低碳发展视角下的企业转型升级
——基于深圳南天油粕公司的案例研究
2016-07-21毛蕴诗郑泳芝阳孝东
毛蕴诗 郑泳芝 阳孝东
低碳发展视角下的企业转型升级
——基于深圳南天油粕公司的案例研究
毛蕴诗郑泳芝阳孝东
[摘要]低碳经济已经成为国际发展潮流,但我国粗放的经济发展方式还没有完全转变,企业不注重低碳运营情况依然存在。通过文献总结,归纳理论基础,并选取深圳南天油粕工业有限公司作为案例,探讨其在设备设计、生产制造、回收利用、管理创新环节中的低碳运作,采用对偶微笑曲线模型和“5R原则”,深入分析南天油粕公司通过低碳运作实现制造成本下降、附加值提升,并最终实现企业升级的过程,为我国亟待升级的高耗能企业提供一些参考。
[关键词]对偶微笑曲线; 低碳发展; 企业转型升级; 南天油粕公司
一引言
低碳经济是对生态环境和社会成本产生最低负面影响的经济,其本质是一场涉及生产规模、生活方式、价值观念和国家利益的全球性能源经济革命。英国最早提出“低碳经济”这一概念,随后,美国、欧洲、日本等力求通过一系列节能环保措施大力推进低碳经济。当前中国经济正处于增长机遇和低碳发展方式转型的两难选择之中,但面对国际生态保护的经济发展新态势和国内“高碳经济”带来的种种不良后果,理性启示我们必须发展低碳经济。
从20世纪70年代至今,经过多年努力,我国环保产业初具规模。通过提升资源利用率、减少对生态环境的影响,绿色低碳理念和经营模式可以进一步推动我国产业和企业转型升级。但实际上,我国粗放的经济发展方式还没根本转变,企业不注重低碳运营、违规排放等情况依然在较大范围内存在。要改变企业被动开展环保经营的现实,就要让企业清楚地认识到绿色环保不仅不会增加成本,反而会提升经济效益。企业通过低碳运作,可以降低成本,提升产品附加值,从而改进企业经济效益。为此,本文试图基于对偶微笑曲线模型来深入研究深圳南天油粕工业有限公司的低碳运作模式和升级实践,为我国高能耗企业实现绿色转型升级提供一些经验参考。
二文献综述
(一)关于可持续发展与绿色经济的研究
罗马俱乐部于1972年向世界提交了第一份关于环保的报告——《增长的极限》,提出了“零增长”的对策,也被称为“零增长理论”。报告探讨了粮食生产的限制、人口爆炸、工业化、环境污染及不可再生资源的消耗都呈指数增长等五个基本问题,并认为这种增长模式是不可持续的,由此推动了可持续发展理念的形成(Meadows et al., 1972)[1]。1987年,世界环境与发展委员会在《我们共同的未来》报告中正式使用并明确“可持续发展”的定义:能满足当代人的需要,又不对后代人满足其需要的能力构成危害的发展(WCED,1987)[2]。
可持续发展理念下的循环经济和低碳经济正成为研究的主流。“资源—产品—再生资源”的物质循环利用模式是循环经济的本质特征,循环经济活动以“3R原则”为基本准则,即减量化(Reduce)原则、再利用(Reuse)原则和再循环(Recycle)原则。左红英和杨忠直(2006)[3]研究了循环经济发展模式下企业业务流程再造:从产品设计到生产再到销售,除经济效益外,企业还要考虑产品的生态效益、资源的循环再利用(回收以及废弃物处理等),流程上构成一个闭合回路。
在产业层面,文龙光和易伟义(2011)[4]指出低碳产业链就是将低碳运行推行到产业链涉及的所有环节中,从研发到服务都以严格的低碳标准来衡量,生产出真正低碳的产品,以满足低碳消费需求,从整个产业链上形成绿色竞争力。从企业层面来看,基于绿色经济发展要求进行管理就是绿色管理,祝福冬(2011)[5]在研究企业碳管理时指出,企业应该从低碳的角度来实施流程再造,从产品的设计到销售的整个过程中,既要注意环保问题,更应有效进行低碳化的产品设计,以降低减排成本,提高能效。毛蕴诗和熊炼(2011)[6]从企业低碳运营这一微观角度出发,把企业低碳运作(Low-Carbon Operation)定义为贯穿于企业业务活动全过程或其中某些环节的降低投入与消耗达到低碳经济效果的过程。
(二)低碳运作与企业升级的关系
关于企业升级的研究, Gereffi(1999)[7]所界定的企业升级概念应用最广泛,他认为企业升级是一个企业或者经济体迈向更具获利能力的资本和技术密集型经济领域的过程。而毛蕴诗和吴瑶(2009)[8]认为,从存量上看,企业升级主要体现在企业当前能力、价值的提升;从增量上看,是企业的创新,是企业在技术、能力提升的基础上开发新产品、新服务、新品牌、新市场等的过程。Humphrey和Schmitz(2002)[9]区分了四种企业升级模式:过程升级,指扩大和重整企业的生产体系和生产流程,从而更高效地进行生产的行为;产品升级,指企业对产品进行相关的改进和创新,增加产品附加值的行为;功能升级,指企业对原有的功能和价值链环节进行变更和延伸,以获取新功能或放弃现存功能的行为;跨产业升级,指企业将所在行业的知识、技术、资源优势运用于相关行业和领域,从而实现跨产业发展的行为。
1.低碳发展理念在企业升级中的应用
低碳发展越来越多地被应用于企业实践,对企业升级有着尤其重要的作用。毛蕴诗和温思雅(2012)[10]认为,中国大陆企业应利用绿色环保等手段来提高生产效率,从而促进过程升级;研发环保功能也可以促进产品和功能升级,最终实现企业升级。李尧(2013)[11]以台湾阿托科技公司为案例,提出以绿色环保技术为支撑,改进设备和流程工艺,为客户提供绿色产品和绿色服务,不断提高公司国际竞争力,并总结出中小企业升级的四条路径。徐世刚(2012)[12]认为我国中小企业通过产业技术升级,提高产业链价值是转型升级的一条可选择路径,主要包括工艺升级、产品升级和功能升级。
2.对偶微笑曲线理论在企业升级中的应用
企业开展低碳运作、实现升级也可以从微笑曲线的应用中获取思路。1992年,台湾宏碁集团创始人施振荣提出“微笑曲线”(Smiling Curve),指出附加值更多地体现在产业链的两端,即研发和营销环节,而附加值最低的则是处于中间的制造环节(如图1)。而学术界也普遍认同“微笑曲线”是价值链各环节利润分配的普遍性规律。企业要提升竞争力,就要移向微笑曲线的两端:一方面向价值链的上游移动以提高研发和设计能力;另一方面向价值链的下游移动,打造自主品牌,拓宽营销渠道,提升服务水平等。但不同行业或同一行业的不同发展时期,其微笑曲线的弯曲度不同,即附加值不同。

图1 微笑曲线模型
尽管制造环节附加值低,但如果能在当中实现成本下降,将为企业带来重大价值。已有关于微笑曲线的研究基本都只强调研发和营销两端,而较少关注制造加工环节。王茜(2013)[13]比较分析了中国和制造业传统强国日本,并从日本的“倒微笑曲线”得到启示:在大部分制造行业中,利润还是主要集中在制造甚至是组装环节,发展好“制造环节”依然能获得可观的市场回报。正如Nagel(2003)[14]所言,改进生产设备的环境质量比采用环境管理系统、绿色采购等方式有着更高的价值。毛蕴诗和熊炼(2011)[6]基于经济学的对偶性理论,提出了对偶微笑曲线模型(如图2):图2(a)和图2(b)的横轴都表示价值链,(a)中的纵轴表示成本,(b)中的纵轴表示附加值;当企业生产经营的成本(主要是生产制造环节的成本)降低时,(a)中的微笑曲线就会向下移动并且凸向下方,从实线的位置移向虚线的位置;与之对偶的是(b)中的微笑曲线向上移动并且凸向上方,从实线的位置移到虚线的位置,即企业附加值提升;为此,在产业升级过程中也应关注制造环节,围绕价值链进行低碳运作,实现成本降低从而达到附加值提升的效果。

图2 对偶微笑曲线模型
三研究方法与案例选择
(一)研究方法与分析框架
基于文献研究,本文在循环经济中“3R原则”的基础上增加2个“R”,即Renewing(创新性)和Reengineering(流程再造),提出低碳运作的“5R原则”:(1)Reducing减量化,即减少资源能耗、减少污染、减少排放,它是低碳运作最基础的方式;(2)Reusing再利用,尽可能用多种方式或者多次使用物品,以防止物品过早地成为垃圾;(3)Recycling再循环,把废弃物进行处理,作为原材料融入到新产品生产之中;(4)Renewing创新性,不断进行绿色研发,用环保材料、环保产品去替代原来的材料、产品;(5)Reengineering流程再造,立足低碳环保重新思考、重新设计、改进现有流程,去掉不合理流程环节,提升流程效率。
本文以对偶微笑曲线模型和“5R原则”为理论基础,选取深圳南天油粕工业有限公司(以下简称“南天油粕”)为案例研究对象,探讨南天油粕在设备设计、生产制造、回收利用、管理创新环节的低碳运作,分析其通过低碳运作实现制造成本下降、附加值提升,并最终实现企业升级的过程。分析框架如下:
图3 本文分析框架
本文的一手案例资料来源于南天油粕公司2010年低碳升级项目的汇总数据*本文作者之一阳孝东(2014)[15]是南天油粕公司2010年低碳升级项目的负责人,各部门需要定期向其汇报相关数据,本文数据由此而来。。随后,根据研究团队的要求再补充调研,获取该公司升级的最新资料。此外,本文还在公司的网站、国家统计局、行业协会网站、报刊上采集二手资料进行补充。
(二)案例选择依据
本文选择南天油粕公司作为案例的主要依据是:
第一,企业特点:南天油粕建设之初是亚洲最大的大豆压榨企业,但随着国内大豆压榨行业的迅速膨胀,该企业沦落为国内规模较小的大豆压榨企业,并且其生产设备的构造、选型、布局及工艺等方面均存在一定的不足,是我国大豆压榨企业中老、旧、小的典型代表。
第二,地理位置:南天油粕位于我国改革开放的最前沿——深圳蛇口,物流方面有得天独厚的优势;但随着改革深入,大豆压榨产业发展迅猛且竞争激烈,工厂开机率较低、利润较薄,这一地理位置优势逐渐丧失,各类成本高企难降。受诸多劣势影响,深圳蛇口港附近的许多企业纷纷外迁。
第三,升级过程和绩效:南天油粕通过综合权衡后推行低碳运作方式的企业升级,且企业在升级后获得了很大的成功。该企业结合自身实际情况,以低碳运作为出发点,及时开展传统企业的升级工作并获得了较大的成功,2011年还获得了 “广东省节能优秀企业”荣誉称号。
第四,升级方式:南天油粕通过调研和总结,依靠自身力量突破设备困局和工艺缺陷。基于企业现状分析,实施企业升级,突破了所在区域各项成本均比较高的困局;推行低碳运作,提高人员的工作效率,丰富企业产品构成,最终促使企业成功突围。南天油粕的行为、措施以及升级方式对同行业企业具有借鉴价值。
四案例研究
(一)案例概况
南天油粕是一家专门从事大豆压榨的中外合资企业,1993年3月筹建,1994年10月开始投料生产。公司拥有一批经验丰富的技术精英,建厂后一段时间每年产值大致在18亿人民币,利润达1亿人民币,纯利润率可以稳定在5.56%左右。随着国内大豆压榨行业的爆炸式膨胀,南天油粕后来沦为规模较小的大豆压榨企业,企业经营岌岌可危。
南天油粕于2010年6月-7月间进行升级。升级之前该公司与同行相比存在一些劣势。第一,加工规模比较小。南天油粕生产车间产能为日加工大豆1000吨,与同类企业的差距高达3000-5000吨。第二,生产变动成本较高。深圳蛇口港辖区内禁止采用自有煤锅炉供汽,企业只能定点购买,导致水、电、汽的单价较高(见表1)。第三,管理成本较高。深圳蛇口港经济比较发达,员工薪资水准、衣食住行成本较高,同行的管理费用约为18元/吨,而南天油粕达到约25元/吨。第四,设备老旧、故障率高。一般粮油加工企业的设备年故障时间不超过50小时,而南天油粕则达到了180小时。第五,企业产品单一。南天油粕当初的产品设计就是压榨大豆、生产四级大豆油和成品大豆粕,而新近设计的大豆压榨企业则有非常详细的产品线规划,以求获得尽可能多的利润。

表1 水、电、汽成本比较表
数据来源: 南天油粕于升级前统计的数据。
(二)南天油粕公司的低碳运作过程
南天油粕在进行综合分析后,决定从设备设计、生产制造、回收利用三个环节来实施企业升级,并且在整个过程中,公司一直注意管理制度的改革和创新,使之有力地配合升级改造。
1.设备设计环节:设备优化升级实现节能降耗
在大豆压榨过程中,需要用到大量蒸汽、电和正己烷,三者所占变动成本很高。其中,压榨时要以正己烷为溶剂进行萃取,萃取结束后若对正己烷回收不到位,既影响环境又增加成本。故公司从蒸汽、电力和正己烷三方面开展低碳运作,主要从设备所处环境和设备本身两个方面进行优化。
(1)蒸汽的低碳运作。就环境而言,主要的影响因素有设备布局的合理性、高温设备的保温和热损失状况,因而公司专门评估了拉真空的环节,探讨如何提高蒸汽的拉真空效率。从设备本身来看,公司有很多换热设备都已经老化了,需要更换或优化才能提高蒸汽热能的使用效率。公司对蒸汽的低碳使用作出以下升级调整:

表2 蒸汽设备优化方案
(2)电能的低碳运作。电能设备在一定程度上会受到环境因素的影响,运行大功率设备时会有一定的热量产生,如果不能及时散热就可能出现安全事故,电能的使用效率也会降低。如果设备需要有光照的环境,对照明电灯的使用要避免或尽量减少,提高自然光的强度才是合适的做法。设备是节省电能的关键环节,因此,要增加大功率设备的变频器,使电机功率与输送设备相匹配;还要尽量使用能耗等级较优的电器,并酌情更换被长时间使用的高能耗电机。公司针对电能设备提出以下升级措施:
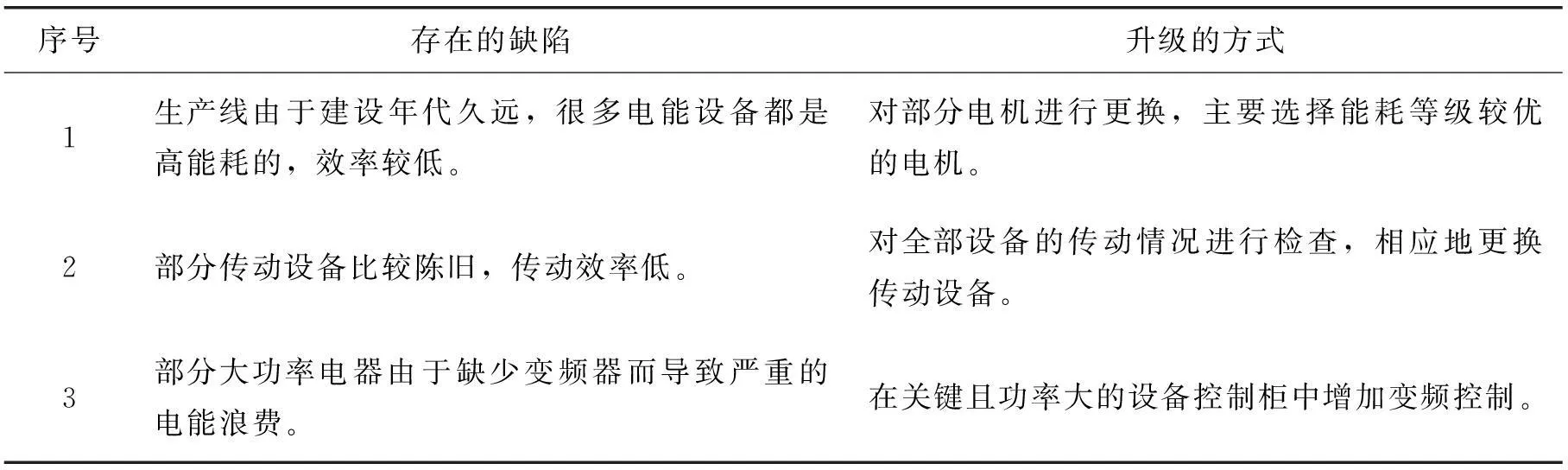
表3 电能设备优化方案
(3)正己烷溶剂的低碳运作。正己烷作为一种高品质溶剂,单价在1.1万元/吨左右,南天油粕调查后发现生产车间每加工1吨大豆所需正己烷溶剂较业内平均水准高出约0.35公斤,若减少消耗可节约较多费用,还会对环保有益。公司主要对设备本身和设备工艺进行优化设计。就设备工艺而言,正己烷作为一种循环使用的易挥发有机溶剂,在大豆压榨生产工艺中处于不停的相变过程,必须及时加热混合油和豆粕中的正己烷,以使之成为正己烷蒸汽,而这种蒸汽又需要及时冷却成为正己烷液体,接着再投入到生产系统中进行重复利用。若不能有效地烘烤、冷却回收正己烷,就会导致没有必要的消耗,还会对大气环境造成污染。而就设备优化而言,由于正己烷的极易挥发性,如果生产加工过程中设备缺乏到位的密封,所导致的外溢会增加正己烷的消耗,这也是大豆压榨企业大量消耗正己烷的重要原因。依照上述分析思路,公司提出了以下升级方案:

表4 正己烷设备优化方案
南天油粕于2010年6月-7月间进行设备及工艺升级,2010年上半年的生产经营尚属旧的操作模式,2010年下半年的生产经营则属于优化升级之后的模式。为了具体地展现升级后的绩效,我们先对2010年上半年和2011年上半年的数据进行比较。2012年工厂因修路而重新调整,虽然2013年的能耗有所上升,但到2015年8月为止,公司的各类能耗已明显下降,略领先于行业水准(见表5)。此外,车间产能也显著提高,从之前的1000吨/天提升为1200吨/天,即使没有把2010年各类物资的价格上涨考虑进来,企业的生产变动成本也同比下降了10%,总成本下降了11%。按每天加工1200吨大豆来计算,该公司升级之后每天在能源消耗方面节省的成本为22164元。
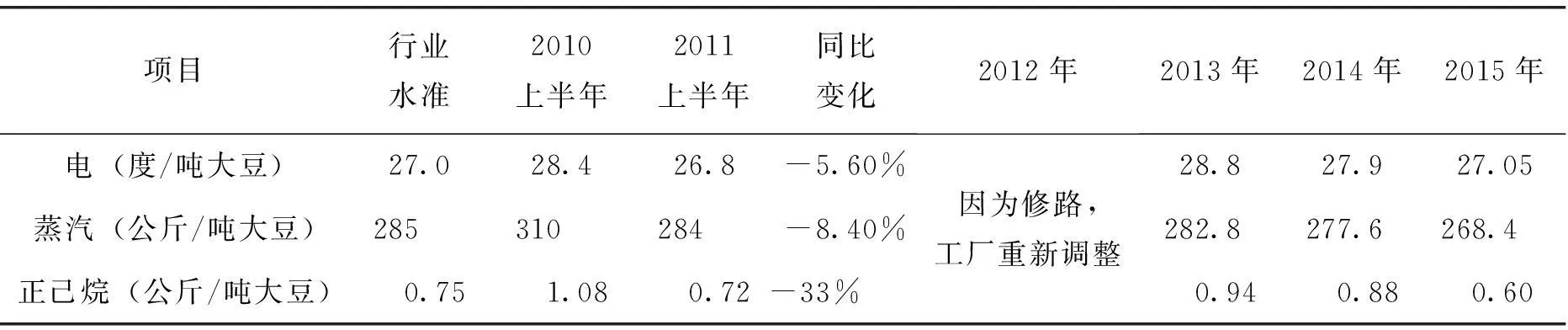
表5 南天油粕低碳运作升级后水电汽单耗变化比对表
数据来源:根据南天油粕公司提供的生产部生产单耗统计资料整理。
2. 生产制造环节:工艺流程技术改造实现产品升级和过程升级
南天油粕之前的生产工艺流程属于上世纪90年代的设计,产品单一,高附加值的产品不能分离出来,生产过程中能耗高。因此,该工艺有待升级,产品附加值也有待挖掘。
首先,一般情况下,大豆破碎后会有5%左右的豆皮,这部分豆皮无需加热,可以分离出来单独销售。而南天油粕先前的工艺是大豆破碎后豆皮不加分离,直接跟随粉碎大豆进入后道工序,这会影响大豆加热时的传热效率和蒸汽使用效率。其次,豆粕作为一种重要的饲料原料,不同生长阶段的动物对其生熟度要求有一定差异,小动物需要较熟的豆粕,大动物则相反。因此,新建的大豆压榨企业会将豆粕分为一般加热的普通豆粕和过热的高蛋白豆粕粉。南天油粕因工厂建设较早,未进行产品细分,导致豆粕产品既没有针对性又比较耗能。另外,南天油粕之前仅仅是将分离后的卵磷脂直接泵入待烘干的豆粕中,浪费了一部分卵磷脂变成浓缩磷脂后可高价出售的价值,同时蒸汽和电耗费较大。
升级之前公司生产工艺流程如图4所示:
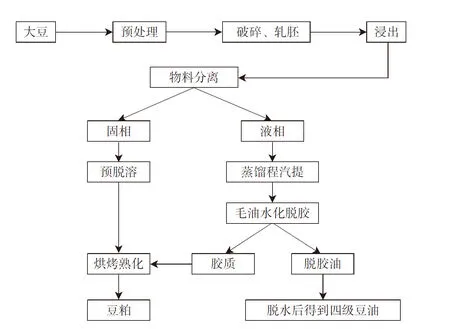
图4 大豆压榨传统工艺流程图
针对上述工艺存在的问题,公司运用节能技术,对传统工艺流程进行重新设计。豆皮方面,公司增加豆皮分离风机,可将破碎后的大豆实行豆皮和豆瓣肉的有效分离,有着功率小、占位小、可现场加装的优点。豆粕方面,公司将豆粕破碎后经过初步筛分,大颗粒筛上物直接打包作为普通豆粕销售,小颗粒筛下物含豆瓣肉比较多,蛋白含量比较高,可进一步加热熟化,制成豆粕粉高价出售,从而实现豆粕产品的增值。大豆卵磷脂方面,在其分离出来的第一时间就直接泵入专业的薄膜干燥器进行干燥,脱水后的卵磷脂作为浓缩磷脂销售。浓缩磷脂售价是豆粕售价的两倍以上,该部分调整可以为企业赢得一定的销售利润。结合之前提及的热水余热利用的设想,公司调整了部分换热器的结构,使之变为由热水先预热,预热到一定程度再由蒸汽加热。通过这样的调整可以充分利用热能,达到节省蒸汽,降低生产变动成本的目的。
公司加大技术改造,对现有工艺进行升级,具体规划如图5所示:

图5 大豆压榨生产工艺优化方案
南天油粕在企业低碳运作升级过程中利用先进技术,改善工艺流程并提高生产效率,实现了过程升级,并在产品细分上进行了产品升级,在原来仅有大豆粕、四级豆油两种产品的基础上增加到大豆油、浓缩磷脂、大豆皮、普通大豆粕、熟化豆粕五种产品。就浓缩卵磷脂而言,公司之前的卵磷脂泵入豆粕中,豆粕一般价格在3500元/吨,而浓缩磷脂价格在6500元/吨左右,除去加工费用每吨会有1500元的销售纯利,一年按照2400吨浓缩磷脂产量计,可以为公司提供360万的净收益。除浓缩大豆卵磷脂外,同比情况下每加工1吨大豆,企业产品销售毛利增加了50元,企业获利能力明显增强。
3. 回收利用环节:资源回收利用提高资源利用效率
对大豆压榨企业而言,在正常生产加工过程中需要使用大量水和热能。在压榨过程中,需要补水调高大豆的水分,以增强其弹性,避免在压榨过程中粉末度过高。在生产过程中需要用水作为冷却介质,冷却中间产物及正己烷的蒸汽。在生产加工过程中还需要用自来水作为真空冷却水对设备中的不可冷凝尾气进行除尘。公司结合生产特点,在水资源及热能回收方面做了相应的规划,通过资源回收利用提高资源的利用效率。
(1)蒸汽冷凝水中热能和水的回收。南天油粕原来使用外购蒸汽,所产生的高温蒸馏水通常都是直接外排,存在一定的资源浪费。蒸汽冷凝后的冷凝水不但温度比较高,而且还是高品质的蒸馏水,在车间内有许多环节可以循环使用。基于此,公司将该部分高温蒸馏水进行换热,充分利用其中的热能,然后将冷却的蒸馏水补入净水凉水塔,从而回收热能、节省自来水,也可以减少凉水塔净水用的化学试剂用量。就蒸汽冷凝水中蕴含的热能方面,公司增添了一些换热设施,调整换热流程,换热后的冷水再进入后道工序。蒸汽冷凝水经换热成冷水后,公司对该部分水资源集中回收,并统一补充入对水质要求比较高的凉水塔循环水池,因此可以同时减少加热蒸汽和自来水的使用量。通常情况下,为保证高质量的冷却循环水,公司需要安排人员进行定期巡查,水处理剂费用大致为20000元/月。而冷却后的蒸馏水属高品质蒸馏水,加入到循环水池后不但可以补充水资源,还可以提高水的品质,从而减少水处理剂的使用量。经调整后,发现水处理剂的使用量下降了97%,取得了相当可观的绩效。
图6 蒸汽冷凝水回收方案图
(2)真空冷却水处理后的合理使用。在大豆压榨过程中,为防止正己烷气体外溢,生产设备内部需要保持适度负压,因而要对设施内部进行抽真空处理。南天油粕发现真空喷淋水水质相对较好,杂质不超过3%,主要为富含蛋白质的大豆粕残渣及微量植物油。通常情况下,为避免造成环境污染,这些喷淋水在排放之前需要经过相应的除杂及有机物降解处理。由于这部分污水的内含物相对简单,经过后续的沉降及有氧处理后水质较好,且不含任何其它有害物质,存在重复利用的可能性。如果将处理后的水资源都排放到市政污水管网,不但增加了市政污水处理的工作量,也浪费了这部分水资源。鉴于此,公司进行了规划,在大豆压榨的污水处理流程上新增了对水资源进行回收利用的环节(见图7虚线框内容)。
图7 调整后的大豆压榨污水处理方式
下表为南天油粕低碳运作升级后,水耗变化比对表。在资源回收利用过程中,南天油粕实现了蒸汽资源的再利用和水资源使用量的减少,降低生产成本,超越了行业水准并实现过程升级。

表6 南天油粕资源回收利用后水耗变化比对表
数据来源:根据南天油粕公司提供的生产部生产单耗统计资料整理。
4.管理创新保障:管理制度改革节约成本
人员是设备操作的主体,若人员对操作不熟悉、工作懈怠或者责任心不到位,就会放任能源的消耗。公司根据现存问题改善了相应的管理制度,建立了有效的激励机制、约束机制和监督机制,确保在企业升级过程中有相应的管理制度作为保障,以支持低碳升级措施的贯彻和落实。具体内容如下:
(1)激励机制的建设。公司先发动员工结合公司的情况建言献策,充分调动各层级人员的积极性。员工提出的优化建议被称为“金点子”,凡提出有效合理建议的员工都给予一定的物质和精神奖励,并与此员工的年终考评进行对接,而一些与其建议相关联的改造工程也由本人负责跟进。南天油粕将员工被尊重的需要和自我实现的需要有力结合起来,极大地激发了员工的积极性和创造力,为企业推行低碳升级造势并注入活力。
(2)完善监督机制。结合低碳运作方式升级改造的实际情况,公司颁布了一系列的监督机制,主要用于监督能源使用部门的合理用能,以规范当班人员的行为。在硬件上,南天油粕都予以完善,重点耗能的环节都添置了蒸汽瞬时流量计或蒸汽转子流量计,数据远传到操作室以便现场操作人员及时观察并调整。现场操作人员和班组负责人必须定期巡视,检查设备的运行情况、员工的工作状态,所有的巡视结果都需记录到位。每月底,生产部门的经理将结合各个班组的消耗产出情况,对各班组进行排名,排名结果进行公示。
(3)建立约束机制。结合激励机制,南天油粕参照国内大豆压榨企业的经验数据,制定了生产单元低碳升级改造后的产能指标和消耗目标。这些数据细化到具体的班组甚至个人,该项措施使得每个岗位的操作人员都清晰地知道其后续需要达成的目标。公司要求生产车间低碳运作升级后日产能不能低于1200吨,蒸汽单耗低于275公斤,电耗低于27千瓦时/吨,用水低于0.8立方/吨大豆。对于那些不按照既定操作规程执行或未能达成目标的都给予相应的奖惩,做到奖罚分明。
总之,南天油粕从激励、监督及约束等方面完善了相应的管理制度,确保公司整个低碳运作升级改造过程的执行到位,精细化现场管理,降低生产成本,实现了过程升级。其中,“金点子”计划以较低的成本增强了公司的研发水平,实现了功能升级。
5.南天油粕通过低碳运作实现企业升级的效果分析
南天油粕完成了低碳运作的企业升级,在企业恢复生产并经营半年后,对公司各方面指标进行全方位的核算。从表7可见,无论从内部管理、能源消耗、变动成本降低及客户影响方面,南天油粕均取得了较好的反馈,凸显出此次低碳运作方式升级的良好效益。

表7 南天油粕低碳运作升级前后变动成本比对表
数据来源:根据南天油粕公司提供的生产部生产单耗统计资料整理。
企业的生产成本降低,产品附加值提升,企业获利能力提高,这很好地印证了关于企业升级的对偶微笑曲线理论(见图2)。具体来看,一方面,南天油粕加大设备投入力度对设备进行优化,大大地降低能耗,在资源回收利用过程中实现了蒸汽资源的再利用以及水资源使用量的减少,在管理制度上又进行了改革创新,同时在设备设计、资源回收利用以及管理创新环节降低生产成本,实现过程升级,基于成本的微笑曲线在制造环节下移(见图2(a));另一方面,在生产制造环节,公司产能明显提高,具有非常显著的效果,因此基于附加值的微笑曲线在制造环节实现了上移(见图2(b))。
通过分析,我们发现作为老旧大豆压榨企业代表,南天油粕通过积极的低碳运作方式促进企业升级获得了成功。
(三)以低碳运作实现企业升级的有效性分析
1.采用节能降耗措施是实现企业升级的有效途径之一
大豆压榨企业使用水电汽能源较多,因其能耗大,具有较大的基数,客观上存在可优化的空间。毛蕴诗和郑奇志(2012)[16]发现企业可以通过降低能耗与消耗,提升环保标准与附加值,实现升级。基于减量化(Reducing)、再利用(Reusing)、再循环(Recycling)的原则,大豆压榨企业从节约能源(蒸汽、电、正己烷)和资源回收利用(水和热能)两个方面采取相应措施,以较少的能源投入获得最大产出,对排放物进行处理后循环再利用或减少排放,以此实现节能降耗。此外,企业也激发员工在节能方面的创新性,建立激励监督措施,群策群力,实现低碳运作和过程升级。因此,采取节能降耗措施不失为大豆压榨企业实现企业升级的有效途径之一。
2.工艺流程优化是实现企业升级的另一个有效途径
大豆压榨企业加大技术投入对设备进行适当的优化,一定程度上可降低加工成本,进而提高企业的盈利能力。除从设备方面优化之外,大豆压榨企业还可以基于流程再造(Reengineering)的原则,在原有设备基础上调整产品生产流程,对产品进行分类,提高利润率和原料利用效率,实现低碳运作和过程升级。因此,适当优化工艺流程也是大豆压榨企业实现企业升级的有效途径之一。毛蕴诗和曾国军(2004)[17]认为实现企业内外部流程再造,可以大大提升企业竞争力,实现企业过程升级。因此,企业优化工艺和关键流程,降低企业制造成本,减少浪费,可实现低碳经济并同时实现过程升级。
3.扩展产品种类有利于促进企业升级
大豆压榨行业竞争激烈,企业升级可以考虑让主流产品标准化,或者为特殊客户提供差异化产品,扩展产品的种类以获得超额利润。南天油粕通过对产品生产工艺的提升实现产品多样化和产品升级,提升了企业利润率;同时在此过程中也获得客户和同行的良好口碑,扩大了自身在同行业和消费者中的影响力,提升了品牌形象,实现功能升级。
4.制度创新是实现企业升级的有力保障
人员是企业进行低碳运作的主体,如果人员对低碳运作各个环节的操作不熟悉或者责任心不强,就可能会导致过度消耗和浪费能源。针对南天油粕制度层面的一系列问题,南天油粕在管理制度方面予以了配套和跟进,建立有效的激励机制,激发员工的积极性和创造力,为企业推行低碳升级造势;完善监督机制,有效地规范当班人员的行为;明确企业产能指标和消耗目标,构建节能减排硬性约束机制。通过激励、监督和约束机制,确保在企业升级过程中有相应的管理制度作为保障,以贯彻和落实低碳升级措施。
五事实发现
(一)基于对偶微笑曲线理论的低碳运作为我国高耗能企业提供更大的升级空间
作为典型的高能耗企业,国内大豆压榨企业盈利能力较低。为保持盈利能力,企业较多关注大豆采购及产品销售环节,对生产环节则不太重视,对于设备的更新、工艺的调整、生产线的升级不甚关心,他们认为这些不能给企业直接创造效益。高耗能企业生产环节中的经济活动往往会产生负外部性,即导致外部环境污染或过度消耗能源资源。实际上,若企业对这些环节采用新技术或工艺,可以实现生产效率提高和成本下降。本文案例分析发现,公司优化生产工艺、提高设备换热效率、增强设备工作性能等低碳运作行为可以达到降低成本、提高附加值的目的,从而给企业带来长期的收益和回报。而南天油粕在升级过程中也遵循了减量化、再利用、再循环、创新性、流程再造的“5R原则”。对偶微笑曲线理论在此作出了合理的诠释,也为我国高能耗企业以低碳运作方式实现企业升级提供更大的空间。
(二)工艺流程优化是我国高耗能企业低碳运作的关键
毛蕴诗和熊炼(2011)[8]在研究广州互太的绿色转型升级时发现,工艺流程的改造可以实现清洁生产,提升产品品质和产品竞争力。对于大豆压榨行业,企业可以通过完善生产布局,优化生产设备配置,投入节能技术,不断地提升技术以改造生产工艺流程,实现生产能耗下降和低碳运作。另外,企业还可以结合大豆压榨行业产品的特点优化产品结构,根据客户需求实施差异化生产,提升产品多样化,不但可以满足客户需求,还能节省部分热能,也可以有效降低生产的变动成本,进而提高企业的盈利能力。企业通过技术进步、工艺流程优化升级,可以提高资源利用效率,提升品牌形象,实现过程升级和功能升级,因此是高能耗企业低碳运作的关键。
(三)低碳运作能够有效地推动我国高耗能企业实现转型升级
我国大豆压榨行业发展至今,产能过剩已经非常严重,全产业发展方式比较粗放,行业内工厂加工利润率比较低。解决这些企业的升级问题,可通过低碳运作的方式实施,将节能减排工作做到位。本文通过案例研究发现,企业通过优化生产设备降低了能源消耗,通过优化产品生产工艺流程提高产品附加值,通过有效的能源使用规划提升资源利用效率,通过有效的激励机制、约束机制和监督机制支持了低碳升级。因此,本文认为企业可以依据对偶微笑曲线的理论指导,在生产设备、工艺流程和生产管理等方面进行低碳运作,有效降低企业能耗,降低生产成本,不断提升产品、企业价值,最终推动高耗能企业实现转型升级。
[参考文献]
[1] Donella H. Meadows, Dennis L. Meadows, Jørgen Randers, et al..TheLimitstoGrowth[M]. New York: Universe Books, 1972.
[2] World Commission on Environment and Development.OurCommonFuture[M]. Oxford: Oxford University Press, 1987, 11(1): 53-78.
[3] 左红英, 杨忠直. 循环经济发展模式下的企业业务流程再造[J]. 生态经济, 2006, (1): 77-80.
[4] 文龙光, 易伟义. 低碳产业链与我国低碳经济推进路径研究[J]. 科技进步与对策, 2011, 28(14): 70-73.
[5] 祝福冬. 低碳经济时代企业碳管理探析[J]. 企业经济, 2011, (7): 51-54.
[6] 毛蕴诗, 熊炼. 企业低碳运作与引入成本降低的对偶微笑曲线模型——基于广州互太和台湾纺织业的研究[J]. 中山大学学报: 社会科学版, 2011, 51(4): 202-209.
[7] Gereffi, G.. International Trade and Industrial Upgrading in the Apparel Commodity Chain[J].JournalofInternationalEconomics, 1999, 48(1): 37-70.
[8] 毛蕴诗, 吴瑶. 企业升级路径与分析模式研究[J]. 中山大学学报: 社会科学版, 2009, 49(1): 178-186.
[9] Humphrey, J., Schmitz, H.. How does Insertion in Global Value Chains Affect Upgrading in Industrial Clusters?[J].RegionalStudies, 2002, 36(9): 1017-1027.
[10] 毛蕴诗, 温思雅. 系统观视角下的环保常态机制与企业竞争力提升研究——我国台湾地区的经验及启示[J]. 东南大学学报(哲学社会科学版), 2012, 14(4): 23-28.
[11] 李尧. 中小企业升级的路径选择研究[J]. 经济问题探索, 2013, (9): 99-103.
[12] 徐世刚. 我国中小企业在低碳经济制约下的升级与转型[J]. 当代经济研究, 2012, (1): 82-85.
[13] 王茜. 中国制造业是否应向“微笑曲线”两端攀爬——基于与制造业传统强国的比较分析[J]. 财贸经济, 2013, 34(8): 98-104.
[14] Nagel, M. H.. Managing the Environmental Performance of Production Facilities in the Electronics Industry: More than Application of the Concept of Cleaner Production[J].JournalofCleanerProduction, 2003, 11(2): 11-26.
[15] 阳孝东. 低碳运作视角下的大豆压榨企业升级路径研究——以NT企业为例[D]. 广州: 中山大学, 2014.
[16] 毛蕴诗, 郑奇志. 基于微笑曲线的企业升级路径选择模型——理论框架的构建与案例研究[J]. 中山大学学报: 社会科学版, 2012, 52(3): 162-174.
[17] 毛蕴诗, 曾国军. 网络组织框架下的外部流程再造[J]. 现代管理科学, 2004, (10): 3-5.
[责任编辑:伍业锋、刘鸿燕]
[DOI]10.14007/j.cnki.cjpl.2016.03.007
[引用方式]毛蕴诗, 郑泳芝, 阳孝东. 低碳发展视角下的企业转型升级——基于深圳南天油粕公司的案例研究[J]. 产经评论, 2016, 7(3): 79-93.
Enterprise Upgrading Research from the Perspective of Low-carbon Development——A Case about Shenzhen Nantian Enterprise
MAO Yun-shiZHENG Yong-zhiYANG Xiao-dong
Abstract:It has been a worldwide trend to develop low-carbon economy. But the transformation of China’s extensive mode of economic growth has not finished yet, situations that firms don’t take low-carbon operation seriously still exist. In current study, we choose Shenzhen Nantian Enterprise as the research subject, discussing its low-carbon operations on facility design, production and manufacturing, recycling, and management innovation. We use the Dual Smiling Curve and 5R Principles to analyze how this company decreases its production costs and increases added-value through low-carbon operation, and finally achieves enterprise upgrading. This study can provide some references for high energy-consuming enterprises that need to upgrade.
Key words:dual smiling curve; low-carbon development; enterprise upgrading; Nantian Enterprise
[收稿日期]2015-12-29
[基金项目]国家社会科学基金重点项目“ 绿色全产业链评价指标体系与治理机制研究”(项目编号:15AZD061, 项目主持人:毛蕴诗);教育部哲学社会科学研究后期资助项目重大项目“企业升级理论与中国实践”(项目编号:13JHQ027, 项目主持人:毛蕴诗)。
[作者简介]毛蕴诗,中山大学管理学院教授、博士生导师,研究方向为企业转型升级、企业国际化经营;郑泳芝,中山大学管理学院硕士研究生,研究方向为企业转型升级;阳孝东,广东省广垦粮油有限公司总经理。
[中图分类号]F062.6
[文献标识码]A
[文章编号]1674-8298(2016)03-0079-15
