牛粪分离液与餐厨垃圾混合发酵试验参数优化
2016-03-22关正军杨一盈孙先丽东北农业大学工程学院哈尔滨150030
关正军,杨一盈,孙先丽,张 旭(东北农业大学工程学院,哈尔滨 150030)
牛粪分离液与餐厨垃圾混合发酵试验参数优化
关正军,杨一盈,孙先丽,张旭
(东北农业大学工程学院,哈尔滨150030)
摘要:将牛粪固液分离处理,在分离液单独发酵基础上,添加不同比例餐厨垃圾连续发酵试验,考查各比例混合物料在不同水力停留时间下发酵性能,优化最佳配比、相应发酵工艺条件和参数。研究确定牛粪分离液和餐厨垃圾混合发酵适宜配比为7∶3,HRT为25 d,获得VS甲烷产率226.67 mL CH4·kg-1VS,容积产气率1.20 L·L-1·d-1,VS去除率达到47.94%。
关键词:优化;混合;牛粪分离液;餐厨垃圾;厌氧发酵
关正军,杨一盈,孙先丽,等.牛粪分离液与餐厨垃圾混合发酵试验参数优化[J].东北农业大学学报, 2016, 47(2): 81-87.
Guan Zhengjun, Yang Yiying, Sun Xianli, et al. Optimize the test parameters on the co-digestion of separated liquids from dairy manure and food waste[J]. Journal of Northeast Agricultural University, 2016, 47(2): 81-87. (in Chinese with English abstract)
利用厌氧发酵技术可较好处理养殖场畜禽废弃物,利用畜禽粪污,有效控制臭气,防止蚊蝇和病菌传播,避免地下水污染,集中处理高浓度污水[1-3]。在畜禽粪便中,牛粪粗纤维含量最高,中温(35℃)条件下,与猪粪和鸡粪相比,TS(Total solid)产气率低,如除去牛粪中纤维部分,降低发酵液粘度,可提高发酵液中可发酵比例[4]。固液分离是一种物理预处理方法,使用物理手段将物料中固体与液体成分分离。对厌氧发酵原料预处理,降低原料中粗纤维含量,去除其中大量固形物,保留营养物质。关正军等研制固液分离设备,研究分离液厌氧发酵性能[5-7]。Kaparaju等对牛粪固液分离,研究不同体积颗粒发酵原料对VS产气率影响,结果表明分离后牛粪中颗粒尺寸减小,可提高厌氧发酵产气效率[8]。
发酵原料是厌氧细菌营养来源,不同发酵原料理化性质不同,导致适宜发酵工艺、时间和产气情况不同。原料碳氮比、营养元素等化学性质,料液黏度和浓度等物理因素、所含微生物种类、数量等生物特性均会影响厌氧发酵性能和系统稳定性。早期沼气发酵技术原料单一,在微生物生长繁殖所需营养元素和资源合理利用方面均经验不足。混合原料厌氧发酵是指将两种或两种以上发酵原料混合后于同一个厌氧反应器发酵的方式。通常混合物料能互相调节C/N、酸碱度、缓冲能力等,且不会造成发酵抑制,提高发酵效率[9-10]。混合发酵可处理多种有机废弃物,提高设备利用率,降低经济成本[11]。餐厨垃圾作为较为常见厌氧发酵原料,碳氮比均衡,是一种优质厌氧发酵产甲烷原料,但极易酸化,不宜高浓度发酵。Wang等尝试餐厨垃圾和鸡粪间隔进料连续厌氧发酵研究,发酵系统稳定运行并获得更高VS甲烷产率和容积产气率[12]。Callaghan等对牛粪与蔬菜废弃物混合发酵,发现蔬菜废弃物比例超过30%后挥发酸剧增[13],因此,餐厨垃圾比例不宜过高。Marañón等对牛粪与餐厨垃圾混合厌氧发酵,结果表明混合发酵甲烷产率提高,可避免挥发性有机酸积累和氨氮抑制[14]。由此可见,牛粪固液分离后更适于厌氧发酵生产沼气;添加一定量餐厨垃圾可增加底物浓度,提高甲烷产气效率。
本试验将牛粪固液分离后液体与餐厨垃圾混合发酵,提高牛粪分离液发酵效率。考查日产气量、甲烷含量、pH、VS甲烷产率、VS去除率和容积产气率,确定牛粪分离液与餐厨垃圾适宜配比和水力停留时间。
1 材料与方法
1.1原料收集及预处理
试验用新鲜牛粪取自东北农业大学香坊实验实习基地;餐厨垃圾取自东北农业大学学生餐厅,主要成分包括面食、米饭、蔬菜和肉类等常见食物(见表1)。试验用接种物取自东北农业大学生物质能工程技术研发中心中试车间产甲烷反应器发酵后料液,该反应器水力停留时间、运行温度、pH及总固体浓度分别为20 d、35℃、7.45和62.5 kg·L-1。
新鲜牛粪按2∶1(质量比)加水稀释后采用实验室研制固液分离机固液分离,所得液体为牛粪分离液。餐厨垃圾预处理,首先挑拣出不可生物降解成分,如塑料袋、纸杯、牙签、骨头、纸巾等杂物,用食物粉碎机粉碎均质、分装。试验用新鲜牛粪、牛粪分离液和餐厨垃圾均装于夹链密封袋中-40℃冰柜中冷藏,使用前于4℃冷柜中解冻备用。
1.2试验装置
试验采用自制厌氧发酵反应器(见图1),以带上下出口1 000 mL具塞锥形瓶为主体反应器,玻璃胶粘合橡胶塞封口。打孔装置在橡胶塞中部钻两个圆孔,一个连接玻璃三通管作排气口,另一个加装10 mL去底离心管作进料口。三通管由橡胶管连接铝塑复合膜集气袋(1~2 L)收集气体。厌氧发酵反应器于恒温水浴槽中水浴加热,温度控制在(35±2)℃。

表1沼气发酵原料参数Table 1 Parameters table of raw materials
1.3试验方法
在连续厌氧发酵过程中,当原料浓度固定时,调节厌氧发酵反应器水力停留时间(HRT),相应体系有机负荷改变。因此,连续厌氧发酵试验过程中,为考查各个混合配比发酵物料产气性能,同时考虑试验连续性和稳定性,选取5个HRT作为考查水平,分别是50、40、30、20和10 d,试验运行稳定后不断降低水力停留时间,逐步加大有机负荷。每一负荷率下,当产气量连续5 d波动小于10%时,即认为达到稳定状态,提高有机负荷率(或缩短水力停留时间)到另一水平继续试验。
每天进出料量可根据水力停留时间公式(1)进行换算:

式中,HRT-水力停留时间(d);Ve-厌氧反应器有效容积(m3);γ-进料量(m3·d-1)。
本试验为连续试验,连续运行100 d。试验采用中温发酵(35±2)℃。试验正常运行后,每天定时进出料一次,产生气体由2 L铝塑复合膜集气袋(大连海得)收集,每24 h测量一次产气量、气体组分、出料TS、VS及pH。
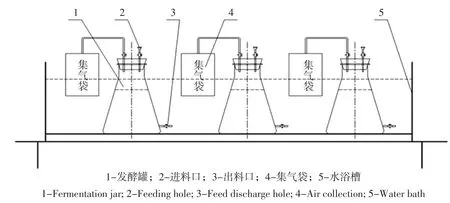
图1沼气发酵试验装置Fig. 1 Tester of methane fermentation
1.3试验仪器设备
螺旋压榨固液分离机(研制[实用新型专利号:ZL201520170947.7]);101-1型电热鼓风干燥箱(天津市泰斯特仪器有限公司);RJM-28-10型茂福炉(沈阳市节能电炉厂);Fibertec1020型纤维分析仪(丹麦FOSS公司);NDJ-9S数显粘度计(上海天平仪器厂);LiquiTOC分析仪(德国Elementar公司);GC6890气相色谱仪(美国Agilent公司);PHSJ-3F 型pH计(上海雷磁仪器有限公司)。
2结果与分析
2.1不同配比物料日产气量和甲烷含量随HRT变化
不同配比混合物料连续厌氧发酵过程中日产气量随HRT变化情况如图2(A)所示。由此可知,4组试验随HRT降低,有机负荷持续加大,日产气量整体呈上升趋势。表明在特定原料厌氧发酵过程中,缩短HRT,即增加有机负荷,一定程度上可提高产气量。原因可能是以牛粪分离液为主发酵体系中添加部分餐厨垃圾,由于分离液稀释,发酵体系更加稳定,不易酸化,餐厨垃圾更易被微生物降解,产气量增加。
由图2(B)可知,10∶0和9∶1试验组甲烷含量基本在55%左右,8∶2组甲烷含量58%,而7∶3组甲烷含量在HRT下降为40 d后基本均60%以上。牛粪分离液和餐厨垃圾混合发酵组甲烷含量均高于牛粪分离液单独发酵,随餐厨垃圾比例升高,甲烷含量升高,以7∶3组最明显。
2.2不同配比物料pH和VS甲烷产率随HRT变化
在厌氧发酵过程中,水解菌和产酸菌对pH适应范围较大,pH 5.0~8.5范围内大多数水解产酸菌良好生长,而适宜产甲烷菌生长繁殖pH条件为中性或偏碱性,通常控制在6.5~7.8。环境pH偏低或偏高抑制甲烷菌活性,降低产气量。
由图3(A)可知,在整个厌氧发酵过程中,不同配比四组试验pH随着水力停留时间缩短变化趋势相似,整体呈小幅波动上升,但变化范围不大,控制在7.2~7.5,对产甲烷菌活性无显著影响。比较四组试验pH可发现,添加餐厨垃圾组pH较纯牛粪分离液组偏高,原因是餐厨垃圾中含有大量蛋白质等含氮有机物,有机物分解后产生铵盐,随铵盐累积以及CO2产生,体系pH轻微上升,但从整体变化趋势可知,四组试验在发酵过程中均存在pH阶段性降低和升高,但未表现出酸化和氨氮抑制现象,说明发酵系统缓冲能力较强,运行稳定,适于连续运行。
VS甲烷产率越大说明原料转化为甲烷效率越高。混合配比为10∶0、9∶1、8∶2和7∶3四组混合物料连续厌氧发酵过程中VS甲烷产率随HRT变化情况见图3(B)。将不同配比料液在各个HRT下VS甲烷产率取平均值如表2所示。
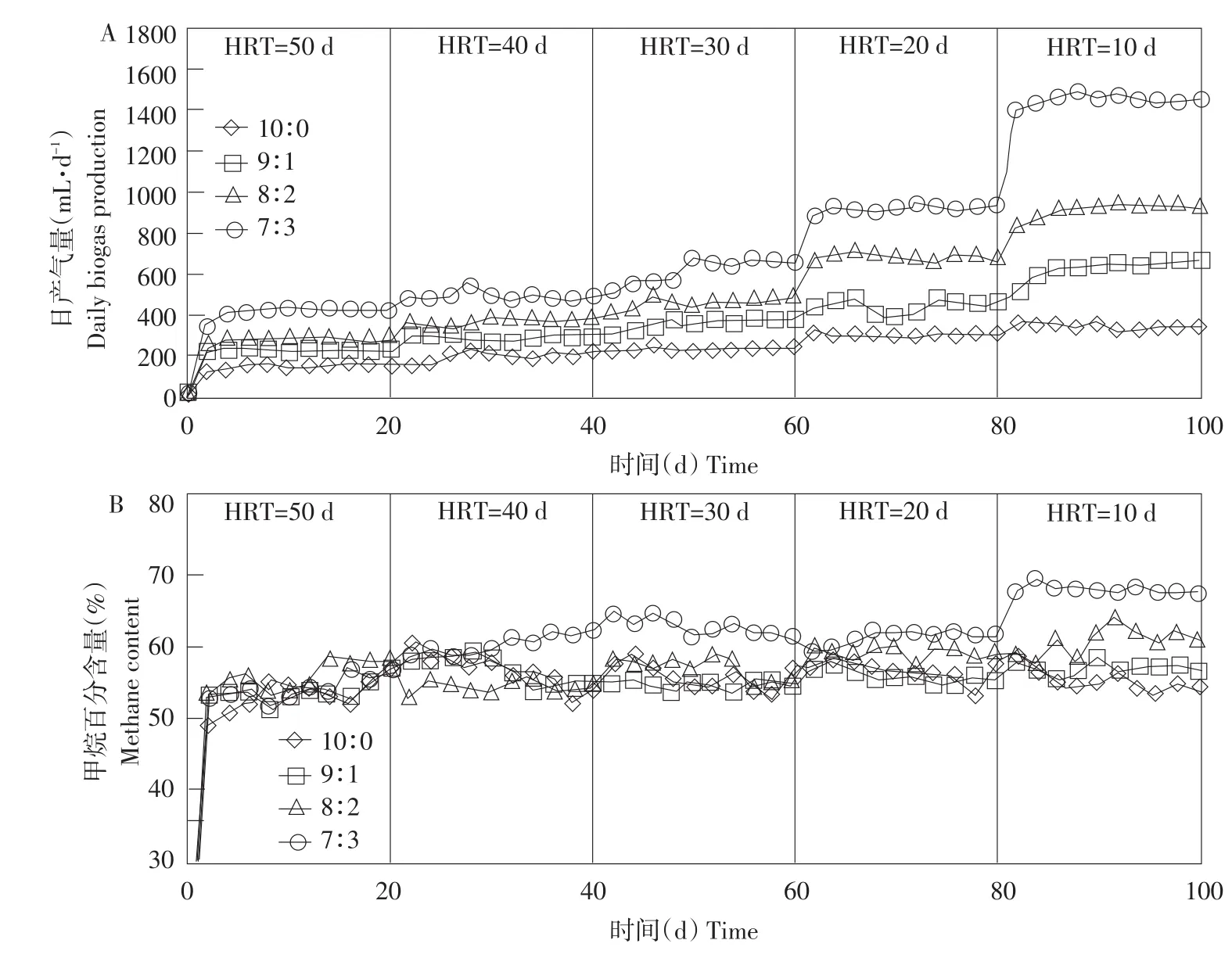
图2日产气量和甲烷百分含量随HRT变化状况Fig. 2 Variation of daily biogas production and methane content with the change of HRT
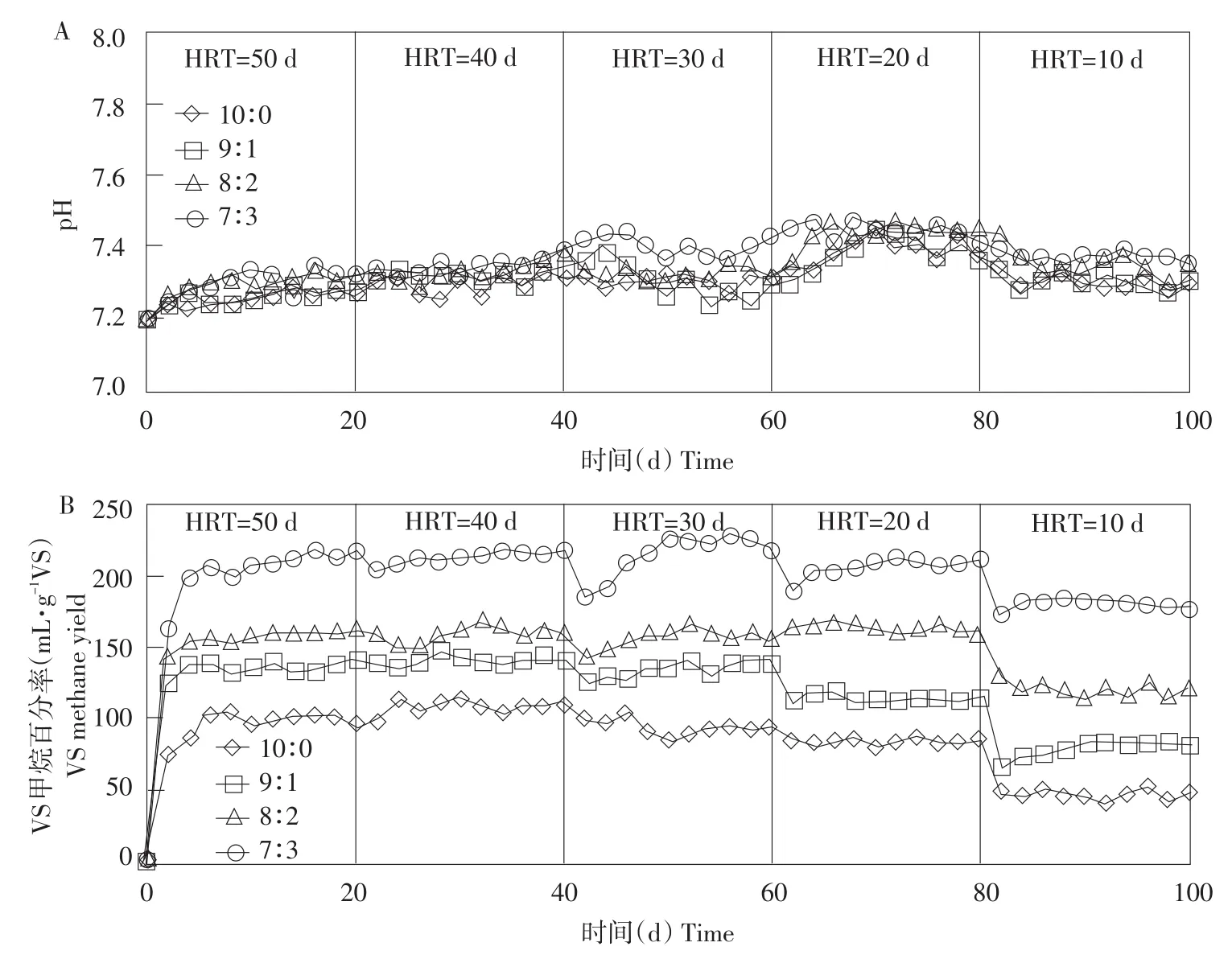
图3 pH和VS甲烷产率随HRT变化Fig. 3 Variation of pH and VS methane yield with the change of HRT
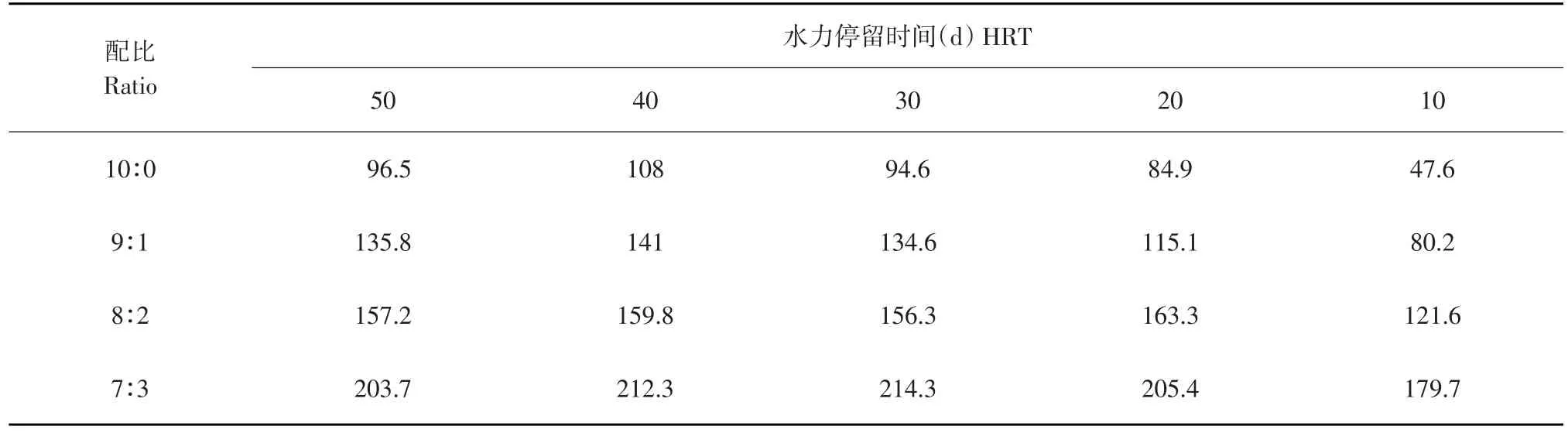
表2 VS甲烷产率平均值随HRT变化Table 2 Variation of VS methane averaged yield with the charge of HRT
对比四组试验可见,相同HRT条件下,不同配比物料VS甲烷产率差异显著,产甲烷能力7∶3组高于8∶2组高于9∶1组高于10∶0组。表明VS甲烷产率随餐厨垃圾配比升高而升高,这是由于在相同厌氧发酵条件下,餐厨垃圾更易于被微生物分解利用,产甲烷能力高于牛粪分离液。10∶0 和9∶1配比反应器在HRT降低至20 d后VS甲烷产率出现大幅下降,分别下降21.4%和18.4%,8∶2 和7∶3配比反应器在HRT将至10 d后VS甲烷产率才出现大幅度下降,分别下降25.5%和16.1%。从图3(B)可见,HRT降低后,系统VS甲烷产率出现不同幅度突降,最终恢复平稳运行。可知,在试验设定范围内,随着餐厨垃圾比例增加,系统VS甲烷产率更高,缓冲能力更强,运行稳定性更好。
2.3不同配比物料VS去除率和容积产气率随HRT变化
VS去除率又称有机物降解率,是衡量厌氧消化系统中有机废弃物去除程度一项重要指标。VS去除率计算公式如下:
VS去除率(%)=(每天进料VS总量-每天出料中VS总量)/每天进料VS总量×100%(2)
由图4(A)可知,对比不同配比四组物料在连续厌氧发酵过程中VS去除率随HRT变化情况可见,在相同HRT条件下,7∶3组VS去除率最高,其次是8∶2组和9∶1组,VS去除率最低是10∶0全牛粪分离液组,随餐厨垃圾比例增加,体系VS去除率提高,这是因为与牛粪分离液相比,餐厨垃圾更易被降解。就每一个反应器而言,在较低有机负荷下,有机物分解越充分,随有机负荷不断增加,VS去除率在维持一段时间稳定之后出现降低,且HRT越短,VS去除率越低。原因是随HRT不断降低,系统有机负荷不断加大,出料量增大,大量产酸产甲烷菌被冲出。
从图4(B)不同配比物料容积产气率随HRT变化可知,容积产气率最高是7∶3组,其次是8∶2和9∶1组,全牛粪分离液组容积产气率最低。结果表明,在连续发酵过程中,容积产气率高低与产气量高低保持一致,与添加餐厨垃圾比例密切相关。就特定混合物料连续厌氧发酵过程而言,随HRT不断降低,反应器容积产气率呈不断上升趋势,变化幅度最大是7∶3组,其次是8∶2组,上升幅度最小是全牛粪分离液组。
2.4参数优化
分析牛粪分离液和餐厨垃圾不同配比混合物料连续厌氧发酵效果可知,牛粪分离液与餐厨垃圾混合配比为7∶3(以干物质计)时发酵效果最好,在相同HRT下,日产气量、甲烷含量、VS甲烷产率、VS去除率和容积产气率均优于其他配比。因此,选取牛粪分离液与餐厨垃圾7∶3配比混合物料进一步优化。结果见表3。
综合考虑VS甲烷产率、VS降解率和容积产气率等因素,当水力停留时间低于20 d后,容积产气率明显升高,而VS去除率明显降低。VS甲烷产率高峰出现在HRT为30 d时。即认为较优HRT应处于30和20 d之间。取HRT为25 d进行试验验证。结果为有机负荷3.08 gVS·L-1·d-1,日产气量812.5 mL,VS甲烷产率226.67 mLCH4·kg-1VS,容积产气率1.20 L·L-1·d-1,VS去除率47.97%。
确定牛粪分离液和餐厨垃圾7∶3混合物料在HRT为25 d左右时为较优发酵参数,具体HRT有待进一步验证。
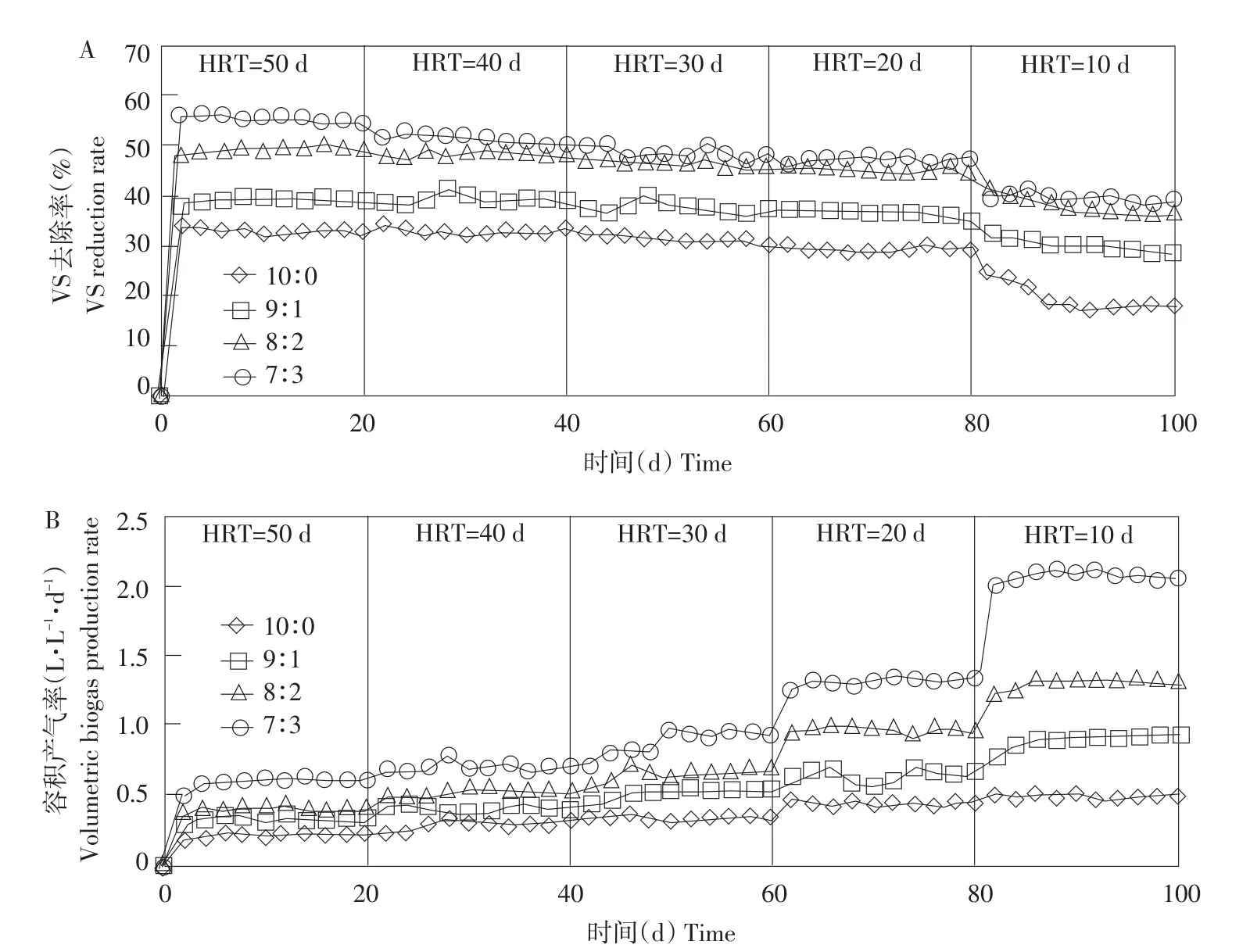
图4 VS去除率和容积产气率随HRT变化状况Fig. 4 Variation of VS reduction rate and volumetric biogas production rate with the change of HRT
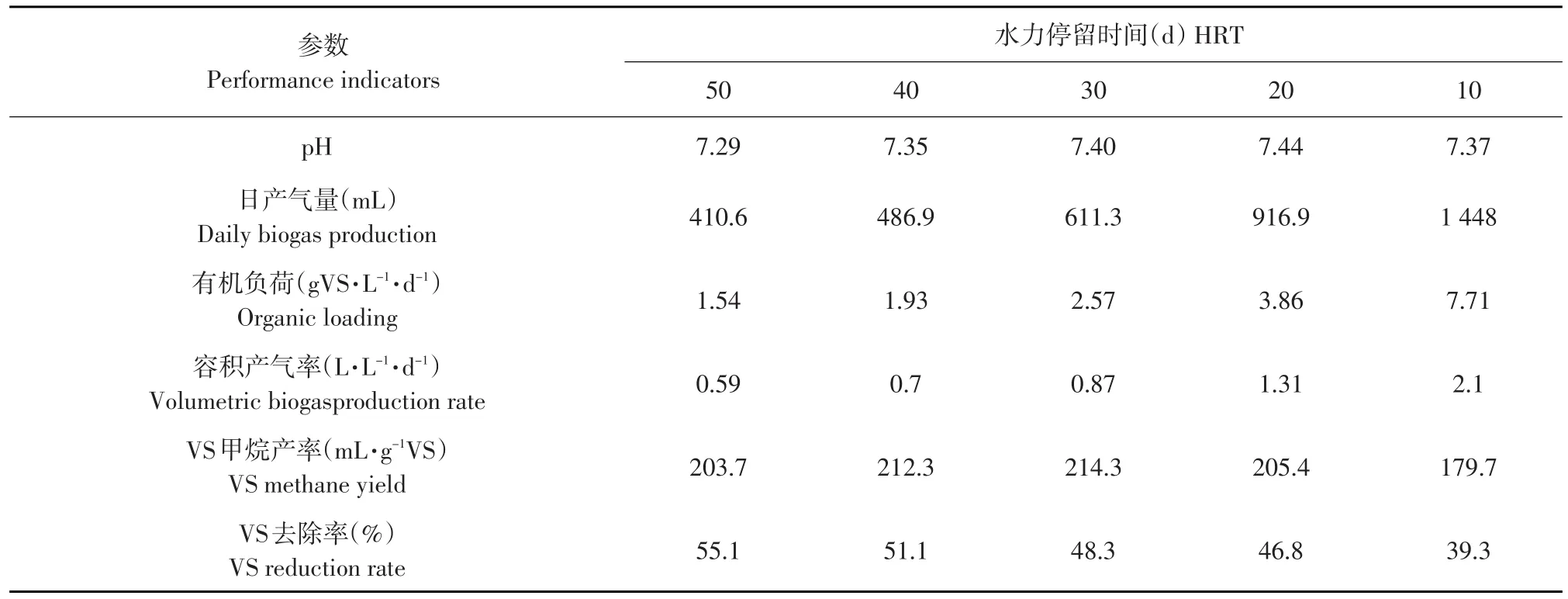
表3不同HRT下厌氧发酵参数Table 3 Performance parameters of different HRTs
3结论
为改善厌氧发酵性能,在牛粪分离液单独发酵基础上,添加不同比例餐厨垃圾连续厌氧发酵,考查各比例混合物料不同水力停留时间下发酵性能。研究发现,混合原料发酵性能明显优于牛粪分离液单独发酵。综合考虑VS甲烷产率,容积产气率和VS去除率等因素,确定牛粪分离液和餐厨垃圾混合发酵最佳配比为7∶3,HRT应介于30 d和20 d之间取HRT为25 d进行试验验证,发酵过程中获得VS甲烷产率226.67 mL CH4·kg-1VS,容积产气率1.20 L·L-1·d-1,VS去除率达47.94%,此时VS甲烷产率、VS去除率较高,可获得较理想容积产气率,因此确定牛粪分离液和餐厨垃圾7∶3混合物料在HRT为25 d左右时为较优发酵参数。
[参考文献]
[ 1 ] Kelleher B P, Leahy J J, Henihan A M, et al. Advances inpoultry litter disposal technology-a review[J]. Bioresource Technology, 2000, 83: 27-36.
[ 2 ]李海滨,袁振宏,马晓茜.现代生物质能利用技术[M].北京:化学工业出版社, 2012.
[ 3 ]张克强,高怀友.畜禽养殖业污染物处理与处置[M].北京:化学工业出版社, 2004.
[ 4 ]关正军,李文哲,郑国香,等.固液分离对牛粪利用效果影响[J].农业工程学报, 2011, 27(4): 259-263.
[ 5 ]关正军,李文哲,郑国香,等.牛粪固液分离液两相厌氧发酵技术[J].农业工程学报, 2011, 27(7): 300-305.
[ 6 ]庞浩升,关正军.牛粪固液分离机螺旋轴改进[J].东北农业大学学报, 2012, 43(8): 34-38.
[ 7 ]关正军,李文哲,郑国香,等.接种量对牛粪分离液厌氧发酵特性影响[J].东北农业大学学报, 2011, 42(5): 63-67.
[ 8 ] Kaparaju P L N, Rintala J A. Effects of solid-liquid separation on recovering residual methane and nitrogen from digested dairy cow manure[J]. Bioresource Technology, 2008, 99(1): 120-127.
[ 9 ] Margarita, A D, Spyros N D, Katerina S, et al.Biogas production from anaerobic co-digestion of agroindustrial wastewaters under mesophilic conditions in a two-stage process[J]. Desalination, 2009, 248(1-3): 891-906.
[10] Ashekuzzaman S M, Tjalfe G. Poulsen. Optimizing feed composition for improved methane yield during anaerobic digestion of cow manure based waste mixtures[J]. Bioresource Technology, 2011, 102(3): 2213-2218.
[11]吴占松,马润田,等.生物质能利用技术[M].北京:化学工业出版社, 2010: 164-200.
[12] Wang M, Sun X L, et al. A novel alternate feeding mode for semi-continuous anaerobic co-digestion of food waste with chicken manure[J]. Bioresource Technology, 2014, 164: 309-314.
[13] Callaghan F J, Wase D A J, Thayanithy K, et al. Co-digestion of waste organic solids: Batch studies[J]. Bioresource Technology, 1999, 67(2): 117-122.
[14] Marañón E, Castrillón L, Quiroga G, et al. Co-digestion of cattle manure with food waste and sludge to increase biogas production [J]. Waste Management, 2012, 32(6): 1821-1825.
Optimize the test parameters on the co-digestion of separated liquids from dairy manure and food waste
GUAN Zhengjun, YANG Yiying, SUN Xianli, ZHANG Xu (School of Engineering, Northeast Agricultural University, Harbin 150030, China)
Abstract:The paper solid and liquid of dairy manure were firstly separated, and then the separated liquids were mixed with food wastes in different ratios to co-digest in a continuous anaerobic digestion process. A series of experimental parameters including the VS methane yield, the volumetric biogas production rate and the VS reduction rate were appraised. Meanwhile, the optimal mixing ratio of dairy manure and food waste as well as HRT were investigated. The results indicated that the ratio of the separated liquids to food wastes was 7:3 and the HRT was set as 25d. Under the optimal mixing ratio and HRT, the VS methane yield was 226.67 mL CH4·kg-1VS, the volumetric biogas production rate was 1.20 L·L-1·d-1and the VS reduction rate was 47.94%.
Key words:optimize, mix liquids separated from dairy manure, food waste, anaerobicfermentation
作者简介:关正军(1970-),男,教授,博士,博士生导师,研究方向为生物质能源。E-mail: zhjguan@163. com
基金项目:国家国际科技合作专项(2013DFG62260)
收稿日期:2015-10-09
中图分类号:S216.4
文献标志码:A
文章编号:1005-9369(2016)02-0081-07
