test and 62.1°back bending test,the cracking is found in the joint.
orthogonal test;7055-T6 aluminum alloy;process parameters;mechanical properties
TG453+.9
A
1001-2303(2017)09-0046-04
10.7512/j.issn.1001-2303.2017.09.10
本文参考文献引用格式:汤化伟,张聃,封小松,等.7055铝合金搅拌摩擦焊工艺[J].电焊机,2017,47(09):46-49.
2017-04-01
上海市优秀技术带头人计划项目(14XD1421600)
汤化伟(1985—),男,工程师,硕士,主要从事铝合金搅拌摩擦焊技术研究工作。E-mail:lajiao9@163.com。
