浅析纸机传动控制系统的负荷控制
2017-09-06丁鹏飞
丁鹏飞
摘 要: 本文分析了多电机传动控制系统负荷控制的原理,说明了多电机驱动主、从辊的选择原则及负荷控制的几种具体控制方式,并结合纸机分部的工艺特性、耦合特性选用相应的控制方式,满足纸机控制精度和稳定性的要求。
关键词: 电机;转矩;速度;耦合
1.引言
在纸机传动控制系统中经常会遇到由两台及以上电机共同驱动纸机同一分部的情况,这些电机之间存在或强或弱的耦合关系,即一个电机运行速度、运行负荷会影响到同一分部其他电机的运行状况。如纸机网部真空伏辊、驱网辊等;压榨部的真空吸移辊、真空压榨辊;施胶机的上辊、下辊等。这就要求分部传动组内各电机之间在实现速度同步的同时进行负荷的均衡控制,如果负荷不能均匀分配甚至出现负荷对拉现象,就会造成一个或多个电机工作在过流、过压状态,不仅影响正常的抄纸作业,降低电机使用寿命,严重时甚至可能损坏电机及机械设备。这就要求我们对各分部进行相应的负荷控制,使分部总负荷能均衡的分配到传动组内各电机上。
2.负荷控制机理
负荷控制的机理为在多电机传动控制过程中使各分部电机的负载率相同,即 L=P/Pa相同(P为电机所承担的负载功率,Pa为电机额定功率),并且在负荷控制调节过程中不影响本传动组以外其他各分部的速度。实际控制中,电机功率是一个间接量,通常用电机转矩替代电机功率。负荷控制时先读取各分部电机的转矩,计算出系统总负荷转矩;然后根据系统总负荷转矩,计算出负载平衡时的目标转矩。平均转矩M的计算方法如下所示:
式中: mi为第i 台电机的实际输出转矩; Pi为第i 台电机的额定功率; M 为负荷平衡目标转矩。负荷控制程序通过比较目标转矩M 和实际转矩mi进行调节,使实际转矩与目标转矩趋于一致[1]。纸机负载波动时,计算得到的目标转矩M也跟随实际负载的变化而变化,所以这是一种动态的调节过程。
考虑到现场实际的工艺特性、机械特性及实际控制要求,我们通常也可以将上述控制过程演绎为以下控制过程
式中:mi为第i 台从辊电机的目标转矩,m0为系统设定主辊电机的实际输出转矩,Si Oi分别为第i个从辊相对于主辊转矩的比率值及偏置值,即从辊的转矩都动态的跟随主辊,这样负荷控制的稳定性和灵活性都得到了提高。
3.负荷控制主、从辊的确定
我们知道,多电机传动系统中根据电动机耦合方式的不同,可分为刚性耦合和柔性耦合。所谓刚性耦合,是指若干电机轴之间通过齿轮、万向节、传动辊等硬连接方式进行耦合。在这种情况下,只要其中一个电机运转,其余传动点也将立即被动运行,如施胶部、压光部等。这些传动点正常运行时都是通过加压,使上下传动辊接触并保持一定压力后才同步运转;所谓柔性耦合,是指若干电机轴之间通过皮带、网、毛毯等软连接的方式进行耦合。在这种情况下,其中一个电机运转也能拖动其余传动点运行,但有可能出现延迟或者打滑的现象。如长网纸机的网部等[2]。对于刚性耦合主辊的选择一般从3个方面考虑:1)功率较大的辊;2)以固定辊作为主辊,摆动辊做从辊,如压区合上之前纸张附着的辊子应作为主辊。3)以硬輥,不易变形的辊作为主辊。对于柔性耦合主辊的选择可以从2个方面考虑:1)功率较大的辊;2)驱网能力胶大的辊:网包角比较大的辊或真空吸附的辊等。
4.负荷控制实施方式
负荷分配可分为多种控制方式,主要分为基于转矩控制的负荷控制:直接转矩控制+速度限制、速度控制+转矩限制模式、转矩控制取小模式;基于速度控制的负荷控制:Droop功能、速度控制+PI调节器模式。
4.1 速度控制+转矩限制模式
该控制模式下主从辊变频器都工作在速度控制模式,其中主辊的速度给定值来自控制系统速度链上一分部,从辊的速度给定值来自主辊速度,为了防止主从辊实际速度不一致导致负荷不均衡的情况,我们在把主辊速度给到从辊之前先叠加一个速度补偿量,即从辊的给定速度比主辊的给定速度要高,然后根据通讯读取的主从辊转矩值计算出从辊的目标转矩值,写入从辊变频器转矩限制值。这样由于从辊的速度给定值高于主辊,当主从辊工作在耦合状态时,从辊的转矩环工作在饱和模式,此时从辊的实际输出转矩即为从辊转矩限制值。
4.2 转矩控制+速度限制模式
该控制模式下主辊变频器工作在速度控制模式,从辊变频器工作在转矩模式;主辊的速度来自控制系统速度链上一分部,主辊的转矩值经过相应的计算处理后通讯写入从辊转矩设定值参数,为了防止机械故障或打滑等原因造成主从辊耦合关系消失而导致从辊飞车的问题,我们还需要对从辊的速度进行相应的限制。
4.3 转矩控制取小模式
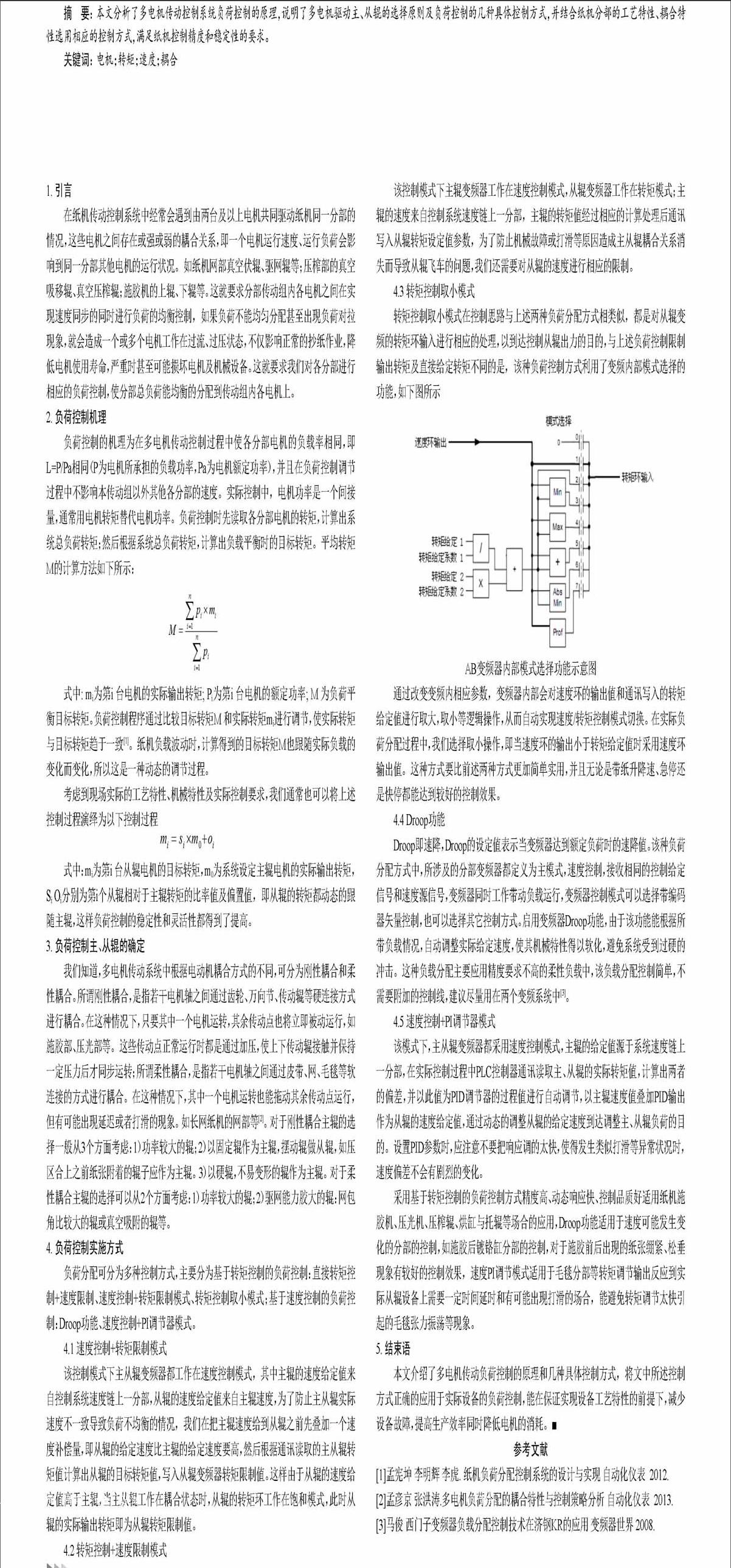
转矩控制取小模式在控制思路与上述两种负荷分配方式相类似,都是对从辊变频的转矩环输入进行相应的处理,以到达控制从辊出力的目的,与上述负荷控制限制输出转矩及直接给定转矩不同的是,该种负荷控制方式利用了变频内部模式选择的功能,如下图所示
通过改变变频内相应参数,变频器内部会对速度环的输出值和通讯写入的转矩给定值进行取大,取小等逻辑操作,从而自动实现速度/转矩控制模式切换。在实际负荷分配过程中,我们选择取小操作,即当速度环的输出小于转矩给定值时采用速度环输出值。这种方式要比前述两种方式更加简单实用,并且无论是带纸升降速、急停还是快停都能达到较好的控制效果。
4.4 Droop功能
Droop即速降,Droop的设定值表示当变频器达到额定负荷时的速降值。该种负荷分配方式中,所涉及的分部变频器都定义为主模式,速度控制,接收相同的控制给定信号和速度源信号,变频器同时工作带动负载运行,变频器控制模式可以选择带编码器矢量控制,也可以选择其它控制方式。启用变频器Droop功能,由于该功能能根据所带负载情况,自动调整实际给定速度,使其机械特性得以软化,避免系统受到过硬的冲击。这种负载分配主要应用精度要求不高的柔性负载中,该负载分配控制简单,不需要附加的控制线,建议尽量用在两个变频系统中[3]。
4.5 速度控制+PI调节器模式
该模式下,主从辊变频器都采用速度控制模式,主辊的给定值源于系统速度链上一分部,在实际控制过程中PLC控制器通讯读取主、从辊的实际转矩值,计算出两者的偏差,并以此值为PID调节器的过程值进行自动调节,以主辊速度值叠加PID输出作为从辊的速度给定值,通过动态的调整从辊的给定速度到达调整主、从辊负荷的目的。设置PID参数时,应注意不要把响应调的太快,使得发生类似打滑等异常状况时,速度偏差不会有剧烈的变化。
采用基于转矩控制的负荷控制方式精度高、动态响应快、控制品质好适用纸机施胶机、压光机、压榨辊、烘缸与托辊等场合的应用,Droop功能适用于速度可能发生变化的分部的控制,如施胶后镀铬缸分部的控制,对于施胶前后出现的纸张绷紧、松垂现象有较好的控制效果,速度PI调节模式适用于毛毯分部等转矩调节输出反应到实际从辊设备上需要一定时间延时和有可能出现打滑的场合,能避免转矩调节太快引起的毛毯张力振荡等现象。
5.结束语
本文介绍了多电机传动负荷控制的原理和几种具体控制方式,将文中所述控制方式正确的应用于实际设备的负荷控制,能在保证实现设备工艺特性的前提下,减少设备故障,提高生产效率同时降低电机的消耗。■
参考文献
[1]孟宪坤 李明辉 李虎. 纸机负荷分配控制系统的设计与实现 自动化仪表 2012.
[2]孟彦京 张洪涛.多电机负荷分配的耦合特性与控制策略分析 自动化仪表 2013.
[3]马俊 西门子变频器负载分配控制技术在济钢KR的应用 变频器世界 2008.
