可视化技术在智能制造中的作用
2016-09-13冯消冰刘文龙
冯消冰 刘文龙 都 东
(①清华大学机械工程系,北京 100084;②上海清北智能科技有限公司,上海 201210)
可视化技术在智能制造中的作用
冯消冰①刘文龙②都东①
(①清华大学机械工程系,北京 100084;②上海清北智能科技有限公司,上海 201210)
如今的制造业具有巨大的市场需求,只有降低成本和用最少的资源才能变得更具备竞争性。在当前内外环境压力之下,在不同设施或者设备之间进行数据汇聚并且保持连通性,然后反映出制造过程中实时状态,再进行分析并且加以优化就变得十分的重要。最近,可视化技术在把带有高速处理图形图像的硬件融合到商业产品上面有了巨大的跨越,这直接导致了提供高价值的可视化技术应用成为一项非常有竞争力的优势。文章将阐述可视化技术,以及这项技术如何在智能制造中发挥巨大的作用。
可视化技术;智能制造;工业4.0;图形化;视觉传感器
当前市场需求在不停的变化,加上国际化竞争的加剧,导致企业面临的压力越来越大,尤其是制造业。趋势是从大批量生产逐渐走向个性化客户定制式的小批量生产,那么如何在这样一个大背景下,实现柔性制造,把控成本,提高质量和服务,就成为企业必须要解决的问题,同时企业也应该对市场保持高度的灵敏,及时把握动态,体现出灵活性和适应性。
最近几年,人们提出了一种新的制造方式,即智能制造,美国、德国、中国都提出来自己相应的概念,分别为工业互联网、工业4.0和中国制造2025,这些都是智能制造的更明确的诠释。这种制造方式体现了更加高效智能的特点,强调了信息与制造相结合,并且是交互性很强的一种模式,信息的处理成为制造一大关键要素。
这种新的模式带来了很多方面技术的快速发展,其中可视化作为一种高端技术,直接和人相互沟通,提高生产能力,在智能制造中成为不可或缺的一部分,其价值不亚于制造过程本身。它可以解决很多生产企业在生产过程监控困难、信息化程度低、管理人员难以实时掌握当前工况状态等一系列问题。因此在生产、物流、仓储等环节布置可视化系统的需求变得越来越大。这也是工厂走向精细化管理的一个必然过程。
可视化技术在把带有高速处理图形图像的硬件融合到商业产品上面有了巨大的跨越。这直接导致了提供高价值的可视化技术应用成为一项非常有竞争力的优势。
1 智能制造与传感器技术研究现状
1.1智能制造
智能制造是通过互联网等新型信息技术,整合能源、材料、工艺、设计、生产、制造、服务等各个环节,而且具备信息自我感知、决策自主优化、准确控制执行等一系列制造过程系统的集合[1]。信息网络和实际生产相互有机结合是智能制造的特点,其一,信息系统将优化制造业的生产方式,极大提高制造效率。其二,生产制造将成为信息网的重要延伸点,放大网络的范围和边际效应。依靠网络支撑点,以生产线为载体,成为制造业的最近发展趋势。这种新的模式具有很多优势,能够缩短产品的研制周期,降低企业运营成本,提高制造生产效率,并且降低资源耗能。从硬件和软件结合的方面去看,智能制造是一个“虚拟信息网络与实际物理”的制造生态环境。美国提出的“工业互联网”和德国提出的“工业4.0”以及我国的“中国制造2025”战略都体现了虚拟信息网络与实际物理高度融合。
近年来,智能制造出现了巨大增长,而且智能化程度越来越高。互联网技术成为制造智能化的动力引擎。互联网技术、云计算、大数据以及宽带网络等一系列技术组成了大概念的互联网,借助这一强大的动力引擎,越来越接近实现在制造业布局传感器设备的信息感知能力,通过网络对制造过程中产生的数据进行精确逻辑控制和远程协作,加以保证实现智能制造的成果可能性。互联网的边际效应也在不断扩大,实现制造业与服务业的深度融合。以美国先进制造业战略为例,其下一代机器人便是基于移动互联网技术的应用,Google公司向智能制造领域扩展就是依托背后强大的互联网技术和基础设施[2]。
智能制造技术的发展将具备自适应能力和人机交互功能。通过制造过程在线实时感知、智能决策过程和自动优化的闭环,实现对减少人为干预的自适应能力。在人工智能、机器学习、仿真技术高速发展的大背景下,智能制造系统也将可以自主判断最优的操作指令、故障解决方案和故障预警,人和智能系统会建立协同共事、相互合作的一体化融合关系,最终实现广义上的人机交互以及系统多边交互,然后劳动力可以从简单重复的动作中解脱出来,从事高附加值的创造性生产活动。
中国的智能制造发展也比较迅速,目前已经成为全球最大的智能制造市场。在过去5年中,机器人销量年平均增长率达到38%,同比高于其他国家增速。2013年我国机器人销售量高达36 500万台,同比增长40%,2014年的增速更是达到50%。总体上,中国工业机器人的密度还比较低,是日本、德国等先进发达国家的十分之一,未来5年我国将成为全球最大智能装备需求市场,这将直接带动智能制造技术和产业的发展。
1.2传感器技术研究现状
智能制造会直接推动制造业生产方式的快速改变。基于互联网大数据和传感器的智能制造将可以进行柔性化的产品生产,具备更快速准确的感知反馈和分析决策能力,同时可以满足具有个性化的市场需求。与传统制造业采用的大批量生产方式不同,智能制造可以进行个性化产品的特殊化定制[3]。
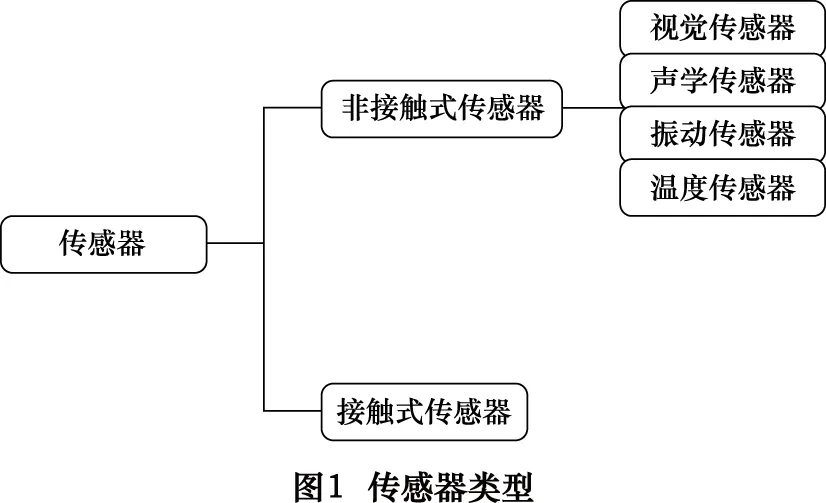
传感器是智能制造之中非常重要的组成部分,传感器的主要作用是用于智能制造的过程状态,提供过程中的物理性能参数,如形状和位置等特征信息,控制系统根据这些特征信息并对其进行处理,自动调整相关的部件,从而进行智能加工。传感系统是实现制造过程模型化以及制造过程中自动控制的关键部分,因为要实现智能制造中的的实时在线跟踪控制,首先需要获得描述制造过程状态中的准确信息,所以,传感器必然起着重要的作用。根据传感方式的不同,智能制造中应用的传感器可以分为接触式和非接触式两大类。制造中的跟踪传感器多数是非接触式的,诸如声学传感器、视觉传感器、温度传感器和振动传感器等,如图1所示。
2 可视化技术
可视化技术是把复杂事件或者某个行业特定流程进行图像、图形化,进而使其能够清楚且直观地展示的一种技术过程。将任何抽象复杂的事务变成图形、图像的过程全部可以称为可视化。最早在1987年,美国科学基金会召开的图像专题讨论会上,关于科学计算可视化的领域、需求目标、应用前景这些方面作了相应的定义描述。这意味着科学计算可视化成为一个新学科[4]。
可视化技术可以利用计算机技术将数据转换为图形或图像,具有实时交互能力,是对现实世界的真实再现。信息可视化技术和系统仿真技术整合起来可以称之为可视化仿真,它以计算机技术为核心,生成真实的听觉、视觉和触觉一体化的虚拟环境,用户利用相关的的机器设备,在正常状态下与虚拟环境中的视觉对象进行信息传递,过程交流和观察输出结果,产生处于真实环境中的体验效果。
2.1可视化技术分类
在科学计算可视化提出来以后,逐渐衍生出数据、信息、知识可视化一系列分支。四种可视化技术基本上是针对不同的数据种类和不同的事物特征以及不同的应用进行区分。
科学计算可视化,是利用计算机信息图形学和图像处理技术,将计算过程中产生的数据处理结果传送为图形或图像的形式,在显示屏上呈现出来,并进行融合处理的一套理论技术[5]。
数据可视化,是指单纯数据的可视化,主要包含了各类数据库或数据仓库中的数据。它涵盖了科学计算数据的可视化,也涵盖了测量数据和工程数据的可视化[6]。
信息可视化,是将信息和数据两种不同的事物转换为可以很好理解的图形、图像描述的技术,然后将其进行交互融合处理的一套技术方法。在处理信息的可视化空间内,可以显示和观察信息属性。用户和信息系统通过图形化技术进行交互非常方便。最主要的是,利用信息可视化技术可以为用户提供更快捷有效的服务和发挥更大的价值[7]。
知识可视化,主要是一种知识的传播方式,利用视觉表征技术,帮助知识的传播和创新,视觉的表征更是可以提高群体之间各种交互行为的作用,主要目标是帮助别人正确地重构记忆并且应用这些知识,另外,还可以传输价值观和期望。
数据可视化与信息可视化的不同点在于,数据可视化所描述的对象通常是具备几何属性的物理数据,而信息可视化所描述的对象主要是自身不具备几何属性和空间特征的其他信息,这些相对抽象的信息可以进行空间的可视化形式观察。信息可视化所研究的对象除了绘制可视化属性外,更主要的是寻找合适的可视化隐喻,把非空间抽象信息转化为有效的可视化表达方式[8]。
数据可视化与科学计算可视化的主要区别在于,数据可视化的对象是被可视化的非物理空间数据,而科学计算可视化所描述的是物理空间数据。例如,工程建筑方面的空间数据,不管是否看的见,所对应的数据都对应一个物理空间位置,以及多块磁铁相互靠近时产生的复杂磁场这些类型都属于科学计算可视化。数据可视化的实例有经济数据、商业数据、金融数据。一个简单的逻辑关系是,可以认为科学计算可视化只是数据可视化的一部分内容。而数据可视化除了包含科学计算数据的可视化,也包含了可视化工程和测量数据。
这四种可视化技术主要是根据要解决的问题,进行相应的设计,某些复杂的问题会涉及到多种可视化类别的融合。这也是事物发展到一定复杂程度以后必然的结果。
2.2可视化系统的设计
可视化系统的设计大体上需要包含以下部分(如图2)。
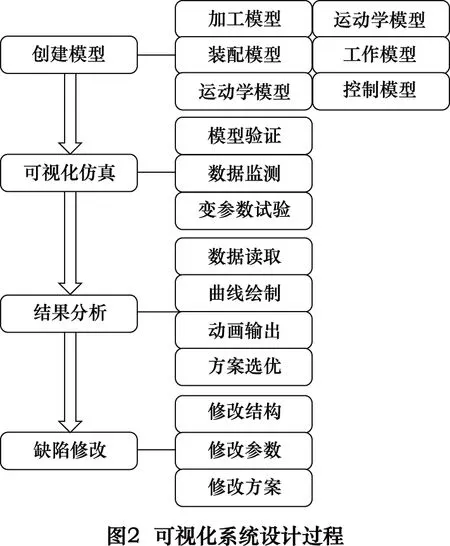
创建模型。设计可视化系统的时候,第一步就要创建模型。模型在整个可视化研究中起着重要作用,它是可视化设计流程的基础。模型包含了装配、加工、运动学、动力学以及控制模型。这几种可视化分析方法,由于分析的目标不尽相同,模型有一些的差异性。以保证装配为核心的可视化设计,创建的是装配模型,所有零件必须有严格的尺寸和确定的形状。以运动学和动力学分析为主的可视优化设计,某些情况下对结构尺寸没有像装配模型那样严格,但它们同属可视优化分析方法,模型之间有一定的联系[9]。
可视化仿真。模型创建完后,可以在计算机中的操作环境下进行仿真。因为研究的内容不同,所以在可视化方法当中,可视化仿真的相关内容也具有很大的差异性,但是基本上包括图2中所描述的三方面内容,即模型验证、数据监测以及变参数试验。模型验证是进行仿真研究的重要步骤,只有经过验证的模型方可进行可视化仿真试验研究。验证结论的可靠性一般是依照此领域的常识,比如,通过简单的数值来监测仿真结果的正确性,也可以参照类似的实物结构,依靠做实验来验证模型。数据检测是下一步结果分析的基础,检测的数据包含了运动轨迹、加速度、位移、速度、应力、支反力、响应时间等。变参数试验是方案对比试验,通过变参数,设计使产品性能最好的控制参数、结构参数、运行参数等。由于一些问题的难易程度差别很大,故完成可视化仿真需要的时间也不尽相同,可能1天,也可能多达10天[10]。
结果分析。对结果进行分析是可视化设计法的核心内容,对结果详细的分析,能够在设计过程中及时发现各种缺陷,判断所选方案的可行性以及优越性,这也是可视化仿真的精髓所在。结果分析有数据读取、曲线绘制、仿真动画和最优方案选择,通过以上的可视化仿真输出,可以完成对现有设计的优化和改进。
缺陷修改。经过对仿真结果的分析,会发现一些明显的错误和缺陷,这些误差包括零件结构缺陷、运行参数缺陷和方案缺陷等。实际工作中,可能还要更复杂一些,此时可对工作环境进行修改。
2.3视觉传感器技术的应用
视觉传感器技术是基于计算机视觉理论发展起来的,在工业检测中发挥着重要的作用。视觉传感器的检测技术具有非接触性、自动化程度高、检测精度高、实时在线性等显著特点。随着计算机技术的快速发展,视觉传感器技术的优势逐步彰显。现如今已广泛应用于工业、医疗、生活等领域。
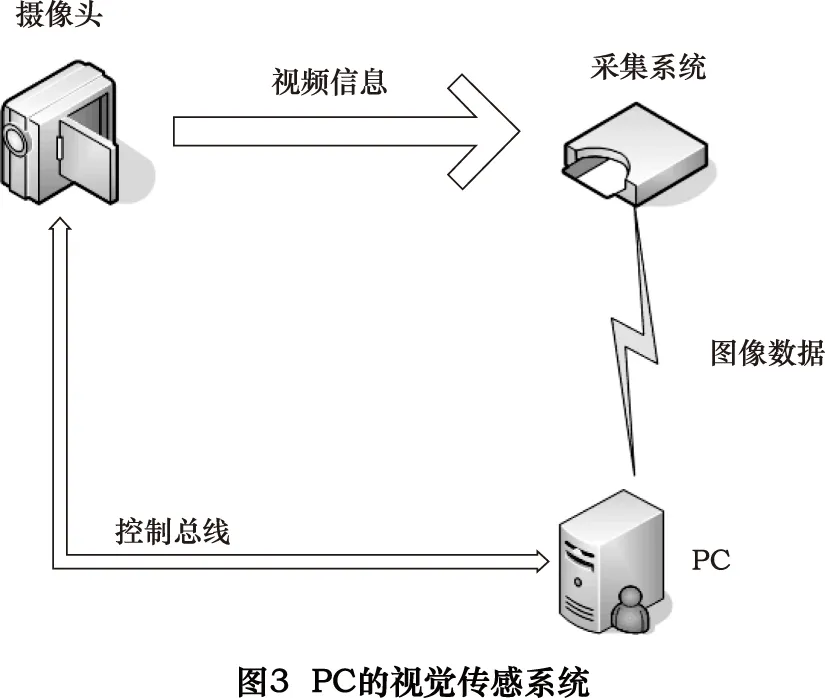
视觉传感器技术是基于PC的视觉系统发展起来的。PC的视觉系统如图3所示,主要由摄像机、采集系统和PC构成。主要的原理为,采集系统接收由摄像机输出的模拟视频信号,把模拟视频信号进行转换,转换为数字信号,然后在PC机上进行数字信号的处理。这套视觉系统已然比较成熟,可以执行可靠的自动检验。但这套视觉系统的缺点就是较为复杂,而且成本较高,使其广泛应用受到了阻碍。另外,这套系统一般需要一台PC机和多个摄像头,以及进行定制软件,其设计、集成和安装也较为复杂,需要专业人员来完成。
通常说的视觉传感器是有别于PC的视觉传感器系统的,它是将图像传感器、数字处理器、通讯模块和其他外设集成到单一的相机内,达到了一体化设计的目的,结构紧凑,尺寸较小,如4图所示。其具有较高的效率与稳定性,主要是通过可靠性设计来获得的。视觉传感器采用了高速处理技术,如FPGA 和DSP,同时,将成熟的机器视觉算法模式化,使得使用者不需经过编程,就可以实现尺寸测量、表面缺陷检测、条码阅读等功能,这样的一些优点提高了应用系统的开发速度。

视觉传感器系列产品针对实际应用的工业图形处理,可针对对象的形状、位置、颜色或轮廓进行检查。 通过标准接口可灵活接入自动化系统。西门子的视觉传感器系列完全适合在恶劣的工业环境中使用,如SIMATIC VS120型号,如图5所示,其不受污染、振动或温度的影响,可根据颜色或形状进行自动检查,并对公用硬设备的准确性、完好性或位置进行监控。通过数字输出端或通过PROFIBUS或 PROFINET和Ethernet 输出检查结果,具有较小的尺寸和可以牵引的连接电缆,也可在系统运行时安装传感器头和照明单元。根据零件大小,每秒最多可做20个评估。

在工业检测的领域中,视觉传感器技术的推广大幅地提高了产品的质量。其可以应用在零件位置的检查、卷钢质量检测、饮料行业的容器质量检测、人民币印刷检测、印制电路板的检测、饮料填充检测、饮料瓶封口检测等。在药品的生产线上,通过视觉传感器对药品包装进行检测,可以确定药品包装内的数量是否满足要求。应用X射线和基于视觉传感器的检测技术也可应用于海关,这项技术的使用提高了通关的速度,节约了宝贵的时间和人工成本。
在金属加工领域之中,视觉传感器也有着广泛的应用,由于金属加工的特殊环境,要求视觉传感器检测系统具备非接触、耐高温等特征。目前的主要应用有钢板缺陷的检查、精确加工中工件尺寸的测量、焊缝的检查、冲压成型的几何尺寸的测量、铸件形状的检测等。视觉传感器检测技术就是智能制造的强大驱动力。
3 可视化技术在各领域及智能制造中的重要作用
智能制造中复杂的过程以及它们之间的相互依赖关系,都会带来系统可视化的需求。它综合了人机的交互、数据分析、科学可视化、图形技术和认知科学等一些学科的成果。
医疗行业的可视化,已经变成数据可视化领域中最受关注的一个研究领域。由于现代体外诊断技术CT和MRI以及正电子放射扫描PET的发展,医生能够比较容易地获取病人相关部位的二维截断图象。CT技术改变了传统的胶片成像模式,通过计算机重新构建人体各部位的器官图像,帮助医学图像技术从二维升级到三维,使人们直观地通过计算机看到人体内部。PET结合了核技术和计算机技术[11]。经过核素示踪剂注入人体后,核素衰变过程中产生了正电子湮灭,然后通过计算机成像技术,使我们看到人体代谢的功能图像。在这个基础上,利用可视化相关软件,对上述多种图像进行融合,可以准确地确定病变体的位置、大小、几何形状以及和周围生物组织之间的空间关系,从而及时有效地进行疾病治疗。德国柏林大学,美国ADAC实验室,The Johns Hopkins University和集成医学图象处理系统公司都采用可视化软件系统,将获得的二维图像,重构为人体组织结构的三维图像[12]。大部分软件已经在很多医院得到广泛应用。此外,美国华盛顿大学使用心脏超声诊断技术和可视化软件系统,可以获得心脏的三维图像,并用于实时观察心脏的形状、大小和运动等相关状态,为医生诊断提供有力的依据。电子束CT则使用电子束扫描替代以前X线管与检测器的机械扫描,在效率方面,扫描速度提高约一百倍。检查运动的器官也能得到清晰的图像,是CT技术的一次重大飞跃。中国协和医科大学心血管病医院已将电子束CT三维图像重建用于主动脉病变的临床诊断和冠状动脉搭桥术后的血管显示[13]。
可视化装车站实现方式是通过无线网络传输,以及视频的实时抓拍,再配合机车的实时定位几种技术同时使用,可以准确地定位到机车的位置,司机也可以通过监控信号自行调节吊车,调车员也可以准确识别车尾车号信息。实现了整个自动化闭环的监控与调车站的高效运作[14]。
利用可视化技术,可以整体呈现地质结构与特征,并且对地质构造进行深入分析,比如GIS就是一种空间信息技术获取方法。良好的可视化环境为地质勘查人员提供了便利,对要勘查的地质情况有了总体把握,也改变了过去进行手绘的工作模式,解决了过去手绘地质特征信息的局限性,有一些钻井数据也可以通过传感装置返回到地面网络系统中,大大加快了工作进度。 解决了过去很多地质相关数据无法有效结合使用的巨大难题。同时可视化系统对相关岩层的厚度、剖面、连同性都有了极大的改善。使地层结构空间化的表达更为形象。也可以和地球上其他地区的地质特征进行横向对比,反映其特有的地理结构。常用的可视化算法包含了防碰撞算法、测斜计算、中靶分析法等。在定向钻井过程中比较各种靶向的差异性,使用科学仪器进行相应的追踪。全部利用可视化追踪系统进行调测,进行最优化策略调整[15]。
在变电站中,一些需要三维虚拟仿真、实体模型展示的场景用到了可视化技术,依靠重要数据进行动态界面显示,实现人机交互与系统数据的联动功能,并且灵活地定制不同工作场合,全局展示全景数据,而且通过任务为导向进行流程整理,实现监控可视化一站式服务,方便用户使用[16]。
制造业数字智能化是新的产业发展的核心要素。它是体现机械电子产品创新的技术,可以使机械电子产品向数控智能的方向发展,从而提高产品的功能、市场竞争力。另外,它是制造业技术创新的一项技术,能使制造向数字化和智能一体化整体制造的方向前进,全面提高产品的设计、制造、管理和服务的能力,很深刻地改变制造业的产业形态和生产模式,并有效地减少能源的消耗、提高环境持续性与安全性[17]。
可视化技术逐渐应用于智能制造领域,而且越来越重要。可视化技术以直观清楚的图像图形表达信息,使用户快速地获取信息,可以使企业发现制造过程中隐藏的信息,提高生产线的执行效率。将可视化技术引入到智能制造,可以使比较分散的各种信息整合起来,形成直观的图形图像进行显示,可以将系统中要表达的信息以简洁可视化的方式显示,可以将系统中异常的和与计划有差距的警惕信息醒目地显示出来,能够将比较抽象的数据表示成为可见的动态或者静态的图像,显示数据之间的逻辑关联、走势关系,有效标识出数据的变化和趋势,从而为企业理解那些大量繁杂的抽象数据信息以及做出决策提供帮助。可视化人机交互还可以减小实施系统的难度,方便用户的接受[18]。
3.1可视化技术在自动焊接中的作用
焊接是一个复杂的化学过程,而且周围具有较大的热能和应力,也存在大的电磁场。通过熔池连接工件,过程伴随持续热应力作用,熔池会发生组织迁移和性能改变,也会带有一定的结构变形。
焊接可视化技术利用一定的信息技术手段,把焊接过程实时地模拟出来,这样可以直接反映焊接过程机理,对于焊接过程发生的问题,实时地进行反馈,避免了后期维护难的问题。可以保证焊接质量,和过程有效的控制。它包含了如下几方面内容。
焊接建模仿真,利用材料的物理特性、测试数据、以及相应的化学特征拟合数学模型。在模型基础上,可以进一步优化焊接用的材料和相关参数设置,包括焊接结构的调整。在高磁场的作用下,需要进行相应的耦合分析和大梯度处理,然后对其材料行为做进一步非线性函数的拟合,需要追踪熔池流体走向及其成型过程。
焊接过程智能控制以及视觉传感。在焊接的时候, 视觉传感需要采用特殊方法避免弧光、熔池光、飞溅的影响,以及金属的干扰,否则回传到的视觉取样是模糊的,会大大降低准确度。国外很多专家在这方面都做了很多研究,其中,Y.Tsujimura的等离子温度分布,S. Wuet al焊接驼峰机理,J. Schein焊接气体脉冲波熔池流动的影响和Y. Kawahito激光束X射线成像法都为了消除焊接过程中视觉采样困难发明了针对性技术[19]。焊接过程的智能控制也是一项比较大的难题,面对各种干扰因素,必须要解决抗磁场干扰和非理想环境。 在整个智能控制过程中,借鉴了人体视觉结构,基于颜色纹理综合判断,融合动态跟踪系统,去除常规已知干扰因素,利用焊道坡口特征,做二次颜色提取,然后对其纹理进行灰度算法调整。利用共生矩阵方法建立焊接整体图像特征,包括整个热加工和氧化反应都有效地系统呈现。对焊缝的拟合度也会进行分析,判断整体焊接质量。
焊缝无损检测与焊缝成像。 可视化焊接一个组成部分就是用X射线和超声波做焊后无损检测,可以分析缺陷引起超声信号改变,对焊缝进行定量描述。目前人工目视检测的方式中,人为因素比较大,导致焊缝误差很大。基于多帧X射线实时图像,多帧图像的重心坐标发生的运动轨迹减小了误差率,焊缝连续性灰度范围的变化也在无损检查里面得到了检验。低阈值和高阈值的剔除误检,有效适应了不同灰度范围及不同噪声水平的焊缝X射线实时图像。速度直方图和分类算法也是无损检查另外一个比较好的办法,在此基础上,进行焊缝成像。总体来说,焊接可视化作为智能制造可视化一个案例现在已经发展到了很高的水平[20]。
3.2可视化技术应用于啤酒包装生产线
可视化技术在啤酒灌装生产线上的应用也日趋成熟,啤酒包装车间中,由于灌装机器的可靠性问题,往往由于灌装压力的不足、灌装嘴的堵塞等原因,造成灌装啤酒的液位不足现象,通常一条啤酒包装生产线的效率为每小时24 000瓶,同时由于啤酒瓶在验瓶过程中是单排通过,运行速度非常快,不合格瓶的出现给后续的检测提出了严峻的挑战。因此设计一套高效、可靠性高的检验灌装液位系统对于整条啤酒灌装生产线的效率提升就显得尤为重要。如今,采用视觉传感器对啤酒液位进行检测的方法及设备应运而生,其具有高可靠性、非接触、高效率的特点。
啤酒灌装生产线液位检测系统示意图如图6所示,其主要是由啤酒液位检测机、管理单元和PLC操作站3部分组成,啤酒液位检测机由视觉传感器、光源、光电传感器等组成[21],管理单元包含有实现数据的管理、统计、打印、分析和显示等功能,PLC操作站的主要功能是对检测机进行监控。
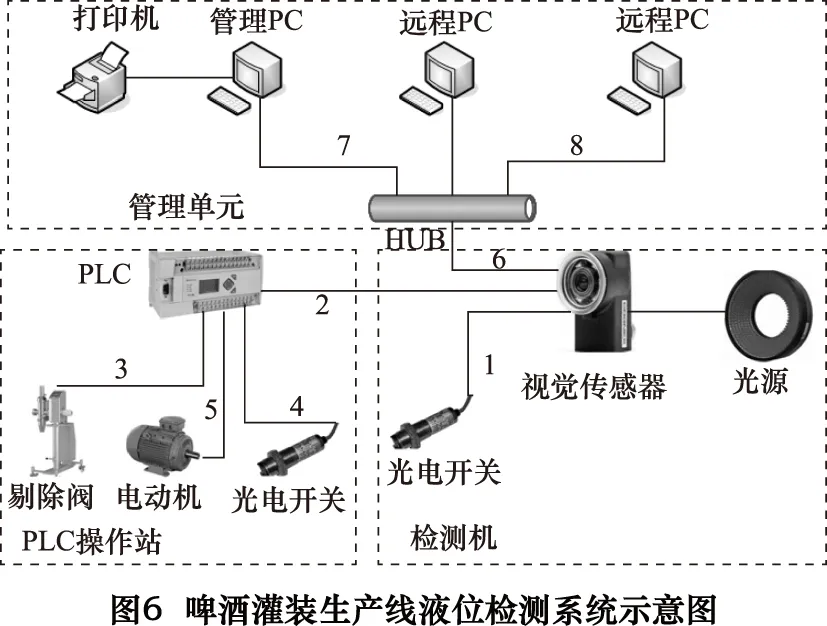
图中1~8的编号表示信号流程;序号1表示视觉传感器被光电开关触发,进行图像采集的工作,并加以处理;序号2表示经图像处理后比对,发现啤酒液位不合格,那么由视觉传感器把信号发送给 PLC;序号3表示根据视觉传感器发送过来的触发信号,PLC首先运用其内部的计数器,来定位不合格瓶所处的位置,然后向驱动执行机构发送指令,将不合格品在传送带上快速地弹出;序号4表示检测啤酒包装生产线的运行状态,并且实时反馈给PLC;序号5表示根据生产线的实时状态,利用变频电动机控制检测机内的传送带速度,以此合理地控制酒瓶的间距;序号6表示视觉传感器将数据通过以太网传输到远程PC以及管理PC,通过PC进行分析和管理;序号7表示管理PC再通过以太网向检测机传输指令,用于检测和接收数据;序号8表示远程PC对生产线上的检测机进行统筹管理,也是通过以太网来传输指令。
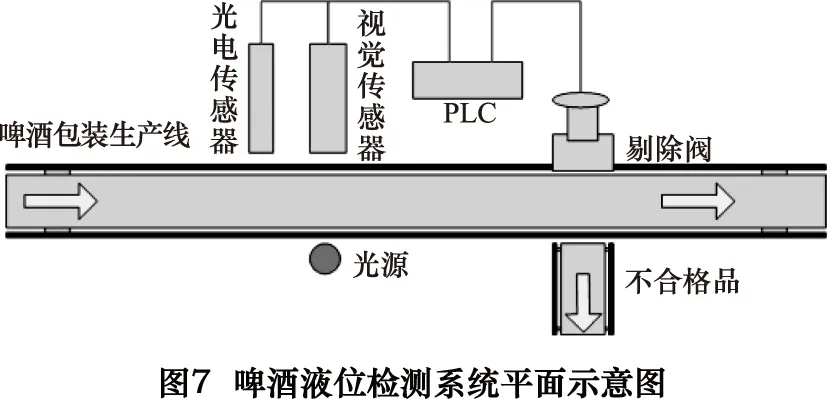
啤酒液位检测系统的平面示意图如图7所示,啤酒包装生产线上的啤酒瓶在经过光电传感器时,产生触发信号,此信号为一开关信号,向视觉传感器发送指令,来启动视觉传感器采集图像,并进行处理。当检测结果不符合要求时,PLC会接收到来自视觉传感器的触发信号,PLC向剔除阀发送指令,快速地弹出不合格的产品。同时,视觉传感器也会产生报错信息,信息通过前面所述的以太网上传到管理PC中,管理PC用于对报错的信息进行记录与分析,也把信息同时传送给远程PC,远程PC会做出最终的分析,紧急时可对啤酒包装生产线下达停机的指令。
4 展望
在智能制造中,人机交互方式的改变,可视化技术的提升,将为工控机核心技术带来巨大的推力[22]。
生产系统通过无线网络传输,利用射频识别,其控制模式和工人工作方式有很大的变化,宽带和近距离通信网络性能的增加,平板电脑、手机和可穿戴设备等网络移动控制方式会极大的普及[23]。另外,触摸屏和多点触控的图形化也将使人机界面慢慢取代开关按钮这些东西。特别是人们已经习惯智能电子消费产品的操作方式,它能够快速地做出反应,切换屏幕,上传或下载数据,从而大大丰富了人机交互的内容,同时也明显降低误操作率[24]。
可以设想在一家智能工厂,以Bite为单位的信息比实体机械组成的物质更重要。机器既是生产工具和设备,也是工厂信息网络的延伸。机器不仅减轻了人的体力,也改变了人的脑力使用习惯,它可以识别工件、与人交互,按照预先设置好的控制程序去工作。机器之间能够相互进行通信,在各种传感设备的帮助下,可以共同完成加工任务,形成物联网化的可视化智能制造车间。
[1]任宇.中国与主要发达国家智能制造的比较研究[J]. 工业经济论坛,2015(2):68-76.
[2]王影,冷单.我国智能制造装备产业的现存问题及发展思路[J]. 经济纵横,2015(1):72-76.
[3]朱剑英.智能制造的意义、技术与实现[J]. 机械制造与自动化,2013(3):1-6.
[4]肖翔,熊佐松,刘海燕,等.智能可视化优化技术用于常压塔多目标操作优化[J]. 炼油技术与工程,2015(4):8-10.
[5]刘昭斌,刘文芝,顾才东,等. 基于智能制造系统的物联网3D监控[J]. 实验技术与管理,2015(2):89-93.
[6]张卓,宣蕾,郝树勇.可视化技术研究与比较[J]. 现代电子技术,2010(17):133-138.
[7]王秋焕.可视化技术在制造资源计划系统中的应用研究与实现[D].南京:南京航空航天大学,2008.
[8]贺全兵.可视化技术的发展及应用[J].中国西部科技,2008(4):4-7.
[9]Carr L, Tokai R.Visualization of manufacturing information mold making using 3D work specifications[M].Springer London, 2008:91-98.
[10]孙伟.现代机械产品设计规划及可视优化设计方法研究[D].沈阳:东北大学,2007.
[11]Luckas V.Experience form the future using object orientation concepts for 3D visualization and validation of industrial scenarios[R].Acm Computing Surveys,2000.
[12]Sci I J.Development of cost effective 3D stereo visualization software suite for manufacturing industries[J].Indian Journal of Science & Technology,2010,3(5):564-566.
[13]Meng B.Research on the 3D process model of full information-based visualization manufacturing system[J].Modern Manufacturing Engineering,2013,43(8):22-16.
[14]房辉. “可视化”调车技术在装车站的实施与应用[J]. 铁道货运,2015(4):12-14.
[15]Guo X T.A implementing method of 3D visualization for mining subsidence considering terrain features in mining area[J].Science of Surveying & Mapping,2012,37(4):138-69.
[16]王继业. 物联网及可视化技术在新一代智能变电站中的研究及应用[J]. 电气应用,2013(19):68-72.
[17]吕志.基于CPS的工业4.0智能制造研究[J]. 河南教育学院学报:自然科学版,2015(2):36-38.
[18]Teich T.Using ISO 10303-224 for 3D visualization of manufacturing features[J].Lecture Notes in Business Information Processing, 2010,46:198-209.
[19]Du B R.Based 3D process production site visualization manufacturing technology research[J].Applied Mechanics & Materials,2012,190-191:33-36.
[20]邹怡蓉,曾锦乐,都东.可视化焊接的发展[J]. 电焊机,2013(5):17-19.
[21]王程,蔡晋辉,周泽魁.啤酒液位与杂质自动检测系统的结构设计和开发[J]. 工业控制计算机,2004(10):14-15.
[22]Li W.A streaming technology of 3D design and manufacturing visualization information sharing for cloud-based collaborative systems[M].Springer,2013:137-163.
[23]Zhong R Y.Visualization of RFID-enabled shopfloor logistics big data in cloud manufacturing[M].International Journal of Advanced Manufacturing Technology,2015(8):1-12.
[24]刘云柏. 互联网思维下的智能制造构成和应用与意义[J]. 电子产品可靠性与环境试验,2015(3):1-6.
(编辑汪艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Role of visualization technology in intelligent manufacturing
FENG Xiaobing①, LIU Wenlong②, DU Dong①
(①Department of Mechanical Engineering, Tsinghua University, Beijing 100084, CHN; ②Shanghai TsingPei Smart Science & Technology Corporation, Shanghai 201210, CHN)
Nowadays, manufacturing industry are faced with the need to reduce cost and be more competitive with the fewest of resources. Connectivity to different devices or machines for data gathering and the need to analyze and visualize data in real time is ever more important, especially in internal and external environment. Recently, visualization systems have taken a significant step forward incorporating advanced hardware with processing 3D graphics into the commercial product. Result is that providing more compelling visualization applications to plant data is the key milestone to having a competitive advantage. This paper presents how visualization technology is playing the important role in a whole intelligent manufacturing.
visualization; intelligent manufacturing; industry 4.0; graphics; visual sensor
T-TN
A
10.19287/j.cnki.1005-2402.2016.06.004
冯消冰,男,1981年生,博士研究生,高级工程师,主要研究方面为机械设计。
2015-11-27)
160620
