铜叶片精锻工艺研究
2016-06-19李建军彭谦之黄茂林朴学华中国南方航空工业集团有限公司
文/李建军,彭谦之,黄茂林,朴学华·中国南方航空工业(集团)有限公司
铜叶片精锻工艺研究
文/李建军,彭谦之,黄茂林,朴学华·中国南方航空工业(集团)有限公司

李建军,高级工程师,从事航空发动机锻件研究,研究变形高温合金、有色金属等锻造技术。
利用有限元软件,对铜叶片锻造过程的各工步进行了仿真,分析了折纹等缺陷的产生原因,优化了工艺参数,并在有限元软件中进行了验证。基于有限元分析结果,进行了工艺试验。得出以下结论:对于复杂锻件的锻造,预锻毛坯应采用大圆角过渡,防止折纹产生。对于扭角较大叶片的锻造,其预锻件叶身也应存在一定扭角,防止由于叶身和榫头之间的剪切变形导致折纹的产生。采用摔子进行拔长能够有效避免棒材心部开裂。复杂锻件的校正,其型面复杂的部分应处于下模,方便锻件定位,避免折纹的发生。
叶片是航空发动机中重要的能量转换装置,长期在巨大的气体负荷、质量负荷和温度负荷下工作。目前航空发动机朝着大推力、高推重比、高效率和长寿命的方向发展,对压气机的增压比、涡轮前燃气温度提出了更高的要求。据报道,目前美国新一代涡扇发动机的压气机增压比已经达到了30~40,涡轮前燃气温度高达1300~1700℃。这对航空发动机叶片的材料和制造工艺提出了新的挑战。叶片精锻技术是目前压气机叶片成形工艺的主流发展趋势,采用精锻工艺生产的叶片,具有尺寸精度高、材料利用率高的特点,同时由于机械加工量少或者不需要机械加工,保留了完整的锻造流线,其机械性能也大幅提升。
本课题研究的铜叶片具有尺寸精度要求高、形状结构复杂等特点,部分区域不允许进行机械加工,部分转接处内圆角仅为R0.3mm或R0.5mm,易出现折纹,锻造难度较大。为了保证研制进度,本课题首先利用了有限元软件对叶片锻造成形过程进行了仿真,通过分析仿真结果,对锻造工艺参数进行了相应优化,最后进行了工艺试验。本课题旨在为实际生产提供理论指导。
试验材料、设备及参数
叶片材料为铍青铜,锻件形状如图1所示,其中叶盆表面的气流通道为非加工面。

图1 叶片锻件形状
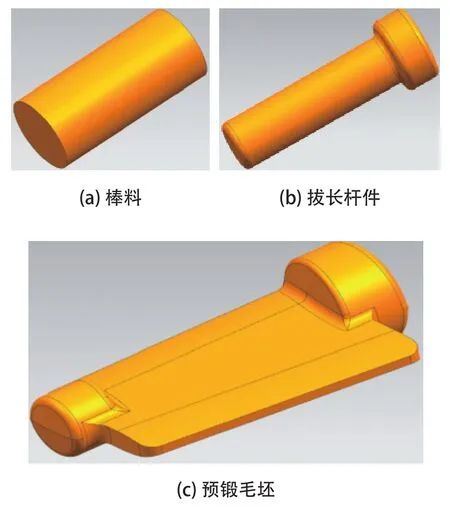
图2 各工步所用毛坯
初步确定的锻造工艺路线为:下料→拔长→预锻→切边→热精压→切边→淬火→冷精压→切边→校正。根据锻件最终体积、毛边量和烧损初步设计了各工步坯料,其形状如图2所示。
锻造模拟在Forge软件中进行。模拟参数为:始锻温度740℃,模具预热温度为250℃,采用水基石墨进行润滑,材料本构关系采用软件自带。
工艺试制中,拔长采用空气锤,预锻、精压、校正等工序采用曲柄压力机,而切边在冲床上进行。各锻造工步间的加热采用箱式电阻炉。
金相观察使用Leica DMIRM+Q550MW光学金相显微镜。金相取样位置位于叶身和榫头。
试验结果与分析
仿真结果与分析
⑴终锻仿真结果与分析。
图3为终锻折纹情况。从图中可以看出,在大榫头与叶背连接处存在一条较长的折纹,此外,叶片毛边上也显示存在折叠。由于叶片毛边会在后续切边工序中进行切除,不影响叶片的使用,所以要解决的是叶背与大榫头连接处的折纹问题。
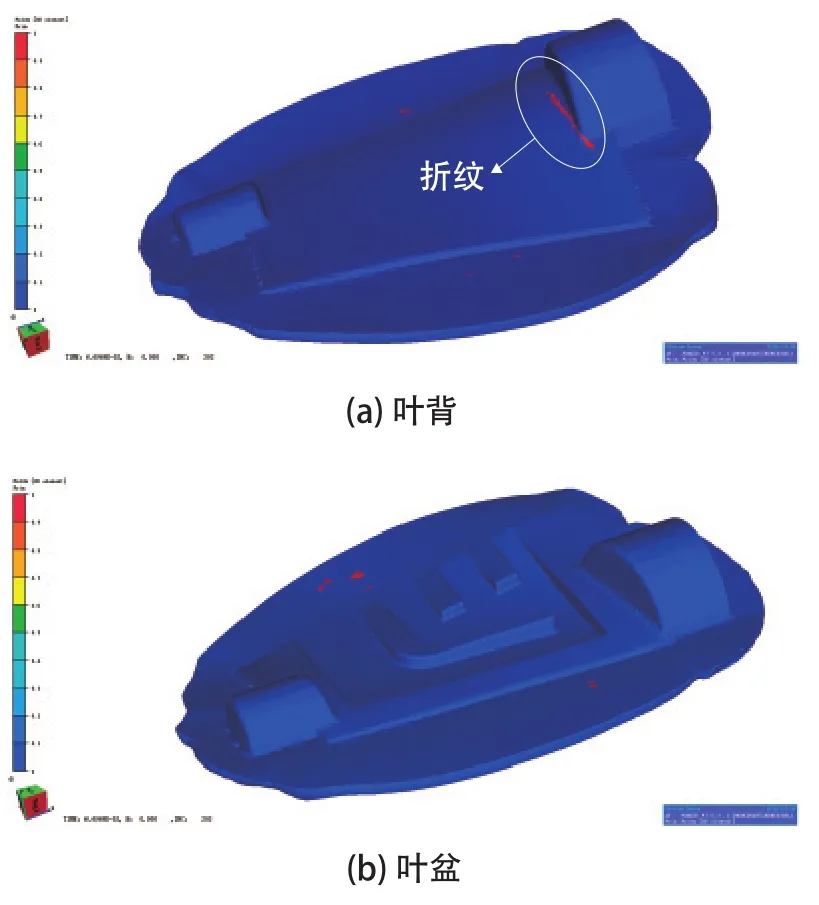
图3 终锻折纹分布
图4为叶片横截面、纵截面切片示意图,图4a为横截面取样位置。从图4b中可以看出,在终锻初始阶段叶身是呈水平的。而终锻叶片有一定的扭角。因此,如图4c所示,随着终锻的逐步进行,叶身在模具作用下逐渐发生扭转,而榫头的位置是保持不变的,这相当于叶身与榫头之间产生了剪切变形。图4d为这种剪切变形发生到一定程度后叶片纵截面切片。从图中可以看出,在叶背与榫头交接处已经形成了一个尖角。
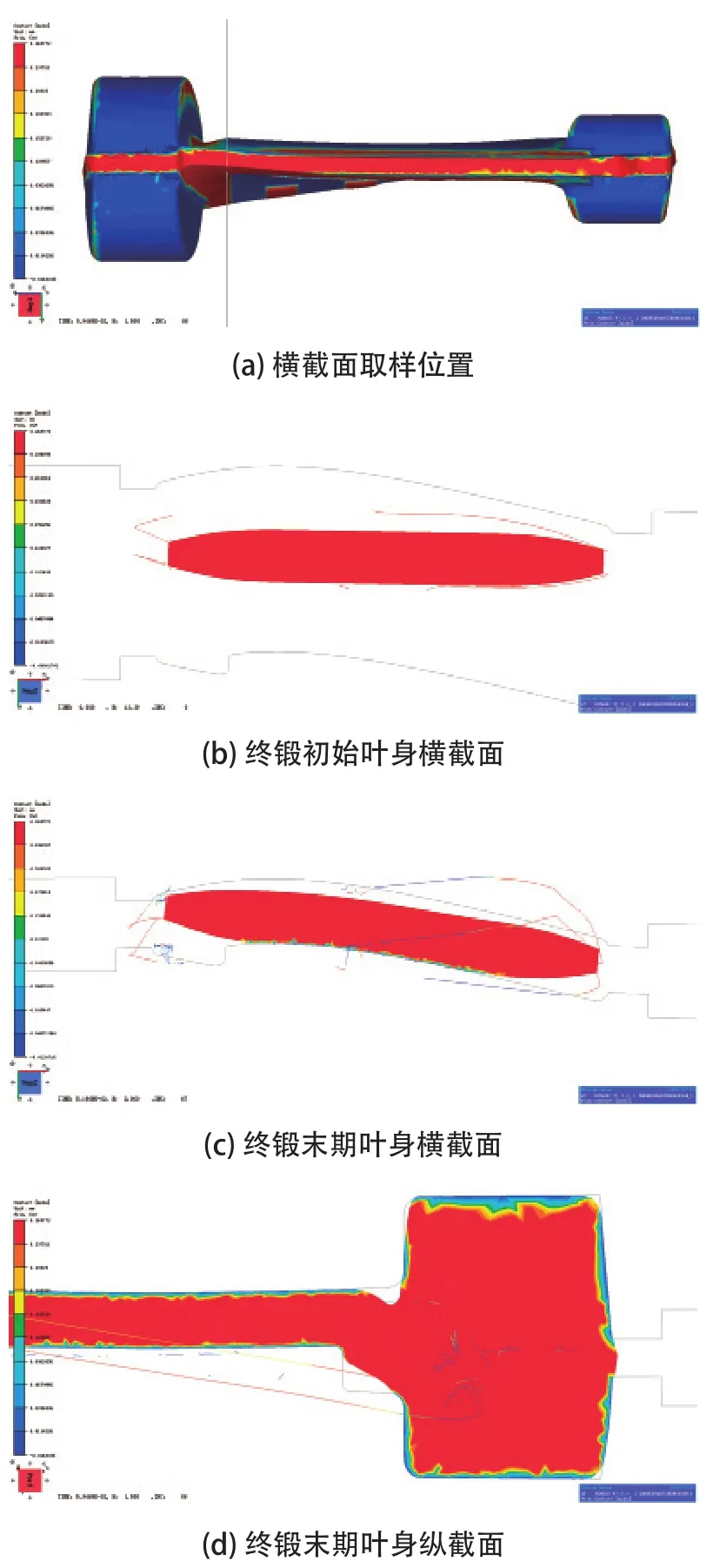
图4 叶身切面
图5为锻造末期叶片毛坯与模具的接触情况,其中天蓝色的区域为已接触区。从图中可以看出叶盆气流通道以及叶背中间部分区域首先与模具接触,而叶身与大榫头交接处未接触。同时考虑到气流通道的厚度比叶身其他区域的厚度要小。随着锻造过程的进行,气流通道处多余的金属将向大榫头处排出,如图5c所示。在这两者的作用下,叶背与大榫头交接处形成了如图3a所示的折纹。基于以上分析,解决大榫头与叶身交接处折纹的方法有两种:①修改预锻毛坯,将预锻毛坯叶身部位改为与终锻叶片叶身类似,即带扭角;②增大预锻毛坯叶身与大榫头交接处的圆角,增大这一区域的金属体积,防止叶身排出的金属堆积形成折纹。考虑到若将预锻毛坯叶身改为带扭角的形式,将会增大模具制造难度和成本,因此选择修改预锻毛坯叶身与大榫头交接处圆角,将圆角从原来的R2mm改为R4mm,图6为R4mm圆角预锻毛坯的折纹分布情况,从图中可以看出,在叶片本体上未发现折纹。图6c为终锻末期叶片的纵截面切片图,由图可知,叶背与大榫头交接处由原来的尖角(图4d)变为现在较大半径的圆角。
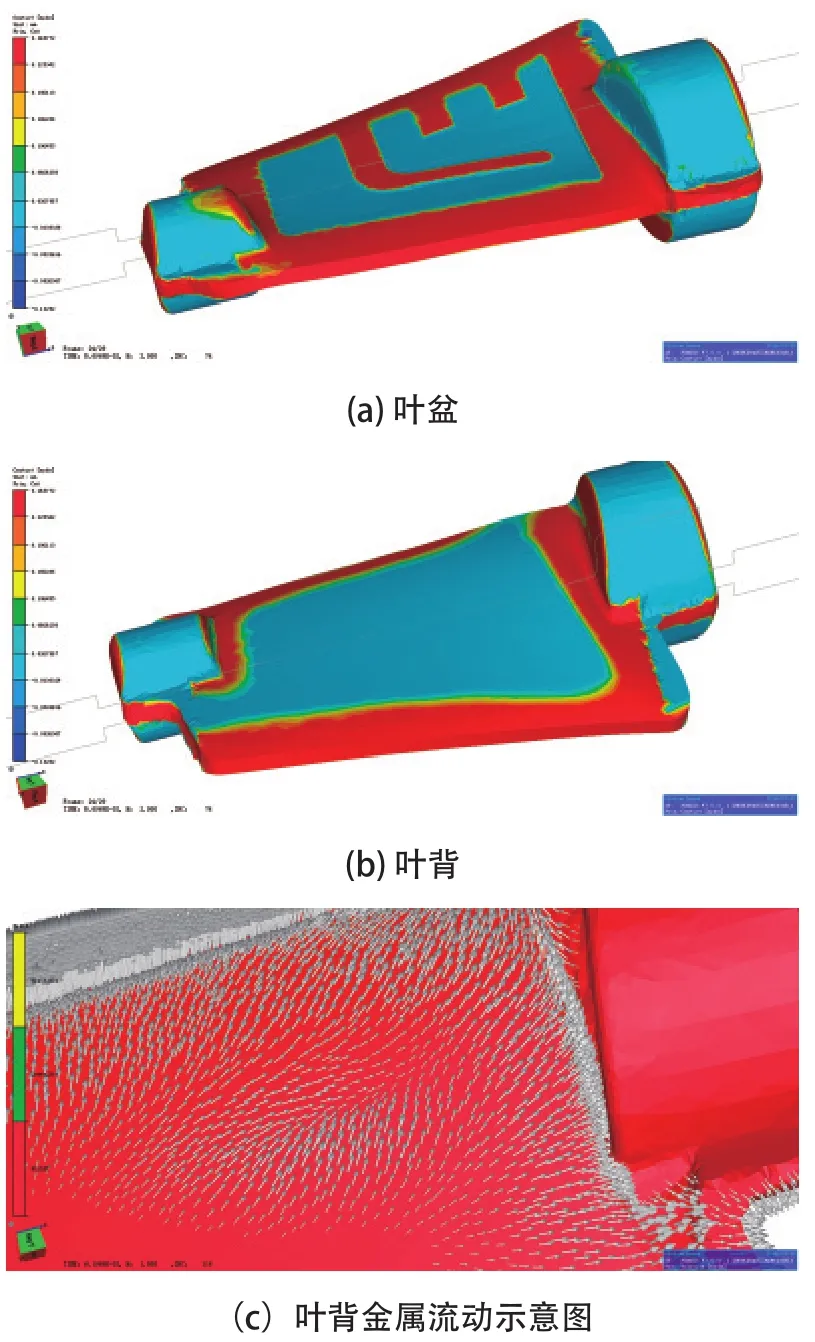
图5 锻造末期坯料与模具接触情况及叶背金属流动示意图
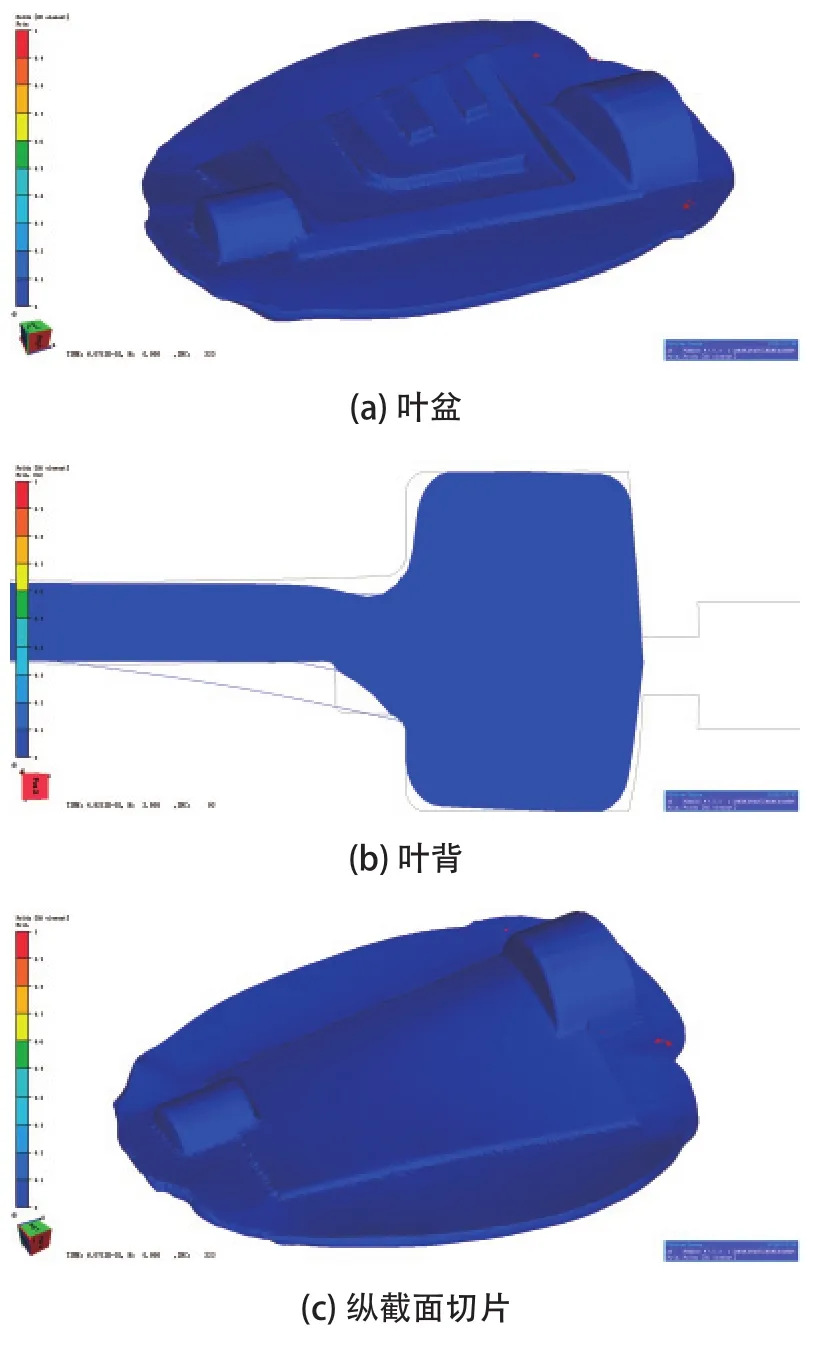
图6 圆角R4mm预锻件终锻折纹分布及叶片纵截面切片
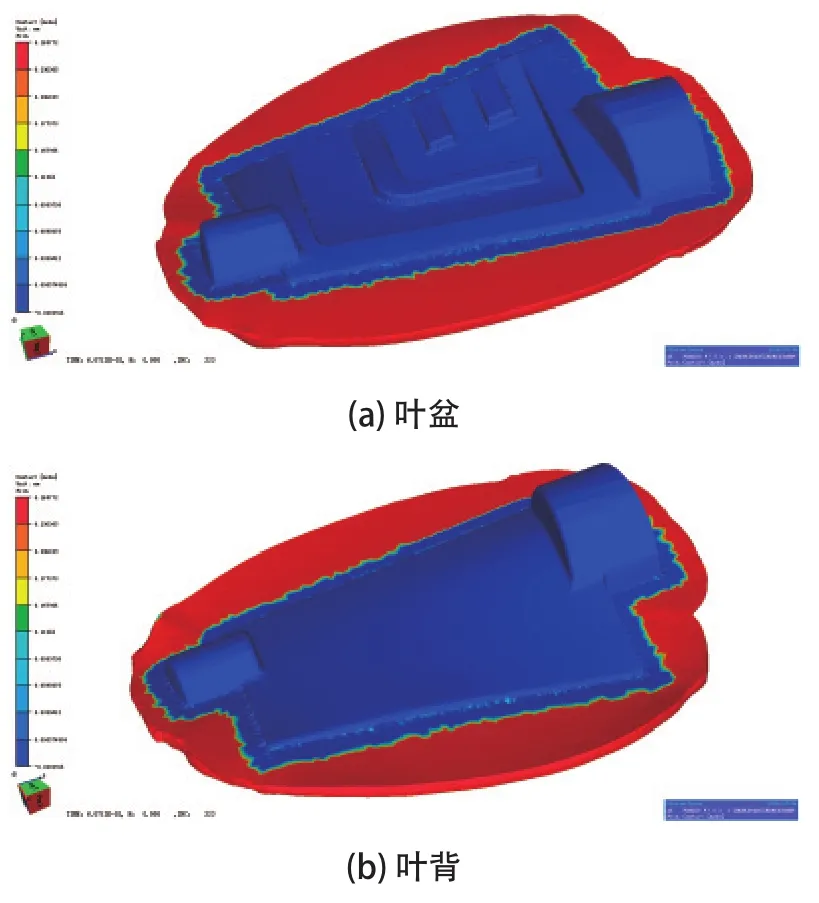
图7 圆角R4mm预锻件终锻充模情况
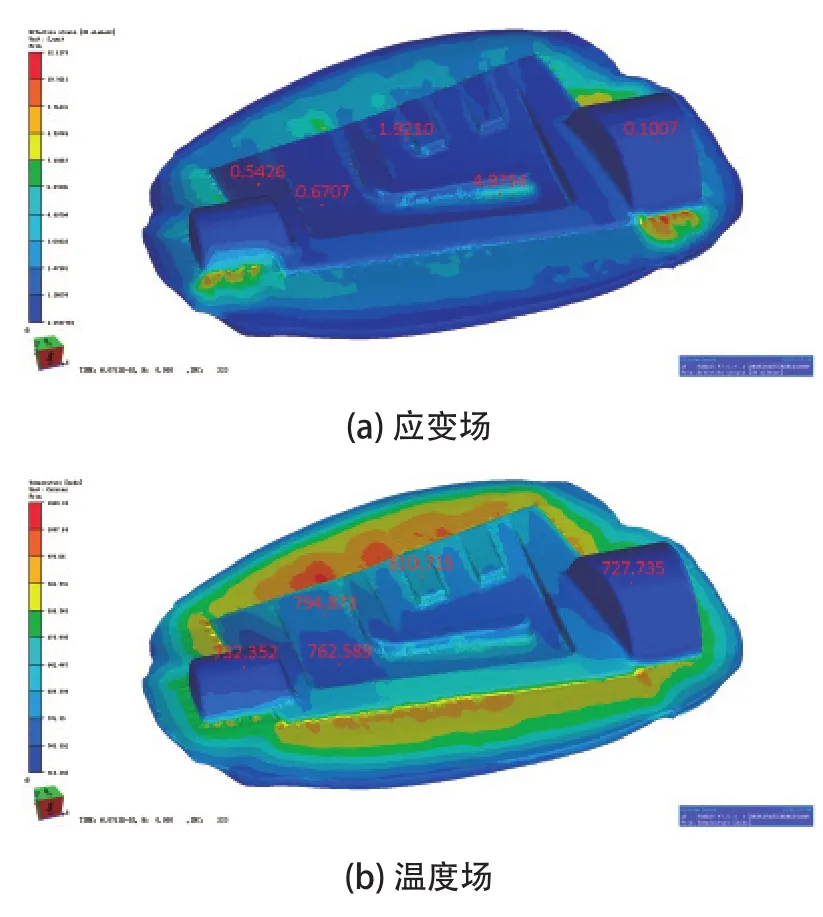
图8 圆角R4mm预锻件终锻应变场及温度场分布
图7为终锻合模后金属的填充情况,其中蓝色区域为打满的区域。从图中可以看出叶片不存在打不满的现象。
图8为毛坯终锻时叶片等效应变场与温度场的分布。从图8a可以看出,终锻时叶片叶身处的等效应变为0.54~4.97。相关资料显示,铜合金锻造加工率最适宜的范围为3~5,高于加工率的上限时则可能会导致坯料开裂,由图可知,终锻变形不会导致坯料开裂。图8b为终锻时叶片温度场的分布,从图中可知,叶片此时的温度范围为727~810℃,而对铜合金而言较适宜的锻造温度范围为760~925℃。从图中可以看出叶身大部分区域是在这一温度范围之内的。榫头则略低于该温度范围的下限,但是由于榫头处的变形量较小,因此不会出现锻件开裂的现象。
从仿真结果看,利用这种设计的预锻毛坯能够锻造出合格的终锻叶片。
⑵预锻仿真结果与分析。
根据终锻的仿真结果,对预锻毛坯进行了修改,根据修改后的预锻毛坯设计了模具并利用该模进行了预锻过程仿真。
上图分别为预锻完成后毛坯的折叠情况以及充模情况。从图9a中可以看出,毛坯经过锻造后,在大榫头与叶身进排气边处出现了折纹。图9b为锻后充模情况(蓝色区域为坯料和模具发生接触的区域),可以看出坯料能够充满整个模膛,不存在打不满的情况。
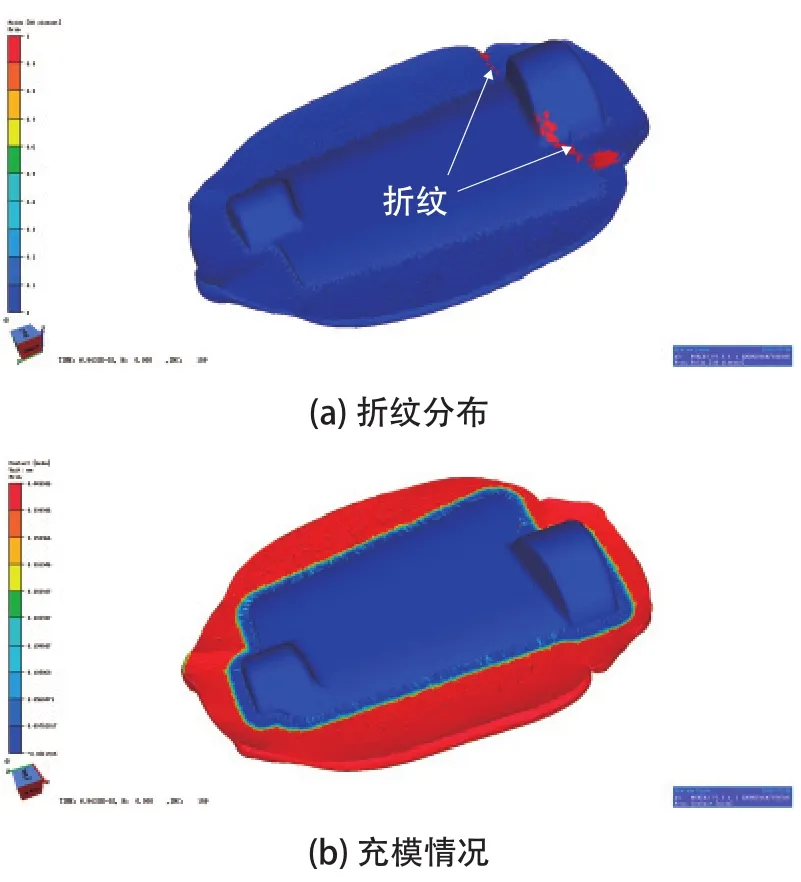
图9 预锻折纹分布及充模情况
图10为上下模相距2.5mm时坯料的形状。叶身与榫头交接处未出现明显的毛边,从而造成叶身毛边与榫头毛边之间形成了一个尖角,随着锻造过程的进行,这两股金属汇合,尖角消失,形成了折叠。这种情况是由于叶身与榫头转接处金属量不够导致的。考虑到这种折叠有一部分位于叶身本体上,因此有必要采取措施避免这种折叠的发生。采取的改进措施为将拔杆件转接处的圆角增大,从而增大这一区域金属的体积。
图11为圆角增大到R10mm后毛坯预锻后的毛边分布情况,从图中可以看出,榫头一侧的折纹已经完全消除,另一侧的折纹也流动到叶片毛边上,叶片本体上不存在折纹,因此通过增大圆角可以消除这种折纹对预锻毛坯的影响。

图10 上下模相距2.5mm时预锻毛坯形状
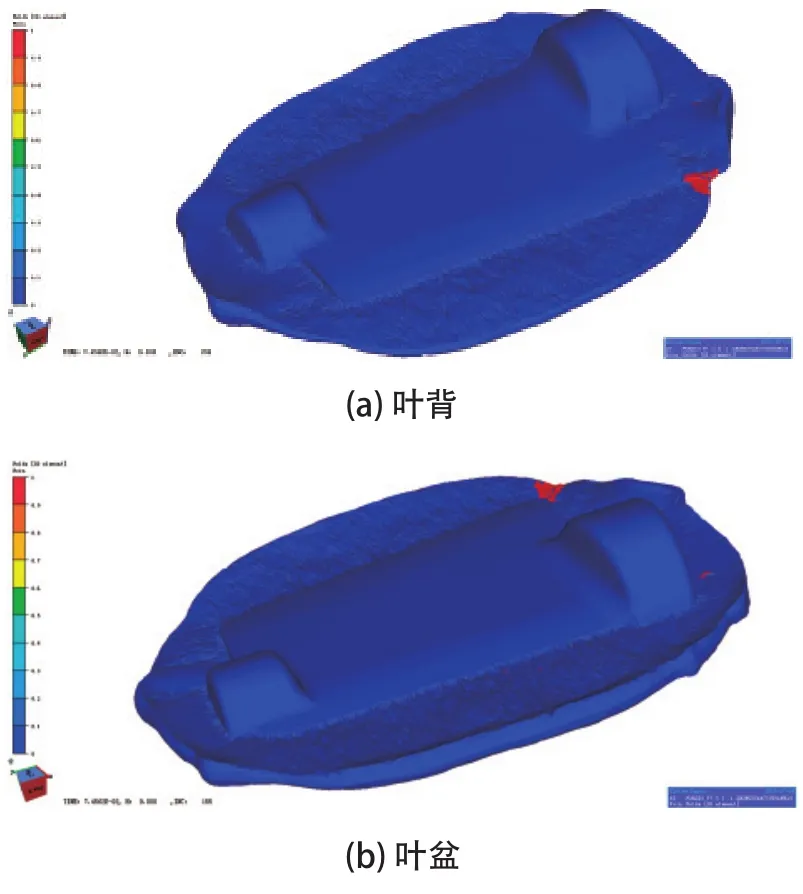
图11 圆角增大至R10mm后预锻折纹分布
工艺试制结果与分析
根据仿真试验结果,对原来的工艺方案进行了优化,按照优化后的方案进行了工艺试制。在实际试制过程中出现了以下问题:
⑴拔长时毛坯头部开裂问题。
空气锤拔长毛坯杆部过程中,杆部的端面出现了十字和一字裂纹。经过分析认为主要是以下两个原因造成:①加热电炉离空气锤距离太远,在转移坯料过程,坯料温度下降过多,造成锻造时坯料的塑性下降,因而易出现裂纹;②采用平砧进行拔长时,由于坯料和锤砧之间摩擦阻力的作用,形成了变形锥(即难变形区),随着锻造过程的进行,变形锥将会对易变形区和自由变形区的金属产生一个拉应力的作用,当这种拉应力超过材料在该种变形参数下的断裂强度时,将会导致心部开裂。解决该问题的方法是:①缩短锻造设备与电炉之间的距离,减少坯料在转移过程中的温降;②采用摔子进行拔长,既改善了心部的受力状态,使棒料心部由原来的拉应力状态变为压应力状态,防止了裂纹的产生,同时也在一定程度上提高了拔长效率。
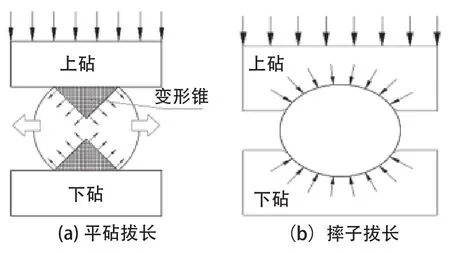
图12 拔长时坯料受力示意图
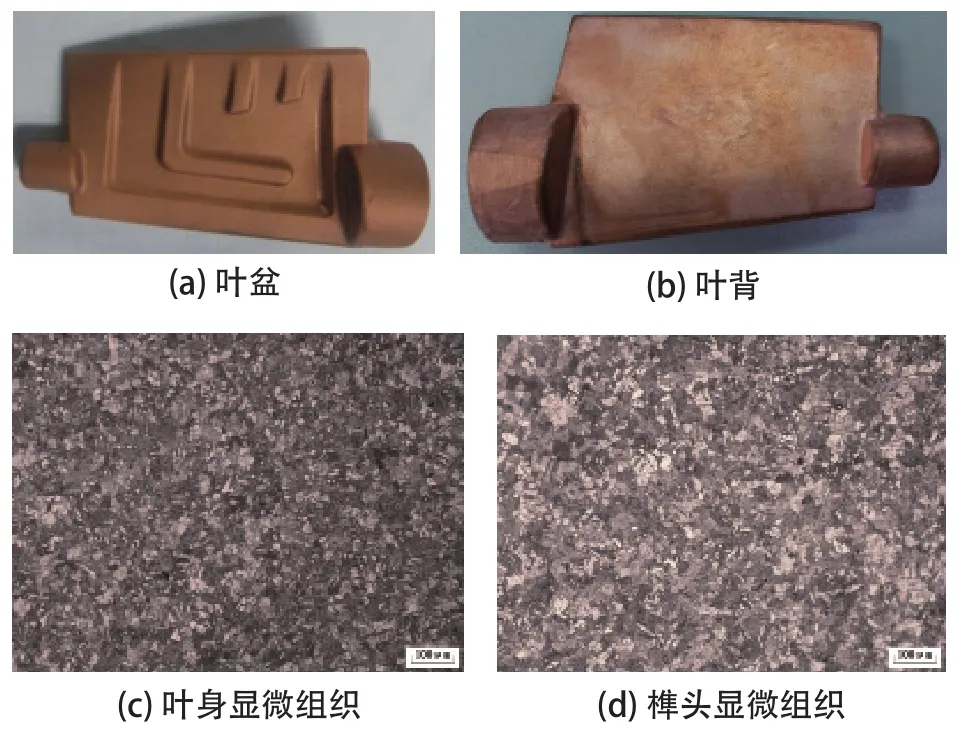
图13 叶片实物及显微组织照片
⑵校正时气流通道台阶出现折纹。
叶片叶盆表面有着形状较为复杂的气流通道,由于该区域为非加工面,要求无余量成形,因此转角处的圆角很小,仅为R0.3~0.5mm,锻造过程中极易出现折纹。经过分析,校正时气流通道台阶处出现折纹,主要是由于坯料在叶片型腔中定位不准确所造成的。由于校正时叶盆气流通道的型面位于上模,因此只要坯料定位稍有误差,或者上下模之间存在少量错移,都将会导致上模将气流通道筋部的金属压入槽部表面,从而形成折纹。因此可以将上下模倒置,上料时,将坯料表面气流通道准确与下模定位,从而有效避免该类折纹的产生。
通过采取上述措施,对铜叶片进行了试生产,共投产280件,交付合格锻件262件,合格率为93.6%。图13a、13b为铜叶片实物图,图13c、13d为显微组织金相照片,从图中可以看出,通过本工艺锻造出的铜叶片表面光洁度较高,无肉眼可见折纹、裂纹等缺陷,显微组织细小均匀,符合相关锻件验收标准的要求,证明本研究所制定的工艺方案切实可行。
结论
基于有限元仿真,对铜叶片的精锻过程进行了模拟,分析了折纹等缺陷的产生原因,对原有的工艺参数优化后进行了工艺试制,得出以下结论:
⑴对于叶片等复杂类锻件的锻造,预锻毛坯应采用大圆角过渡,可以有效避免终锻时折纹的产生;
⑵对于扭角较大叶片的锻造,其预锻件叶身也应存在一定扭角,防止由于叶身和榫头之间的剪切变形导致折纹的产生;
⑶采用摔子进行拔长能够有效避免心部开裂;
⑷复杂锻件的校正,其型面复杂的部分应处于下模,方便锻件定位,避免折纹的发生。
