热成形淬火工艺中加热炉关键技术参数
2017-09-06李立臣任晓琪
李立臣,任晓琪
(1.上海凌云汽车模具有限公司,上海 201708;2.山东大王金泰集团有限公司,山东 东营 257300)
热成形淬火工艺中加热炉关键技术参数
李立臣1,任晓琪2
(1.上海凌云汽车模具有限公司,上海 201708;2.山东大王金泰集团有限公司,山东 东营 257300)
汽车轻量化是降低燃油消耗及减少排放的有效途径之一。为了给汽车用户提供最高等级的安全性能,同时又要实现汽车减重,现多数商用汽车制造商开始采用高强度轻重量的热成形零部件。然而根据热成形件质量的要求,需要着重考虑加热过程中的几个关键技术参数(温度均匀性,气氛保护,露点控制),并结合不同加热炉的结构特点,比较了相互的优缺点。结果表明,辊底式加热炉性能要优于多层箱式炉。
热成形;加热炉;温度均匀性;氧化保护;露点控制
车身轻量化是实现节能减排的有效途径之一。但轻量化不能作为降低车辆安全性的借口。热成形件因其强度高、安全性好而获得广泛应用。
如图1所示,热成形工艺原理是把硼钢板(22MnB5)置入加热炉内加热到Ac3以上某一温度(850~950℃,3~10min);完全奥氏体化后,将其从加热炉中取出,迅速转移至有冷却系统的热冲压模具中,快速冲压成形并保压淬火,使板料组织由奥氏体转变为马氏体。成形后的制件强度可达1500MPa左右,零件尺寸精度高,回弹较小。
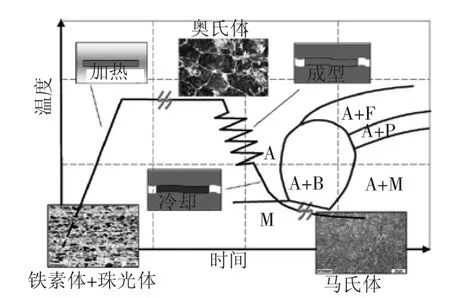
图1 热成形淬火工艺
热成形件在生产和使用过程中需重点关注几个问题:加热过程氧化保护,零件使用过程中的碰撞性能(晶粒尺寸)和氢脆引起的延迟开裂(露点保护)。而在热成形淬火工艺中,这些关键性能的控制阶段是板料的加热奥氏体化过程。
1 加热炉
加热炉的功能是将板料加热至奥氏体化状态,在此过程中要保证板料温度均匀、氧化小、露点低(防止氢脆)。目前应用中的加热炉主要分为两大类:辊底式加热炉和箱式加热炉。
1.1 辊底式加热炉
如图2所示,辊底式加热炉用炉内辊道运送热成形料片,沿炉子整个长度每隔一定距离安装一根炉辊,料片在辊子上运行,在辊子的上面和下面的炉膛都可布置高效燃烧器或陶瓷辐射管,通过管道向炉内输入保护气体。该加热炉特点是:料片运动、炉门少(板料入口和板料出口各一个)。
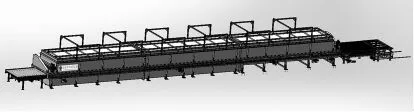
图2 辊底式加热炉
1.2 箱式加热炉
箱式加热炉是近年来为适应试模、实验等需求进入热冲压市场的。料片放在箱式炉内部支架上进行加热,由于料片在加热炉内不运动,所以可以在炉膛上层、下层及两侧布置电阻丝进行加热,如图3所示。该加热炉特点是:料片不动、炉门多(每个炉膛都有一个炉门)。

图3 多层箱式加热炉
2 关键技术参数
由上文可知,根据热成形件性能要求,需重点关注加热过程中的几个关键参数:板料温度均匀性、氧化保护和露点控制。
2.1 温度均匀性
辊底炉中板料温度差小于5℃,而箱式炉中板料的温度差大于20℃[1];加热温度对抗拉强度、屈服强度和延伸率的影响不大[2]。然而晶粒尺寸对碰撞性能影响较大,如图4所示,晶粒尺寸的增大大大降低了成形件的碰撞吸能功;而根据Cai H.L.的研究可知,奥氏体化温度对原奥氏体晶粒尺寸影响很大,分别为 :9.7μm (875℃)、23.4μm (900℃)、25.8μm(925℃)、29.9μm(950℃)。

图4 22MnB5原奥氏体晶粒尺寸对于碰撞吸能功的影响[3]
为此,为保证力学性能均匀性,辊底式加热炉效果最好;如果是箱式炉,最好在内部设计风道,让炉内强制流动,提高炉内温度的均匀性。
2.2 氧化保护
在热成形淬火工艺中,板料要经过加热奥氏体化阶段;板料在高温状态下会发生氧化,表层脱碳(脱碳层将产生大量铁素体,如图5所示),形成氧化皮。在没有保护气体的情况下,脱碳层厚度为50~100μm,相当于板料厚度减薄;另外导致摩擦严重,模具磨损,工作环境恶劣。目前冲压过程中的板料主要分为两种:裸板和涂层板。
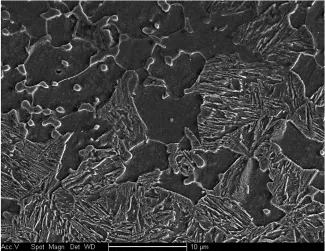
图5 22MnB5热成形淬火后脱碳层微观组织
裸板:料片进入加热炉后,为防料片氧化,通常通入惰性气体进行保护,常用惰性气体为氮气,或者氮气+少量氢气(或少量甲烷)。然而往加热炉通入的纯氮气中会夹杂少量杂质(氧气和水),裸板上的油里会残留水分,长时间工作的加热炉的保温材料里也含有大量水分和氧气;并且由于炉门的频繁开启,会使空气进入加热炉内部;辊底式加热炉只有两个炉门;而箱式加热炉每个炉膛都有一个炉门。因此,辊底式炉比箱式炉的保护效果好。
涂层板:是在裸板表面镀一层涂层(目前大批量应用的是Al-Si涂层),加热过程中不再需要保护气氛,“涂层与气氛”以及“涂层与基体”会发生复杂的化学反应,从而保护基体免受氧化。然而,在辊底式加热炉中,棍子会粘结涂层,会侵蚀陶瓷管;而对于箱式炉,则没有此问题,这是箱式炉的优势。
2.3 露点控制
氢致延迟开裂现象的表现形式为:由于游离氢进入钢铁内部,使钢材的塑形显著下降,脆性急剧增加,并在静载荷下(往往低于材料的抗拉强度)经过一段时间后发生破裂破坏现象。如图6所示,热成形件中,随着氢含量的上升,断裂形貌由“韧窝断裂”转变为“沿晶断裂”。
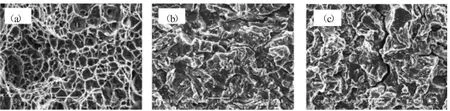
图6 氢含量对断裂形貌的影响[4]
氢裂的主要来源是:在料片生产中,由于保护不彻底导致氢进入料片中;露点是指湿空气中水蒸气的分压力所对应的饱和温度,可用露点检测仪测定。
施瓦茨研究表明,为防止氢致延迟开裂,炉内露点要低于-5℃[5]。在热成形生产中,为防氢裂产生,在加热炉内部通入保护气氛,与游离氢发生反应,保护料片;且在加热炉中设露点检测仪,对露点进行检测。在辊底式加热炉中,由于只有一个炉膛,所以露点检测仪的数量比较少,一般放置一个,也可以分区放置多个;而对于箱式炉,每个炉膛是独立的,需要在每个炉膛都有一个露点检测仪。
3 总结
根据热成形件质量要求,对不同加热炉的几个关键技术参数进行比较,得出以下结论:
(1)辊底式炉的温度均匀性好,加热料片力学性能也相应均匀,包括碰撞吸能功。
(2)在裸板加热过程中,由于辊底式炉只有两个炉门,在其他保护条件相同的条件下,辊底式炉的保护效果最好;但在涂层板加热过程中,陶瓷辊会被涂层侵蚀,需要经常更换,成本较高。
(3)在露点检测方面,由于辊底炉炉膛只有一个,露点保护效果较好;且露点检测仪放置数量少。
[1]施瓦茨机械设备昆山有限公司.施瓦茨热冲压成型加热炉技术进展[A].2014中国汽车轻量化技术国际研讨会[C].重庆,2014.
[2]Cai,H.L.,Du,P.J.,Yi,H.L.,Wu,D.Effects of Austenitizing Temperature on Microstructure and Propertiesof Hot-Formed Steel.in:Advanced Materials Research:Trans Tech Publ,vol.1063,2015.88-92.
[3]Mohrbacher,H.Martensitic Automotive Steel Sheet-Fundamentals and Metallurgical Optimization Strategies.in:Advanced Materials Research:Trans Tech Publ,vol.1063,2015.130-142.
[4]Lovicu,G.,Bottazzi,M.,D'Aiuto,F.,De Sanctis,M.,et al.Hydrogen Embrittlement of Automotive Advanced High-Strength Steels.Metallurgical and Materials Transactions A.2012,43(11):4075-4087.
[5]Lehmann,H.New developments in furnace for press-hardening.in:5th international conference of hot sheet metal forming of high-performance steel Canada:2015.331-341.
Key technical parameters of heating furnace for hot forming quenching process
LI Lichen1,REN Xiaoqi2
(1.Shanghai Lingyun Auto Mould Co.,Ltd.,Shanghai 201708,China;2.Shandong Dawang Jintai Group Co.,Ltd.,Dongying 257300,Shandong China)
With the development trend of automobile energy saving,safety,environmental protection and comfort,the light weight of vehicle is the most effective way to reduce fuel consumption and reduce emissions.In order to not only provide the highest level of safety performance,but also achieve weight loss,now high strength light weight hot forming parts have been adopted by most commercial vehicle manufacturers.However,according to quality requirements of hot formed parts,some key technical parameters(temperature uniformity,oxidation protection and dew point controlling)of heating process have to be emphatically considered.By combining with structural characteristics of different heating furnace,respective advantages and disadvantages have been compared.The results show that performances of roller-hearth furnace are superior to multi-layer box-type furnace.
Hot forming;Heating furnace;Temperature uniformity;Oxidation protection;Dew point controlling
TG315.1+1
B
10.16316/j.issn.1672-0121.2017.03.015
1672-0121(2017)03-0058-03
2016-10-29;
2017-01-25
李立臣(1972-),男,高工,从事热成形方向研究。E-mail:rcxing2012@163.com
