数控磨床可靠性建模及评估研究*
2016-09-13范晋伟王鸿亮张兰清
范晋伟 王鸿亮 张兰清 刘 超
(北京工业大学机械工程与应用电子技术学院,北京 100124)
数控磨床可靠性建模及评估研究*
范晋伟王鸿亮张兰清刘超
(北京工业大学机械工程与应用电子技术学院,北京 100124)
以北京第二机床厂生产的MKS系列数控磨床为研究对象,使用采集的故障数据进行无故障间隔时间分布建模,利用最小二乘法进行了参数估计,经过拟合检验和拟合优度检验确定这些数据的无故障间隔时间趋近于威布尔分布。计算了该类数控磨床的可靠性评价指标:平均故障间隔时间、平均维修时间以及可用度。取得的研究成果得到了厂家的认可和应用,对数控磨床可靠性的研究和提升具有重大的意义。
无故障间隔时间;建模;参数估计;拟合检验;可靠性评估
我国是数控机床生产和消费大国,但从近年的数控机床的进出口情况来看,我国数控机床的进口量占居首位,而出口量却不尽人意,在国内市场和国际市场的占有率较低,主要原因是我国的数控机床的可靠性较低,价格也不占优势。在当今市场经济时代,要想获得较好的市场效益,产品的可靠性必须要高。目前国内外对机床可靠性的研究主要有:Kerr等人采用计算机图像处理技术对机床的刀具磨损进行在线监测,评估了刀具剩余寿命[1]。加拿大的Liu等人针对机床加工条件各不相同的情况,建立了刀具加速故障时间模型,用最大似然法对刀具的寿命进行了可靠性评估[2]。意大利学者Ronald利用模糊方法建立复杂系统的可靠性模型[3]。国内张英芝等人在机床的可靠性方面做了很多研究,用三参数威布尔分布模型对数控机床可靠性进行研究[4],申桂香通过赋权的方法对数控机床的可靠性进行评价[5]。在机床可靠性的研究方面,对数控车床和加工中心研究较多,而数控磨床由于种类繁多,结构上与其他机床差异较大,缺乏可靠性基础数据等原因,研究较少。数控磨床的故障规律和可靠性水平等均有待研究和分析[6]。
1 无故障间隔时间分布模型的建立
以北京第二机床厂生产的MKS系列数控磨床为研究对象,利用从现场采集的故障数据来统计设备运行的无故障工作时间和维修时间。通过为期一年半的时间来观察6台数控磨床,共收集到165条故障数据,以这些故障数据进行建模。
1.1无故障间隔时间分布散点图的绘制
利用经验分布函数法[7]进行无故障间隔时间分布散点图的绘制。将无故障间隔时间观测值由小到大排序为:t1≤t2≤…≤tn,当故障数量较小时,为了减小误差,常用中位秩近似计算,分布函数F(ti)可表示为:
(1)
其中:i为故障数据的标号(i=1,2,…,n);n为故障数据的总数。
利用采集到的数据,分别计算它们的无故障间隔时间,并利用公式(1)计算出每一个无故障间隔时间对应的值。以ti为横坐标,F(ti)为纵坐标,绘制无故障间隔时间分布的散点图如图1所示。

1.2无故障时间间隔分布密度函数散点图的绘制
为了更好地判断数据所属类型分布,需要进一步绘制无故障间隔时间的概率密度函数散点图。
采用等时间间隔频次法[8]将采集到的数据进行分组,分组区间的经验公式为:
K=1+3.322lognf
(2)
其中:K为分组数;nf为故障数据的总数。
每组概率密度观测值的计算公式为:
(3)
其中:ni为每组故障间隔工作实践中的故障频数;n为故障总数;Δti为组距。
将采集到的故障数据分组如表1所示。


表1故障数据分组

序号区间范围Δti/h分组中值/h频数/个频率积累频率概率密度观测值10~5002501050.6360.6360.0012722500~1000750240.1450.7810.0002931000~15001250180.1090.890.00021841500~20001750100.0610.9510.00012252000~2500225040.0240.9750.00004862500~3000275020.0130.9880.00002673000~3500325010.0060.9940.00001283500~4000375010.00610.000012
1.3利用最小二乘法进行参数估计
通过上述无故障间隔时间分布函数散点图和无故障间隔时间分布密度函数散点图的绘制,无故障间隔时间趋于服从威布尔分布或指数分布,并对此进行假设。现分别以威布尔分布和指数分布进行参数估计[9]。
考虑到最小二乘法在参数估计中应用较广,而且最小二乘法是一种对分布参数高效且无偏的估计法。最小二乘法简便、计算高效并可用于简单线性、多元线性和非线性模型,而且很多的非线性模型都可以通过简单的变换转换成为线性模型,这都为最小二乘法的应用提供了方便。
最小二乘法的基本思想是:假设有n个观测值(xi,yi)(i=1,2,…,n),如果x、y之间存在线性关系,可以用直线来拟合x、y之间的关系为:
y=ax+b
(4)
其中,参数a、b的值为:
(5)
1.3.1无故障间隔时间的威布尔分布
威布尔分布的函数表达式为:
(6)
经计算得出:m=0.838 6、η=517.241 26。
1.3.2无故障间隔时间的指数分布
指数分布的函数表达式为:
(7)
1.4两种函数分布的拟合检验
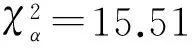
求出假设函数分布的模型后,为验证假设是否成立需进行拟合检验。使用χ2检验法分别对这两种分布进行拟合。
χ2检验的原理是计算出理论频数与实际频数之间的差异,然后将接受检验的统计量χ2观测值与标准临界值进行比较,如果满足公式(8)则假设正确,反之,假设不正确。
(8)
其中:n为样本数量;k为分组数;m为位置参数的个数;α为显著性水平;vi为第i分组的实际频数;pi为第i分组理论频率。
1.4.1威布尔分布的拟合检验
对无故障间隔时间的威布尔分布进行拟合图的绘制,如图3所示。
1.4.2指数分布的拟合检验
对无故障间隔时间的指数分布进行拟合图的绘制,如图4所示。
通过χ2检验,无故障间隔时间的两种函数分布假设均合理。

1.5拟合优度的检验
为确定哪种分布更贴近于实际分布,还需进行拟合优度的检验。拟合优度[10]一般用R表示,其公式为:
(9)

对拟合优度值进行比较,可知Rw>Re,所以无故障间隔时间分布更符合威布尔分布。
2 可靠性评估指标的计算
2.1平均故障间隔时间(MTBF)的计算
平均故障间隔时间MTBF(meantimebetweenfailure)是衡量数控磨床可靠性的一个重要指标。由上述可知,平均无故障间隔时间的分布类型更符合威布尔分布,威布尔分布的概率密度函数为:
平均故障间隔时间MTBF的计算公式为:

(10)
利用公式(10)可计算出数控磨床平均故障间隔时间的点估计值MTBF=567.57 h。
考虑到点估计往往是一个确定的数值,而没有给出估计精度。区间估计弥补了点估计的不足,给出一个区间估计范围。对MTBF进行区间估计[11]。
(1)参数m的区间估计

其中:q=r/n
c=2.146 28-1.361 119×q
当自由度较大时,查χ2分布表不方便,可用整体分布近似,按公式(11)计算χ2分布的分位点:
(11)
其中:up为标准正态分布的p分位点。
(2)参数η的区间估计


其中:A4=0.49q-0.1343+0.622q-1
A5=0.2445(1.78-q)(2.25+q)
A6=0.029-1.083ln(1.325q)
A3=-A6x2
x=N1-α/2
因此,在置信度为1-α时,MTBF的双侧置信区间为:

(12)
利用公式(12)可以计算出MTBF的区间估计为[370.253 8,597.239 5]h。
2.2平均修复时间(MTTR)的计算
数控磨床属于可维修产品,产品的维修性直接影响到产品在使用过程中利用率,平均修复时间是反映数控磨床维修性的特征值,是指故障排除的难易程度。因此,在做可靠性评估时,维修性也是一个十分重要的指标。平均修复时间指的是故障发生时所用维修时间的平均值,即MTTR(mean time to repair)。
平均修复时间的计算公式为:
其中:N为测试的产品总数;ni为第i个测试产品的维修次数;τij为第i个产品第j次维修所用的时间。
通过采集的这6台数控磨床的故障数据可计算出平均修复时间为:
2.3可用度

可用度[12]的计算公式为:
通过计算可得这批数控磨床的可用度为0.0031 4。
3 结语
利用现场采集到的故障数据,对无故障间隔时间分布进行建模。通过无故障间隔时间分布函数散点图和密度函数散点图的绘制,可知无故障间隔时间分布与威布尔分布和指数分布拟合较好,并假设无故障间隔时间分布服从威布尔分布和指数分布。利用最小二
乘法对两种分布函数的参数进行了估计,通过拟合检验验证了两种假设均正确,为进一步确定哪种分布更贴近于实际分布,又进行了拟合优度的检验,最后得出威布尔分布拟合的更好。
最后对这批数控磨床可靠性指标进行了计算,得到平均故障间隔时间为567.574 h,平均修复时间为1.78 h,固有可用度为0.003 14。通过这些指标较直观的了解这批数控磨床的可靠性水平,对数控磨床可靠性的研究和提升具有重大的意义。
[1]Kerr D,Pengilley J,Garwood R. Assessment and visualization of machine tool wea using computer vision[J].International Journal of Advanced Manufacturing Technology,2006,28(7-8):781-791.
[2]Liu H,Makis V.Cutting-tool reliability assessment in variable machining conditions[J].IEEE Transactions on Reliability,1996,45(4):573-581.
[3]Ronald R Y. A fuzzy measure approach to systems reliability modeling[J].IEEE Transactions on Fuzzy Systems,2014,22(5):1139-1150.
[4]张英芝,申桂香,吴甦,等.随机截尾数控机床三参数威布尔分布模型[J].吉林大学学报:工学版,2009,39(2):378-381.
[5]申桂香,张英芝,薛玉霞,等.基于熵权法的数控机床可靠性综合评价[J].吉林大学学报:工学版,2009,39(5):1208-1211.
[6]刘勇军.基于多学科设计优化的数控磨床可靠性设计技术研究[D].北京:北京工业大学,2015.
[7]张海波,贾亚洲,周广文.数控系统故障间隔时间分布模型的研究[J].哈尔滨工业大学学报,2005,37(2):198-200.
[8]王桂萍,贾亚洲.MTBF分布模型的案例分析[J].吉林工程技术师范学院学报,2005,21(3):20-24.
[9]于晓红,张来斌,王朝晖,等.基于新的威布尔分布参数估计法的设备寿命可靠性分析[J].机械强度,2007,29(6):932-936.
[10]张世强.曲线回归的拟合优度指标的探讨[J].中国卫生统计,2002,19(1):9-11.
[11]赵宇,杨军,马小兵.可靠性数据分析教程[M].北京:北京航空航天大学出版社,2009:104-106.
[12]赛义德.可靠性工程[M].2版.北京:电子工业出版社,2013:137-140.
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Research on reliability modeling and evaluation of CNC grinding machine
FAN Jinwei, WANG Hongliang, ZHANG Lanqing,LIU Chao
(College of Mechanical Engineering and Applied Electronics Technology, Beijing University of Technology, Beijing 100124,CHN)
MKS series CNC grinding machine of Beijing the second machine tool plant production as the research object, using the failure data of acquisition for distribution of time between trouble-free to establish model, and using least square method to estimate parameters. Knowing the data of distribution of time between trouble-free is to converge with the Weibull distribution after fitting test and goodness of fit test. Calculate the reliability evaluation index of the CNC grinding machines: MTBF, MTTR and availability. Research results have been recognized and applied by the manufacturers. For research and promotion of CNC grinding machine reliability is of great significance.
mean time between failre; establish model; parameter estimation; fit test; reliability evaluation
TH596
A
10.19287/j.cnki.1005-2402.2016.06.016
范晋伟,男,1965年生,教授,博士生导师,主要研究方向:数控磨床可靠性与超精密加工,已发表论文100余篇。
2015-12-22)
160632
* 国家科技重大专项(2013ZX04011013) ; 国家自然科学基金项目(51275014)
