基于PSO算法的PID控制器参数优化及其在置换蒸煮立锅温差控制中的应用
2017-01-12袁志敏杨鹏飞冯晓会
汤 伟 袁志敏 杨鹏飞 冯晓会
(1.陕西科技大学工业自动化研究所,陕西西安,710021;2.陕西科技大学电气与信息工程学院,陕西西安,710021;3.陕西科技大学轻工与能源学院,陕西西安,710021)
基于PSO算法的PID控制器参数优化及其在置换蒸煮立锅温差控制中的应用
汤 伟1,2袁志敏2杨鹏飞3冯晓会2
(1.陕西科技大学工业自动化研究所,陕西西安,710021;2.陕西科技大学电气与信息工程学院,陕西西安,710021;3.陕西科技大学轻工与能源学院,陕西西安,710021)
在介绍置换蒸煮工艺流程的基础上,对置换蒸煮控制系统的控制要点和难点进行了分析。针对蒸煮过程中蒸煮立锅顶部药液温度和底部药液温度的差值的控制问题,设计了一种基于PSO(粒子群优化)算法优化PID控制器参数的温度-流量串级控制策略。MATLAB/Simulink仿真结果表明,该控制方案具有算法简单、搜索能力快、效率高等优点,能够有效地解决PID参数优化问题;实际应用结果表明,该方案非常有效。
粒子群优化算法;PID参数优化;置换蒸煮立锅;温差控制系统
置换蒸煮系统(Displacement Disgester System,DDS)是20世纪80年代发展起来的一项高效节能的间歇式制浆技术。由于其具有显著的环境效益和经济效益,该技术已经逐渐成为制浆蒸煮技术发展的主要技术[1]。粒子群优化(Particle Swarm Optimization,PSO)算法作为一种新兴的演化计算技术,具有执行速度快、受问题维数影响小等优点,能用于求解大多数优化问题[2]。在置换蒸煮过程中,置换蒸煮立锅是重要的核心设备,蒸煮立锅的顶部药液和底部药液的温差控制策略采用了温差-流量串级控制系统[3],针对此控制策略,PID控制器参数的整定与优化成为亟待解决的问题。针对这一问题,通过对置换蒸煮工艺流程的介绍,分析系统的控制要点和难点,结合PSO算法简单、高效的特点,本研究提出了运用PSO算法整定优化Z-N整定法整定的PID参数的办法来解决此问题。通过PSO算法优化PID控制器参数,能够改善温差控制策略,解决置换蒸煮过程温度控制严重的时滞性、时变性、非线性等控制难点,进而实现低能耗、高效益的生产目标。
1 置换蒸煮温度控制要点和难点分析
1.1 置换蒸煮工艺流程
置换蒸煮就是将原料装锅并在不同的蒸煮阶段从槽区抽取不同温度和化学性质的药液使其与木料发生反应得到浆料的过程。此过程属于间歇批量生产过程,一般分为装锅、温黑液充装、热黑液充装、升温保温、黑液置换回收、卸料等步骤。置换蒸煮能够有效地利用设备,实现多个置换过程和蒸煮阶段,提高生产效率。图1显示了配有测控点的温度控制流程图。

图1 配有测控点的温度控制流程图
置换蒸煮过程描述如下[4]:首先,在蒸煮初始阶段,充装与置换温黑液、热黑液、白液,从而提高蒸煮立锅内料片的温度;充装完成后,关闭集流阀,药液循环均化一段时间,保证回流到蒸煮立锅顶部、底部的热焓一致;然后,打开顶部和中部的循环阀,启动循环泵,开始从蒸煮立锅中部泵送药液到热交换器,利用中压蒸汽加热药液到蒸煮最高温度,随后使药液经蒸煮立锅的顶部和底部回流到蒸煮立锅内;最终,当蒸煮立锅内的顶部、中部、底部药液温度均值比蒸煮最高温度高2℃时,热交换器停止加热,但是仍进行药液循环,以保温蒸煮浆料,当H因子达到设定值时蒸煮完成。蒸煮一锅浆料大约用时180~240 min。
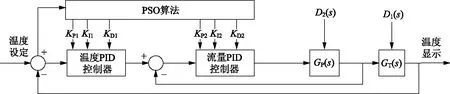
图2 基于PSO算法的温差-流量串级控制系统
1.2 温度控制要点和难点分析
在蒸煮过程中,温度的变化直接影响最终的蒸煮质量,而蒸煮立锅顶部、中部、底部的温度是否一致直接影响浆料的得率、卡伯值、蒸汽用量和后续工段化学品的消耗量等。因此,在置换蒸煮立锅温差控制策略中,控制重点如下:一是蒸煮立锅药液温度控制,此控制为定值控制;二是蒸煮立锅内温差控制,本控制必须保证蒸煮立锅顶部和底部的药液温差保持在-5~5℃之间,采用基于PSO算法的温差-流量串级控制。因此,温度控制难点主要有以下几个方面:
(1)温差控制的强耦合性、时滞性、时变性。在加热升温过程中,中部泵送的蒸煮液总量一定,顶层回流量增大,则底层回流量必然减小,进而顶部流量和底部流量存在强耦合关系。药液的循环过程时间长且热传递过程缓慢;在温度测量时,通常以蒸煮立锅锅体和循环药液的温度代替不可测量的蒸煮立锅内化学反应药液的温度,由此,温度控制系统具有严重的时滞性、时变性等问题。
(2)约束条件苛刻。为了保证蒸煮立锅正常运行和喷放浆料质量,一些参数必须处在极限设定值范围之内。中压蒸汽流量控制,需要控制回路FIC01。热交换器出口药液温度控制作为置换蒸煮过程中的定值控制系统,将蒸煮最高温度作为设定值,通过与热交换器出口药液温度比较得到偏差e。当e>0时,中压蒸汽流量增大;当e<0时,中压蒸汽流量减小,以保证出口药液温度和蒸煮最高温度保持恒定。蒸煮立锅内部压力的上下限的限制,即需要设置压力控制回路PIC01控制蒸煮立锅中的压力。蒸煮立锅内部压力和外部加热药液的压力差;当蒸煮立锅内部压力过高或过低都不能保证蒸煮药液温度在设定值范围内,且容易形成假压,当蒸煮立锅内压力超过其耐压极限时,无法保障蒸煮立锅安全生产。当蒸煮立锅内部压力和外部加热药液的压力差大于设定值时,说明蒸煮立锅顶部和中部篦子发生了堵塞,这会严重影响药液的循环加热。
(3)扰动因素多。蒸煮过程温度变量的外部干扰因素包含了物料平衡、热量平衡以及两者之间的相互作用。其中,锅内压力、料片加入量、药液成分、热交换器出口药液温度、循环药液流量、加热和脱木素反应的时间、环境温度变化等都属于温度控制系统中的扰动因素。
2 温差控制方案及实现
针对温差控制存在强耦合性、时滞性、时变性,约束条件苛刻,扰动因素多等控制难点,本研究拟采用基于PSO算法的温差-流量串级控制策略。
2.1 温差控制方案
在升温、保温过程中,为了保持蒸煮立锅内药液温度的一致性,主要通过改变蒸煮立锅顶部和底部的回流药液流量来实现;流量增大,温度上升快;流量减少,温度上升慢,因此,可以通过比较蒸煮立锅顶部和底部的温度差值,来调节顶部和底部的药液流量,以保持顶部和底部的温差在设定值范围内。
影响温度的因素有很多,系统之中存在耦合,对过程对象进行前馈解耦,组成了基于PSO算法的温差-流量串级控制系统。本研究采用2个串级控制回路分别控制蒸煮立锅顶部和底部的温度,使上下温度稳定在相同的设定值,从而消除蒸煮立锅内的温差。图2为控制系统框图;内环均为流量控制回路,外环均为温度控制回路;控制器均采用PID控制器。其中,控制系统中的被控对象(流量过程对象GP(s)和温度过程对象GT(s))的近似传递模型为:
(1)
(2)
D1(s)为系统一次干扰,D2(s)为系统二次干扰。
2.2 粒子群优化算法实现
粒子群优化(PSO)算法是一种仿生智能优化算法;由Eberhart博士和Kennedy博士根据鸟群觅食行为提出的用粒子最佳位置来表征最优解的全局优化算法,该算法已经在许多领域得到应用[5]。与其他的演化算法类似,首先要初始化一群随机粒子,通过粒子的速度向量迭代找到最优解。
(3)
(4)

粒子群通过不断地更新迭代,最终得到gbest结束运算,其算法实现框图如图3所示。

图3 PSO算法流程图
根据温差-流量串级控制策略,利用PSO算法的PID控制器设计实际上就是N维函数优化问题,将问题转换为寻找6个最优参数KP1、KI1、KD1、KP2、KI2、KD2。PSO算法可采用实数编码,对于6个参数的寻优中的粒子可以直接编码为X=[KP1、KI1、KD1、KP2、KI2、KD2]。控制器参数优化的目的为使稳态误差趋于零,有较短的调节时间和较小的超调量。
设初始化种群中粒子数目为N,每个粒子的位置又由PID控制器中6个参数决定,即维数为6,因此,参数编码的矩阵形式为:
P=(6,N)=
(5)
参数的搜索空间为KP∈[0.001,100],KI、KD∈[0.0001,1]。
综合采用能衡量系统调节品质的ITAE指标作为系统的性能指标。选取适应度函数J为:
(6)
根据标准PSO算法[6],本系统算法实现的具体步骤如下:
(1)初始化种群规模N=20、确定表征粒子的维数j=6,初始化粒子的速度V和位置P以及相关的常量参数c1=c2=2、ω=0.8,最大迭代次数inter_max=40。此时,粒子的速度和位置就是个体最优解。
(2)将初值代入公式(3)和公式(4)中得到新的位置和速度,检验适应度函数J,找到新的个体最优解,并且与社会最优解比较;若是新的个体极值比上一次的全局最优解更优,则替换为新的全局极值。
(3)以此类推,粒子在空间中不断变异寻找最优解,直到粒子满足迭代条件。通常情况下,迭代的终止条件为最大迭代次数、计算精度小于ε或最优解的最大停止步数Δt。否则,程序回到步骤(2),继续寻找。
3 仿真分析
基于MATLAB/Simulink平台,运用传统Z-N整定方法、模糊(Fuzzy)自整定方法以及PSO算法整定优化方法对主、副回路PID控制器参数进行整定,得到PID参数(见表1),其中,模糊自整定的量化因子为ke=0.2、kec=0.8。
表1 不同方法得到的PID参数

在工业现场,通常存在很多可测或不可测的扰动因素。在蒸煮升温保温过程中,用中压蒸汽加热过程中,蒸汽压力可能不稳定,则蒸煮立锅内的温度必然会发生变化。另外,蒸煮立锅内压力的调节过程也会产生波动,影响蒸煮立锅内温度的变化。图4为模型准确时加入扰动后系统的阶跃响应曲线。其中,在响应时间t=1250 s时,加入系统扰动。
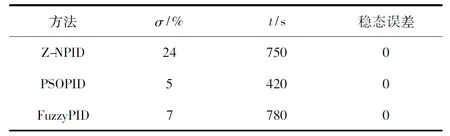
分析图4可得,采用基于PSO算法的温差-流量串级控制策略PID控制器参数调节时间相比于模糊自整定PID参数明显缩短,响应时间也明显缩短;虽然前期有少许波动,但在整个蒸煮时间180~240 min内,能够快速调节,这显得尤为重要。与传统Z-N整定法相比,PSO算法整定优化方法不仅响应时间加快,而且超调量也明显减小,可见PSO算法起到了明显的优化作用。不同控制方法性能指标分析结果如表2所示。
表2 不同控制方法性能指标分析
在控制系统的设计中,难免会出现模型失配的问题,即模型摄动。图5为控制对象比例增益K减少10%的阶跃响应曲线;图6为控制对象延迟时间τ缩短10%的阶跃响应曲线;图7显示了控制对象比例增益与延迟时间均发生较为严重摄动的情形。这些结果表明,PSO算法优化的PID控制器参数在模型摄动幅度10%时,控制器依旧能够表现出良好的控制功能,即超调量减小、调节时间明显缩短。

图5 K=0.000016695(K减少10%)时的系统阶跃响应曲线
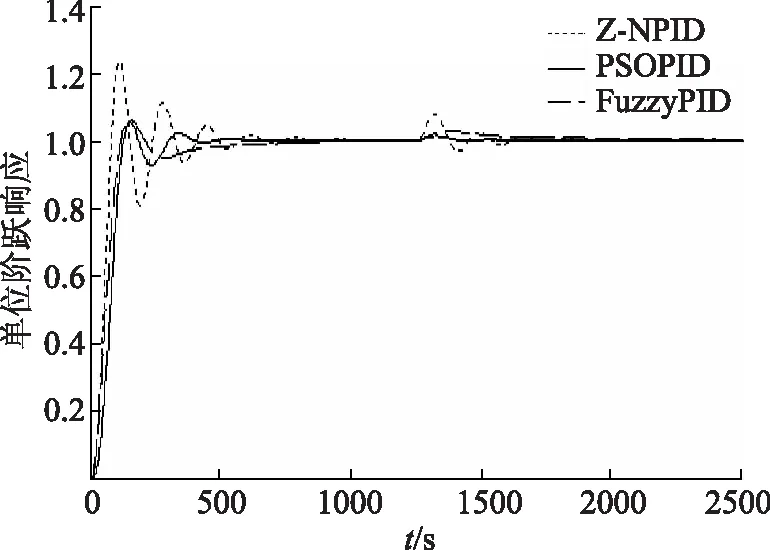
图6 τ=6.3 s(τ缩短10%)时的系统阶跃响应曲线
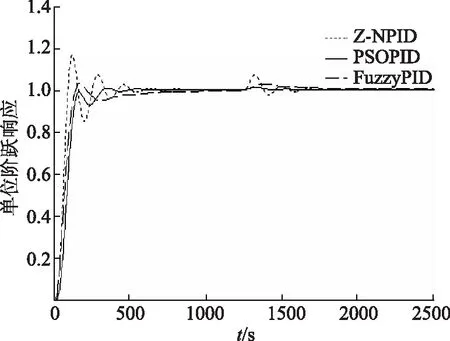
图7 K=0.000016695和τ=6.3 s(K和τ均减少10%)时的系统阶跃响应曲线
4 结束语
针对置换蒸煮过程中时滞性、非线性、耦合性,限制条件苛刻,干扰因素多等控制难点,系统采用基于粒子群优化(PSO)算法的温差-流量串级控制策略,即利用粒子群算法对主、副回路控制器参数KP1、KI1、KD1、KP2、KI2、KD2进行全局优化。通过与传统Z-N整定法、模糊自整定法对比,PSO算法的优化结果不仅具有良好的跟踪性能,而且鲁棒性能也得到了改善,理论上可满足置换蒸煮过程中对温差控制的要求;在生产实际中应用此控制策略,能够提高浆料得率、减少蒸汽用量和后续工段化学品的消耗量等,实现高效生产。
[1] 侯晓虎, 汤 伟, 许保华. 基于模糊自整定PID的置换蒸煮立锅温差控制系统的设计[J]. 造纸科学与技术, 2012, 31(4): 67.
[2] 陈 杰, 李 勇, 江 维. 微粒群算法在PID参数优化中的应用[J]. 自动化与仪器仪表, 2010(6): 72.
[3] 汤 伟, 王 震, 党世宏. 蒸煮立锅内温差DMC-PID串级解耦控制[J]. 中国造纸, 2014, 33(12): 47.
[4] 候晓虎. DDS置换蒸煮过程自动控制系统的研究及应用[D]. 西安: 陕西科技大学, 2012.
[5] 刘 娇. 改进PSO算法在主汽温系统PID参数优化中的应用[J]. 计算机与现代化, 2009(12): 29.
[6] 方红庆, 沈祖诒. 基于改进粒子群算法的水轮发电机组PID调速器参数优化[J]. 中国电机工程学报, 2005, 25(22): 120.
(责任编辑:关 颖)
Optimization of PID Controller Parameters Based on PSO Algorithm and its Application inTemperature Control of Displacement Cooking Digester
TANG Wei1,2,*YUAN Zhi-min2YANG Peng-fei3FENG Xiao-hui2
(1.IndustrialAutomationInstitute,ShaanxiUniversityofScienceandTechnology,Xi’an,ShaanxiProvince, 710021;2.CollegeofElectricandCommunicationEngineering,ShaanxiUniversityofScienceandTechnology,Xi’an,ShaanxiProvince, 710021;3.CollegeofLightIndustryandEnergy,ShaanxiUniversityofScienceandTechnology,Xi’an,ShaanxiProvince, 710021)
(*E-mail: wtang906@163.com)
Based on the introduction of the process of displacement cooking, the key points and difficulties of the control system of displacement cooking were analyzed. Aiming to control the temperature difference between the upper part and the bottom of the digester, the temperature and flow cascade control strategy based on the PSO (Particle Swarm Optimization) algorithm to optimize the parameters of the PID controller was designed. MATLAB/Simulink simulation results showed that the proposed control scheme had the advantages of simple algorithm, fast searching ability and high efficiency, which could effectively realize PID parameter optimization. The results also proved the effectiveness of the proposed scheme.
PSO algorithm; PID parameter optimization; displacement cooking; temperature control system
2015-12- 25
汤 伟,男;博士,教授;主要研究方向:制浆造纸全过程自动化、工业过程高级控制、大时滞过程控制及应用。 E-mail:wtang906@163.com
TS733+.2
A
1000- 6842(2016)04- 0039- 05
