FB60双相钢卷材扩孔性能波动原因分析
2017-09-28刘永前周和荣
梁 文 吴 润 刘 斌 胡 俊 刘永前 周和荣
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉 430081; 2.武钢研究院,湖北武汉 430080)
FB60双相钢卷材扩孔性能波动原因分析
梁 文1,2吴 润1刘 斌1,2胡 俊2刘永前2周和荣1
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北武汉 430081; 2.武钢研究院,湖北武汉 430080)
扩孔性能波动一直是双相钢卷材生产中的难题。分析了某厂FB60双相钢卷材扩孔性能波动的原因。结果显示,在生产过程中,由于采用升速轧制模式,导致钢卷的卷取温度不均匀,卷材尾部卷取温度升高,从而产生了更多的珠光体。不同组织之间的变形率差异较大,导致FB60钢卷材的扩孔性能降低。通过采用“短坯+准恒速轧制模式”,提高了FB60钢整卷卷材的扩孔性能,扩孔率达到了98%以上。
FB60双相钢 卷材 扩孔性能 准恒速轧制
降低车身重量、提高整车的安全性是现代汽车工业发展的方向。先进高强度钢 (Advanced High Strength Steel,AHSS) 板材兼具高强度和易成形等优点,已成为近年来汽车用高强度钢板开发和使用的热点。而在汽车行走部件和底盘结构件的制造过程中需经历翻边和扩孔工序,要求钢材具有良好的扩孔性能。铁素体/珠光体类型的钢板强度不足,铁素体/马氏体双相(FMDP)钢扩孔性能较差。当FMDP钢中的马氏体被贝氏体取代时,两相的强度差减小,扩孔性能提高,因此铁素体/贝氏体双相钢(FBDP)已成为汽车车轮和底盘用钢的重要材料[1- 2]。目前国内汽车制造企业主要采用进口的FBDP,而国内的同类产品存在扩孔性能波动大等问题,限制了先进高强度汽车用钢的国产化进程,因此对FBDP钢的扩孔性能进行研究具有重要意义。
某汽车配套厂,现采用规格为2.5 mm的热轧FB60双相钢生产汽车底盘结构件。其生产工艺为:热连轧钢卷—酸洗—平整横切—下料—冲孔—扩孔—焊接—涂装。然而在扩孔工艺环节,部分钢板出现了开裂现象,严重影响了产品的成品率。
1 原因分析
1.1 化学成分
FB60双相钢的化学成分如表1所示。

表1 FB60双相钢的化学成分(质量分数) Table 1 Chemical composition of the FB60 dual- phase steel (mass fraction) %
1.2 力学性能和扩孔性能
在扩孔合格和开裂的卷材上取样,分别标为1号、2号。
将1、2号试样加工成80 mm的定标距试样,按GB/T 228.1在拉伸试验机(日本岛津AG- IS100KN)上进行拉伸试验。将1、2号试样加工成100 mm×100 mm试片,在其中心冲制出φ10 mm的孔,按照GB/T 24524—2009的要求,在BCS- 50AR万能薄板成型试验机上进行扩孔试验,采用公式λ=(dh-d0)/d0计算扩孔率,式中d0、dh分别为扩孔前、后孔的平均直径。试样的力学性能和扩孔性能见表2。
1.3 组织及析出物
将1、2号试样磨制抛光并经硝酸酒精试剂浸蚀后,分别在光学显微镜(OLYMPUS GX71)下观察组织和夹杂物,结果如表3和图1所示。对1、2号试样中析出物的形貌采用碳萃取复型方法,用JEM- 2100F型透射电镜观察其中的析出相,用INCA能谱仪对析出相进行成分分析,结果如表3和图2所示。

表2 FB60钢卷材的力学性能和扩孔性能Table 2 Mechanical properties and hole- expanding ability of the FB60 steel coil

表3 FB60钢卷材的组织及析出相 Table 3 Microstructures and precipitates in the FB60 steel coil
注:B0.5表示链状氧化物0.5级,D1表示球形氧化物1级。
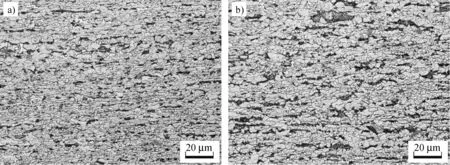
图1 1号(a)和2号(b)试样的显微组织Fig.1 Microstructures of the samples No.1(a) and No.2(b)
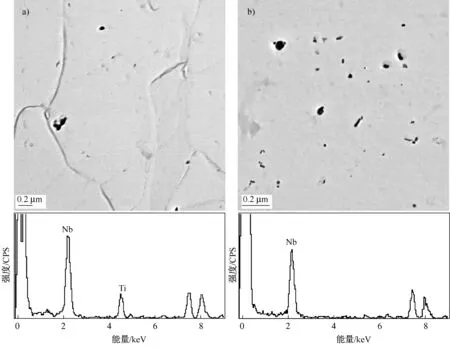
图2 1号(a)和2号(b)试样的析出物形貌及成分Fig.2 Morphologies and constituents of precipitate in the samples No.1(a) and No.2(b)
1.4 扩孔试样分析
在1、2号扩孔试样主裂纹附近切取10 mm×10 mm的试片,用酒精清洗。同时在扩孔试样中心孔附近取样(见图3)、镶嵌和磨制抛光,经硝酸酒精试剂浸蚀后,分别在FEI Quanta 400扫描电镜下对扩孔试样裂纹和截面进行扫描分析,其中裂纹断口的形貌如图4(a)所示, 截面上微孔的形貌如图4(b)所示。
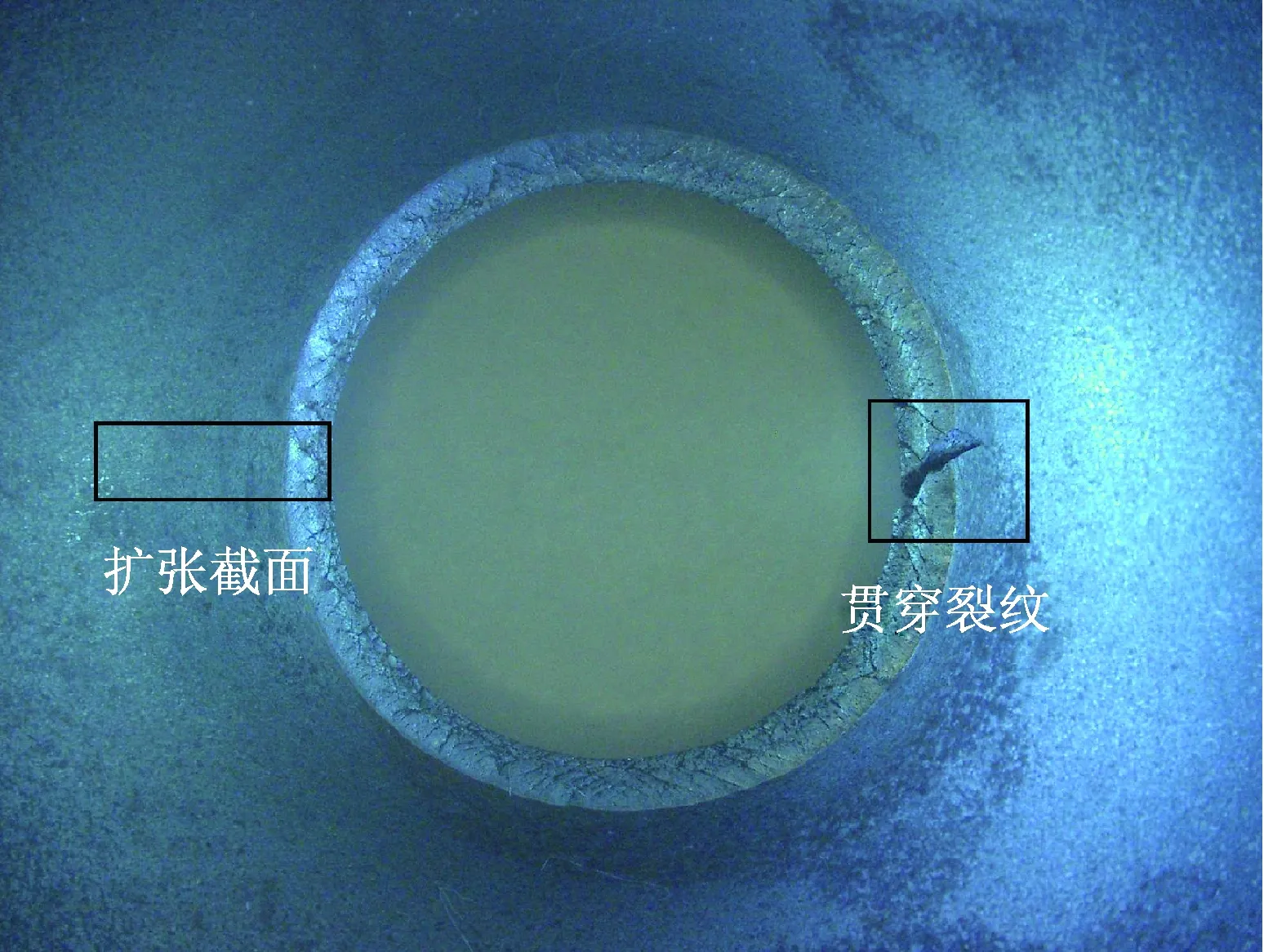
图3 扩孔试样取样示意图Fig.3 Schematic diagram of cutting samples from the hole- expanded sample
2 分析与讨论
1、2号试样属于同一卷产品,化学成分相同。由表2可知,1、2号试样强度接近,2号试样略高10 MPa。表3表明,1、2号试样的夹杂物无区别,显微组织也基本相同,都以B+F为主,含少量P,但2号试样的P量略多,且呈块状。1、2号试样析出物的区别较大,2号试样的析出物数量明显多于1号试样。关于扩孔性能,1号试样扩孔率比2号试样高20%,在用户的实际使用中影响非常明显。
文献[2- 4]指出,相同强度级别、相同厚度的产品,影响其扩孔性能的三个主要因素分别为钢材纯净度、组织以及孔的加工方式。而1、2号试样属于同一卷产品,强度级别、厚度、钢材纯净度都相同,组织均为B+F+P,且都是采用冲孔方式加工,可以认为主要的影响因素相同,但它们的扩孔性能差别较大。图4(b)所示的是扩孔后的试样中心孔附近的截面形貌,图中亮点为渗碳体。由于生产中采用冲孔加工, 中心孔附近存在大量形变组织,引起加工硬化而成为扩孔时发生开裂的薄弱部位。扩孔过程中,中心孔附近首先发生塑性变形,铁素体硬度低,珠光体中的渗碳体硬度高,不同组织的可变形性能有差异,因此在铁素体/渗碳体界面首先产生微孔。随着变形的加剧,微孔聚集扩大,最终形成宏观裂纹[5]。扩孔试验在常温下进行,且FB60钢属于低碳钢,具有良好的塑性,因此宏观裂纹呈现出韧窝特征,为典型的韧性断裂,见图4(a)。
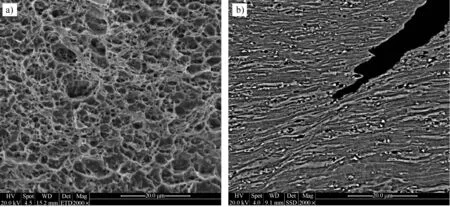
图4 扩孔试样裂纹断口(a)和扩孔截面上的微孔的形貌(b)Fig.4 Micrograghs of (a) crack fracture and (b) pores in cross- section of the hole- expanded sample
对于1、2号试样,虽然组织均为B+F+P,但是2号试样组织中的珠光体多,扩孔过程中更容易产生空洞,从而引发贯穿裂纹,即其扩孔率低。FB60高扩孔钢普遍采用两段式冷却工艺进行生产,即以“水冷+空冷+水冷”的模式进行冷却。查询该钢卷的生产工艺可知,该钢卷头部的卷取温度为450 ℃,轧钢过程采用升速轧制,轧制速度越来越快,导致钢板在水冷段的时间大大缩短,冷却效果降低,到卷材尾部时卷取温度已升高至510 ℃,而1、2号试样正好分别对应于轧材的头部和尾部,导致卷材扩孔性能差别较大。
3 改进措施
由上述分析可知,卷取温度过高是两段式冷却工艺生产FB60钢卷材扩孔性能不合格的主要原因。而造成此现象则是升速轧制模式所致。升速轧制模式引起整卷卷材扩孔性能波动也是FBDP钢生产的难题之一,因此选择合理的轧制速率是FB60钢卷材扩孔性能稳定的关键。
在生产过程中,FB60钢采用准恒速轧制模式,即将轧制加速度控制在0.005 m/s2,基本可保证整卷卷材的轧制速度为恒速,同时采用短坯生产,从而保证整个钢卷的卷取温度控制在±20 ℃。
4 实施效果
采取上述措施后,FBDP钢整卷卷材的卷取温度控制精度得到极大提高,整卷温度波动可控制在±20 ℃。卷取温度的精确控制,确保了整卷卷材扩孔性能的稳定,从钢卷头、中、尾三个部位分别取样进行力学性能和扩孔性能检验,强度波动在20 MPa以内,扩孔率均≥98%,效果理想,见表4。

表4 改进轧制工艺后FB60钢卷材的力学性能和扩孔性能Table 4 Mechanical properties and hole- expanding ability of FB60 steel coil produced by an improved rolling process
5 结论
(1)铁素体/珠光体的可变形性能不同是引发FB60双相钢卷材扩孔开裂的直接原因。
(2)轧钢过程中的升速轧制模式是造成FB60钢整卷卷材扩孔性能波动的主要原因。
(3)采用“短坯+准恒速轧制”模式,提高了整卷卷材扩孔工艺的稳定性,可以使FB60钢整卷卷材的扩孔率波动减小,扩孔率可达98%以上。
[1] 沈鑫琚,裴新华,唐帅,等. 卷取温度对热轧F/B双相钢组织性能的影响[J]. 东北大学学报(自然科学版), 2014, 35(8):1120- 1124.
[2] 陈继平,董玉庆,钱健清,等. 热轧马氏体和贝氏体双相钢扩孔性能及机理[J]. 中南大学学报(自然科学版), 2014, 45(2):395- 400.
[3] FANG X, FAN Z, RALPH B,et al. Effects of tempering temperature on tensile and hole expansion properties of a C- Mn steel[J]. Journal of Materials Processing Technology, 2003, 132(1- 3): 215- 218.
[4] 代晓莉,郭佳,李飞,等. 580 MPa级热轧高扩孔钢的组织与性能[J]. 上海金属, 2015, 37(1):23- 27.
[5] 丁昊,丁桦,唐正友,等. 热轧FB扩孔钢的组织性能研究[J]. 轧钢, 2008, 25(3):16- 21.
收修改稿日期:2016- 09- 20
AnalysisontheUnstableHole-expandingAbilityofFB60Dual-phaseSteelCoil
Liang Wen1,2Wu Run1Liu Bin1,2Hu Jun2Liu Yongqian2Zhou Herong1
(1. Key Laboratory for Ferrous Metallurgy and Resources Utilization of Ministry of Education, Wuhan University of Science and Technology, Wuhan Hubei 430081, China; 2. Research and Development Center of WISCO, Wuhan Hubei 430080, China)
Unstable hole- expanding ability was always a difficult problem in the dual- phase steel coil production. The reason why FB60 dual- phase steel coil exhibited the unstable hole- expanding property was analyzed. From the analysis it showed that the coiling temperature of coil was nonuniform,that is, the coiling temperature was higher in the coil tail than in other parts, due to the use of an accelerating rolling mode to produce the coil, thus forming more pearlite in the coil. The unstable hole- expanding ability of the FB60 steel coil was attributed to greater difference between in deformation rate for various microstructures. The use of a “short slab + constant- speed rolling mode” has increased the hole- expanding property of the whole FB60 steel coil, with the hole- expanding ratio amounting to 98% or more.
FB60 dual- phase steel, coil, hole- expanding ability, constant- speed rolling
国家科技基础条件平台汽车腐蚀专题;湖北省自然科学基金资助项目(No.2014CFB799)
梁文,男,工程师,博士在读,主要从事高强度汽车钢的研发,Email:15972996369@163.com
