冲压件物流小车连接效率的提升
2017-09-06桂方亮刘永根胡朝辉
桂方亮,徐 浩,刘永根,胡朝辉
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230022)
冲压件物流小车连接效率的提升
桂方亮,徐 浩,刘永根,胡朝辉
(安徽江淮汽车集团股份有限公司 技术中心,安徽 合肥 230022)
针对现有物流小车连接装置的优缺点进行分析,探讨提升物流小车连接效率的方法,提出了D型接口、水平托架、插槽式连接支架以及可翻转式连接销的优化方案。优化后的连接装置提升连接效率44.4%,不需要人员弯腰操作,为传统物流小车改造升级提供了有益参考。
冲压件;物流小车;连接效率;锁扣;连接臂
物流运输机械在现代物流领域扮演着至关重要的角色[1]。汽车冲压流水生产线的成品件高效物流配送是确保生产线效率的关键因素,孕育出很多成熟有效的物流运作模式[2,3]。如江淮汽车公司的解决方案是根据不同大小的成品件配置不同规格的物流器具,在物流器具底座装上滚轮,形成物流小车,通过连接臂和锁扣首尾相连形成列车,采用牵引车依次配送至库房或流水生产线。
本文通过分析公司现有物流小车的连接工序,研究其使用过程中存在的问题点,结合现有物流小车的结构特点,探讨提升其连接效率的解决方案,包括实现前置物流小车的锁扣与后置物流小车的拖钩自动锁紧、快速解锁以及物流小车静态时拖钩占用平面面积大的问题,解决物流小车连接耗时长、操作强度大的难题,从而提高物流配送效率。
1 方案整体思路与原则
1.1 物流小车配送方式优缺点分析
目前冲压成品件配送方式有叉车配送和物流小车编组配送两种方式。其中叉车配送方式因一次配送成品件数量少,配送距离近等因素,已基本淘汰;物流小车编组配送方式因一次配送成品件数量多,配送距离远而得到大规模应用。但是物流小车通过连接臂和锁扣首尾相连,配送人员在连接和解锁时操作动作过多,需要弯腰才能完成操作,降低了成品件配送效率。特别是在汽车生产线节拍达到60台/h的情况下,配送过程的省力和自动化成为各大主机厂研究的重要课题。
1.2 连接结构优化思路与原则
根据冲压成品件配送的准时、安全和高效要求,结合国际先进的物流配送注重省力和自动化的发展趋势[4],本文提出物流小车连接结构优化的指导思想与原则:在保持现有冲压成品件物流小车主体结构不变的基础上,重点进行连接结构的优化设计,着力解决配送人员在物流小车连接和解锁时,需要弯腰下蹲,调整连接臂姿态,手动插拔连接销,耗时长的问题。通过简化操作动作,实现省力的目标,通过锁扣和拖钩结构优化,实现机构半自动化的目标,设计出特色鲜明、结构简单的物流小车连接装置,省力和自动化相辅相成,进一步提高现有冲压成品件物流配送的效率。
2 结构优化方案
2.1 连接臂的优化方案
原有的连接臂后端通过一转轴与连接支架相连,连接支架固定在物流小车上,连接臂前端设有一套筒,用于连接其他物流小车的锁扣(图1a),从而实现物流小车的连接编组。为实现连接臂结构的简约化和轻量化,连接臂整体优化为圆钢焊接结构(图1b),前端套筒优化为D型接口,D型接口内部空间较大,方便连接操作。连接支架前端设置一水平托架,使连接臂放倒后保持水平姿态;同时连接支架的转轴连接孔优化为长圆孔,与水平托架共同作用,形成一个竖直插槽,当不需要使用连接臂时,可将其放入插槽中(图1c),解决连接臂水平放置时占用平面空间大的问题。
2.2 锁扣优化方案
原有锁扣为一U型支架(图2a),其上下翼面各设有一同轴圆孔,连接销从中间穿过,U型支架固定在物流小车上。为实现连接臂的自动锁紧和半自动解锁,U型支架上的圆孔优化成长圆孔(图2b),连接销优化成带弯头的圆钢,通过一转轴和两个套筒连接在U型支架的上翼面上。连接销可在U型支架上实现翻转,避让出连接臂进出通道(图2c),同时连接销相对转轴中心偏心,上部弯头有配重作用,每次翻转后可以自动回位。
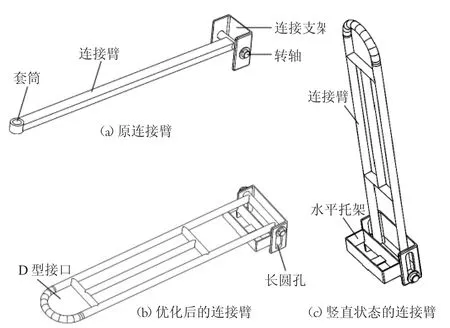
图1 连接臂结构优化前后的对比
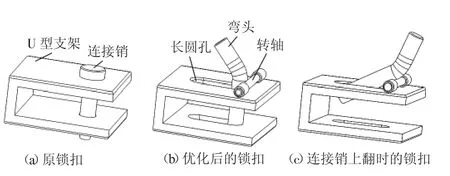
图2 锁扣结构优化前后的对比
2.3 连接装置在物流小车上的定位及应用效果
由于物流小车装运的成品件不同,其尺寸和规格各不相同。为了使不同规格的物流小车均能实现快速连接,必须确保不同物流小车的连接臂水平放置时与锁扣处于同一高度,如图3所示,这就约束了不同规格的物流小车安装脚轮后,底座的高度基本相同,同时底座相对的两个侧面上必须具有足够大的面积,分别用于连接臂的连接支架和锁扣的U型支架的安装。

图3 物流小车连接时的状态
当两辆物流小车需要连接编组时,如图4所示,操作人员只需将一辆物流小车上的竖直存放的连接臂上提到极限位置,再轻轻向前翻转,连接臂在自重作用下自动翻转到水平位置,操作人员推动物流小车使其连接臂朝着另一物流小车的U型支架方向前进,D型接口圆弧段首先驱动连接销翻转,直至连接销下端越过D型接口的圆弧段,连接销在自重作用下恢复竖直状态,落入D型接口内部,完成连接操作,全过程耗时约5s,相对原有连接方式的9s操作时间节约4s,效率提升44.4%。
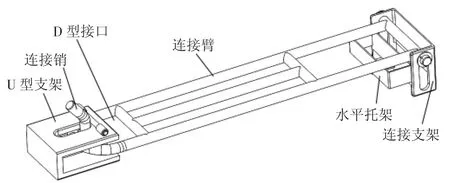
图4 连接支架连接时的状态
当两辆已连接编组的物流小车需要解锁时,操作人员首先拉近两辆物流小车的距离,使D型接口内部避让出连接销的翻转空间,再抬脚拨动连接销的上端,使其翻转,推动一辆物流小车使其D型接口从另一辆物流小车的U型支架中脱离,从而实现物流小车的解锁,最后抬脚托起连接臂上翻,直至操作人员的手部能握到D型接口,再将连接臂插入竖直插槽中,不占用平面空间。整个解除连接过程耗时与原连接方式相近,但是连接臂不占用平面空间,提升了现场的空间利用率,而且操作人员不需弯腰下蹲,降低了劳动强度,提高了劳动效率。
3 总结
随着汽车制造业竞争的日益白热化,冲压设备自动化技术也在不断推陈出新[5,6]。存储成品件的物流小车的规格和数量越来越多,因此对物流小车连接操作的效率要求越来越高。本文通过对原有连接装置的连接臂、安装支架、U型支架和连接销等结构的优化,实现物流小车连接效率提升44.4%,而且物流小车解锁过程实现无弯腰操作,降低了劳动强度。优化后的物流小车充分验证了技术方案的有效性,取得了良好效果,为传统物流小车的升级改造打开了新思路。
[1]郭翰澄,等.轻型物流小车车架结构轻量化研究[J].轻工机械,2010,28(1):32-38.
[2]专题.汽车产业物流运作模式和物流技术应用[J].物流技术与应用,2013,(11):76-78.
[3]宋曙平,等.一种新型的U形梁物料管理生产线[J].锻压装备与制造技术,2015,50(1):13-15.
[4]孙 薇,等.柔性制造系统物流小车结构设计[J].机床与液压,2013,41(2):5-7.
[5]桂方亮,等.金属板材冲压装备自动化技术现状与发展趋势[J].合肥工业大学学报(自然科学版),2009,21(Z1):232-235.
[6]于英刚,等.旋转编码器在压力机双移动工作台上的应用[J].锻压装备与制造技术,2014,49(3):51-52.
Improvement of connecting efficiency forlogistics dollies for stamping parts
GUI Fangliang,XU Hao,LIU Yonggen,HU Chaohui
(Technical Center,Anhui Jianghuai Automobile Group Corp.,Ltd.,Hefei 230022,Anhui China)
The advantages and disadvantages of the existing logistics dollies connecting devicehave been analyzed.The solutions of improving connecting efficiency have been presented,such as D shaped interface,horizontal holder,slotted support and the rolling connecting pin.After optimization,the connecting efficiency of logistics dollies has been evidently improved by 44.4%without needing bending to work for operator.The method provides reference for upgrading the traditional logistics dollies for stamping parts.
Logistics dolly;Connecting efficiency;Lock catch;Connecting arm
TH242
A
10.16316/j.issn.1672-0121.2017.03.014
1672-0121(2017)03-0055-03
2017-01-15;
2017-03-01
桂方亮(1979-),男,高级工程师,项目总监,从事汽车制造设备、工艺研究及项目管理等工作。E-mail:jacgcy@sina.com
