浅析影响基地钢轨焊接的几点因素
2017-04-20陈龙
陈龙


【摘 要】进入21世纪,铁路发展开启了新的征程,尤其是高速铁路成为了未来铁路发展的主流。对于基地钢轨焊接,其工艺质量的稳定性决定了钢轨铺设到线路上客货车运行的平稳性及安全性。同时,对于影响钢轨焊接的因素分析成为重要的环节,并为下一步制定对策提供技术支持。
【关键词】钢轨焊接;影响因素;原因分析
0 引言
目前,在我国钢轨无缝焊接领域,主要分为基地钢轨焊接和现场焊接两种方式。基地钢轨焊接是将钢厂生产的100m素轨通过各工序的密切配合,最终焊接成500m成品的生产过程。现场焊接则将500m钢轨通过移动式焊轨车焊接,并通过箱式正火车进行热处理从而形成无缝线路。
1 基本工序
2 钢轨母材
截止目前,桑梓店焊轨基地使用钢轨厂家为四家,分别是攀钢、鞍钢、包钢、武钢。
2.1 钢轨生产厂家生产能力
1)攀钢,有两条生产线;可以生产在线热处理钢轨,各种轨型的钢轨和道岔钢轨;
2)鞍钢,一条万能生产线;可以生产各种轨型的钢轨和部分道岔钢轨;
3)包钢,有两条生产线;可以生产各种轨型的钢轨和部分道岔钢轨;
4)武钢,一条万能生产线;可以生产50,60kg/m钢轨。
2.2 国内钢轨的质量现状(中国铁道科学研究院数据,共进行钢轨批量检验24次,每个钢厂各6次)
1)攀钢外观质量,6次平直度共抽检100支,不合格0支;6次扭曲共抽检钢轨62支,不合格0支。存在实际廓形与理论廓形相比轨角处略宽的情况。
2)鞍钢外观质量,1次实验室检验钢轨高度超标。6次检验共抽检钢轨109支,平直度不合格6支,占抽检数量的5.5%;抽检扭曲94支,不合格1支,占抽检数量的1.1%。
3)包钢外观质量,6次检验共抽检平直度111支,平直度不合格2支,占抽检数量的1.8%;抽检扭曲35支,不合格0支。存在实际廓形与理论廓形相比轨角处略宽的情况。
4)武钢外观质量,6次检验共抽检钢轨平直度113支,不合格1支,占抽检数量的0.9%;扭曲116支,不合格0支。[1]
3 除锈质量
现在桑梓店焊轨基地在一线、二线分别应用CKJ-2500、CKD-1580除锈机。下面针对除锈质量影响钢轨焊接的因素进行分析。
3.1 CKJ-2500、CKD-1580除锈机各自的优势
1)CKJ-2500:恒压力的轨底轨顶砂带摆动除锈机构,只要10秒钟除锈面就露出均匀的金属光泽;高效能的水平和垂直方向电液比例施力校直系统,能方便操纵变化校直施力的大小;易操作的校直支点间距离的切换机构,通过液压缸作用可手动或自动进行切换。
2)CKD-1580:双向的端面除锈砂轮机构,两个砂轮可对钢轨左右端面进行除锈;恒压力的轨端踏面底面砂带摆动除锈机构,除锈一次周期8-12秒左右除锈面就能够露出均匀的金属光泽;可靠的计算机控制系统,对整机的各系统进行数据处理和协调监控。
3.2 CKJ-2500除锈机常见的弊端
1)钢轨端面使用钢丝刷通过自身的圆周运动及上下运动,完成对端面的除锈,但其对端面钢轨地平直度要求较高,钢轨平直度较差时,除锈效果不理想。
2)钢轨端部踏面及底面利用砂带进行除锈,对钢轨扭曲、翘头等尺寸和形态误差无适应功能。
钢轨进行焊接前,如果除锈质量达不到要求时,应退回除锈工位进行再次处理,否则会造成电击灼伤,影响导电性。
3.3 CKD-1580除锈机的改造升级
1)钢轨端面碗形砂轮除锈主要去除露天存放时钢轨端面产生的氧化物及黏附的颗粒杂质,标签纸及胶水。作业时,基础平台通过位置控制运行至端面除锈工位(依靠红外线对钢轨端面进行定位)。
2)轨端踏面和底面的焊接电极接触面摆臂千叶轮磨头除锈,如图2即作业时,钢轨进入除锈工位后,由夹具对钢轨进行垂直夹紧。随后旋转的上下摆臂千叶轮除锈磨头在气缸驱动下平稳接近钢轨同时进行往复打磨运动。在打磨除锈过程中,砂轮与钢轨之间保持一个恒定的正压力,由于采用了气动驱动所以可以保持一个恒定的正压力。
4 工艺参数
我国目前可以进行铁路钢轨生产的主要钢铁企业有攀钢、鞍钢、包钢、武钢,均能提供国内钢轨生产的U71Mn、U75V两种主要钢种。U71Mn钢轨使用时间最长,强度等级880MPa,有较好的韧性、塑性,焊接性能较强;U75V钢轨,强度等级为980MPa,有较好的耐磨性、抗疲劳性。以下进行包钢U71Mn与U75V钢轨焊接工艺参数的调试比较
4.1 钢轨化学成分及可焊性分析比较
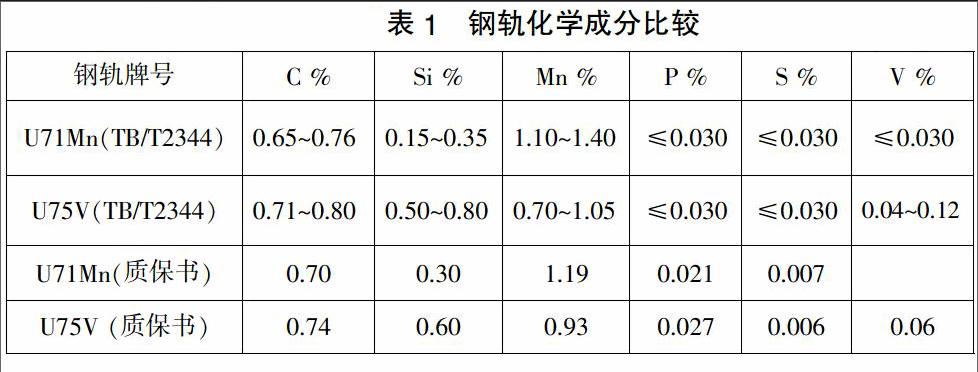
选用包钢的两种钢轨进行可焊性分析比较,钢轨质保书中化学成分同钢轨订货技术条件具体比较见表1:
表1 钢轨化学成分比较
从表1中U75V钢轨同U71Mn钢轨相比,C、Si及V等化学成分有不同程度的增加。从含碳量看U75V、U71Mn钢轨均为共析钢的范围,U75V含碳量增加,可焊性較U71Mn钢轨差。硅降低钢轨的焊接性能,在焊接加热过程中,由于硅与氧的亲和力比铁强,在焊接钢轨端面容易生成低熔点的硅酸盐,顶锻不能完全挤出时形成灰斑缺陷,严重降低焊接接头质量。锰的作用主要是强化铁素体从而提高钢的强度,在钢轨焊接过程中锰会引起晶粒粗大、脆性增加,闪光焊接时容易出现缺陷。两种钢轨磷及硫的含量范围相同。U75V含钒量较U71Mn高,钒在钢中以碳化物V4C3的形态存在,起着细化钢的组织和晶粒,降低钢的过热敏感性等作用,焊接时能细化焊缝金属的铸态组织,防止热影响区内靠近融合线的金属晶粒长大和粗化。由以上比较看U75V、60kg/m钢轨可焊性较U71Mn钢轨差。
