发电机密封瓦加工
2017-07-10崔桦楠李莹澄陈兴荣
崔桦楠+李莹澄+陈兴荣


(海南核电有限公司 海南 昌江 572733)
摘要:发电机密封瓦作为氢冷发电机密封油系统的主要部件,对维持油压稳定发挥着至关重要的作用。在压水堆核电厂历次大修过程中,多次发生发电机密封瓦径向间隙超差问题,更换后的密封瓦加工匹配工作一直是大修中非常重要的一个环节。本文简述发电机密封瓦的工作特点,分析和阐述密封瓦加工的难点,设计和分析密封瓦加工专用夹具,以及密封瓦加工过程中的注意事项,以保证密封瓦达到加工要求。
关键词:密封油系统 密封瓦 专用夹具
1. 发电机密封油系统介绍
海南核电采用QFSN-660-2 型发电机,其定子铁芯和转子采用氢冷。发电机密封油系统的功能就是防止发电机内部高压氢气从转子与发电机壳体间缝隙泄漏出来,同时防止氢气受到密封油所带空气的污染,还可用于带走运行时密封瓦产生的热量。发电机密封油系统采用结构复杂但可靠性高的双流环式油封结构,即密封瓦。
正常运行时, 发电机密封油系统的空气、氢气侧密封油各自独立,分别有两路供油回路。当氢侧和空侧两个油路汇集在密封瓦处时,形成油膜,且油压平衡,不发生交换,随后继续流向氢侧和空侧的回路。此时氢侧密封油中溶有饱和氢气,空侧油溶有饱和空气和水分,油路各自独立无窜油,处于平衡状态,可以保证发电机内氢气的纯度和湿度[1]。
此时的密封瓦通过油膜压力悬浮在发电机轴与密封瓦座之间,同时油膜形成一个阻挡,将发电机内部氢气与外部空气和水分阻隔开来。可见,密封油压的平衡控制及其与轴的间隙调整是保证平衡状态的关键。
当密封瓦与轴间隙过大时,密封油流量增加,油压控制难度增加,极易出现压差,进而导致空侧和氢侧密封油的不断交换,空侧密封油中溶解的空气、水分通过交换进入氢侧密封油,进而进入发电机氢气中,造成氢气纯度的降低;同时,当间隙增加时,密封油需求量增加,会造成静压回油管路不畅,发电机氢侧回油腔室油位升高到超过轴颈最低位置时,将造成发电机进油[2]。
如果密封瓦间隙过小,密封油流量变小,油膜减薄,造成干摩擦或半干摩擦,同时摩擦产生的热量不能及时被油流带走,导致密封瓦温度过高。
2. 密封瓦加工难点
历次密封瓦检修时,拆卸下的密封瓦如发生磨损,则很难进行修复,需使用新备件进行加工匹配。密封瓦的结构特点、材料性能和高精度要求决定了其加工存在很大的难度。
2.1密封瓦的结构特点
密封瓦是直径615mm,平均厚度不足25mm,宽仅60mm的环状结构,这种直径与厚度比超过10(实际超过20)的工件属于薄壁加工件,机床上装夹需克服装夹力带来的变形。这对装夹方式提出了一定的要求。
2.2密封瓦材料的性能特点
密封瓦加工时仅需加工内孔即可,而内侧铸有一层巴氏合金。因为其强度低,不能单独制作密封瓦,通常只能贴附在青铜、钢或铸铁轴瓦上做轴承衬。核电厂密封瓦内侧使用的是巴氏合金中性能最好的锡基巴氏合金。表1列出了锡基巴氏合金与常见金属材料机械性能对比。
表1 锡基巴氏合金与常见金属材料机械性能对比
通过对比我们可以看到,巴氏合金的强度和硬度远远低于常见金属材料,因此在机床上装夹时,若夹紧力过大,则会导致其产生变形。
2.3密封瓦加工精度要求
密封瓦与轉轴直径实际安装间隙为0.105~0.205 mm。根据检修经验,加工时要求密封瓦内孔加工的尺寸精度为±0.01mm。如果采用手工刮研法进行加工,不仅耗时费力,且不能保证圆度。因此选用机床进行加工。海核机加车间满足条件的仅C5120立式车床,±0.01mm的加工要求接近其极限加工精度,这对人员的操作技能也提出了非常高的要求。
3. 密封瓦的加工
3.1可行性分析
对于薄壁件,我们一般避免采用卡盘夹紧加工的方式,因为卡爪夹紧工件时,会对工件产生径向压力,导致工件内径产生一定的弹性变形。
于是,根据上述问题,我们设计出一套密封瓦加工专用夹具,以有效避免上述装夹问题,同时可最大程度的保证加工精度。
3.2加工方案制定及实施
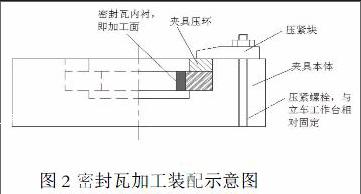
该夹具采用面接触压紧方式进行密封瓦的轴向紧固,替代压板压紧,从而避免局部受力导致的弹性变形。装配后示意图见图2:
装夹时,先将夹具本体吊装至立车工作平台,并进行找正。然后将放置密封瓦的台阶面平面度调整至0.05mm;将密封瓦及配合压环放置在夹具内部并找正,然后使用压紧块将压环紧固,从而间接将密封瓦固定。
3.2.1设计要点
(1) 使用压环压紧密封瓦,周向均匀分布的压紧块压紧压环,从而可以有效避免压紧块直接压在密封瓦表面时,密封瓦局部压紧力过大而造成应力集中和变形。
(2) 选择轴向压,避免径向的弹性变形。
(3) 装夹时,将压环压在密封瓦刚性相对较好的外圈部分,避免接触内圈较软的巴氏合金,减少其受力,避免弹性变形。
(4) 夹具内部直径与密封瓦的外径预留10mm左右的间隙,保证密封瓦装夹后找正有足够的调整空间。
(5) 夹具材质选用强度、耐蚀性等综合性能较好的灰铸铁制作。夹具预制足够厚度(≥120mm),既有利于提高刚性,又有足够余量在每次使用前根据实际尺寸进行校准如表。
强度高,耐磨、耐热性好,时效后具有变形小等特点,常用于测量工具的制作,如V型铁。
3.2.2加工要点
(1) 夹具平面度调整:将夹具固定在立式车床,并进行找正固定后,需对夹具上与密封瓦接触的表面进行平面度校正至0.05mm。
(2) 密封瓦找正:将密封瓦固定在夹具上,并使用压环轻轻压紧,使用内径百分表进行密封瓦内孔的找正,保证圆度小于0.05mm时可压紧压环。
(3) 避免切削变形:因巴氏合金层较软,且加工精度较高。当吃刀量过大或进给量过大时,车削时会产生一定的内应力,使材料产生弹性变形,从而影响加工精度。故加工时应严格控制。
虽然我们使用专用夹具对密封瓦的加工精度提供保证,但加工完毕后,须在松开装夹后的自由状态最终进行测量。当密封瓦处于不受外力状态下尺寸检测合格,加工方为合格。
4. 结论
实践证明,通过上述综合手段,加工得到的密封瓦内径符合装配要求。密封瓦的加工质量对于发电机氢气的密封起着至关重要的作用,在加工过程中,除了充分利用夹具保证加工精度外,操作者应谨慎操作,小心测量,机械加工工程师要严格做好加工过程质量控制,方能加工出符合质量要求的密封瓦。
参考文献:
[1] 赵皓. 发电机密封油系统及其对发电机安全运行的影响. 秦山核电二期工程建设经验汇编·生产准备卷,120-125.
[2] 刘河,张海峰. 国产600MW机组密封油系统常见缺陷原因分析及处理方法. 汽轮机技术,2009,8(4),298~299.