提高重卷拉矫辊寿命的优化
2016-03-15宋全斌
宋全斌,马 林,刘 维
(唐山钢铁集团,河北 唐山 063000)
提高重卷拉矫辊寿命的优化
宋全斌,马 林,刘 维
(唐山钢铁集团,河北 唐山 063000)
介绍了唐钢一冷轧重卷机组的生产流程和拉矫机状态。通过对拉矫机使用中拉矫辊消耗量大,经常出现断辊、掉辊造成带钢表面划伤缺陷等现象的研究,找出多项影响拉矫辊使用寿命的原因。经过辊端轴承结构的优化、装配质量的优化、生产工艺参数的优化、检修制度的完善,提高了拉矫辊的寿命,降低了备件和检修成本,确保了产品质量的稳定性。
重卷;拉矫辊;寿命;降耗
0 前言
拉伸弯曲矫直机是重卷拉矫机组的重要设备。主要用于对带钢进行连续拉伸弯曲矫直,消除带钢边波、中波、瓢曲等板型缺陷,改善带材平直度[1~4]。随着高质量冷轧板的需求量增大,唐钢一冷轧筹建1#重卷和2#重卷两条生产线。两条重卷生产线由中国重型院提供,此拉矫重卷机组用于将冷轧带卷经拉伸弯曲矫直、切边后进行分卷。经过多年的连续运行,近期生产中经常出现拉矫辊断裂、脱落等事故。拉矫辊寿命严重制约着拉矫机的寿命,并对产品质量产生影响。据统计2014年唐钢重卷机组拉矫辊及辊端轴承备件费用高达60余万元,并产生了170余吨的由拉矫辊原因导致的划伤非计划品,严重影响产品质量和企业的品牌形象。
1 唐钢一冷轧拉矫机简介
拉矫机本体由出、入口导向辊、两弯两矫的四个单元辊系、上辊系辊座吊挂装置、下辊座压上装置、辊缝快速打开机构,换辊装置、机架等组成。辊系轴承采取干油润滑方式。机架为钢板型钢焊接而成,出口入口导向辊固定在机架上。 用于带材进出矫直机本体时导向。
1#、2#弯曲单元的辊系由上下两部分组成,上部分由工作辊、中间辊、支撑辊和导向辊组成,下部分由工作辊、中间辊、支撑辊组成。3#矫直单元上辊系由工作辊、中间辊、支撑辊组成,下辊系由两个相同的导向辊组成。4#矫直单元的上辊系由两个相同的导向辊组成,下辊系由工作辊、中间辊、支撑辊组成。其工作精度由零件加工精度、轴承精度、部件及整机装配精度、安装精度等保证。1#、2#单元下辊座固定于同一底座上。3#、4#单元下辊座固定于同一底座上。分别由一对液压缸驱动升降,实现辊缝快速打开。便于穿带和通过焊缝。
2 影响拉矫辊寿命的原因
影响拉矫辊寿命的原因[5~7]很多种,如:辊子材质、加工精度、安装精度、生产工艺参数、生产维护等。本文通过对现场拉矫机使用过程中的问题进行跟踪调查,发现多项影响拉矫辊寿命的原因,归纳起来主要有:(1)由于板面脏,拉矫机使用周期长,清理不及时,有大量油泥及铁屑聚集在辊子上,造成辊面磨损严重;(2)拉矫机长时间使用后,辊端与固定盖板连接处也会聚集铁屑,甚至进入辊子轴承,导致拉矫辊不转;(3)以前检修维护时辊端固定螺栓经常不加弹垫,极易造成使用中螺栓松动或掉落;(4)辊端盖板及辊端轴承加工尺寸精度或安装精度不够,导致辊子脱落等;(5)拉矫机长时间使用不找平,出现辊系倾斜,使辊子受力不均造成损坏。(6)生产工艺参数设置不合理。
3 提高拉矫辊使用寿命的措施
3.1 辊端轴承结构的优化
辊端轴承原设计外侧长度为89 mm,轴头长度10 mm,使用发现由于辊子轴向窜动,辊端轴承轴头侧端面经常与盖板形成接触,且对盖板造成磨损严重,虽盖板材质为铜质,但长时间使用极易造成辊端轴承轴头断裂或烧坏,经过与厂家沟通,将原设计进行优化,即将辊端轴承外侧长度缩短至87.5 mm,将轴头长度延长至11.5 mm,总体长度不变,如图1所示,通过提高轴头长度,增加了辊端轴承轴头侧端面与盖板的之间的间隙,可有效减少接触的可能性,大大减少了因此造成的辊端轴承轴头断裂导致的辊子损坏。
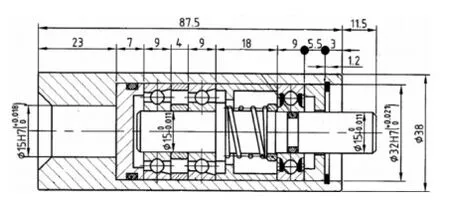
图1 优化后的辊端轴承Fig.1 Roller end bearing structure optimized
3.2 装配质量的优化
装配质量直接影响辊子的寿命的长短。装配质量主要包括:(1)紧固件固定螺栓和弹垫的紧固和更换;(2)辊系尺寸的装配;(3)轴承的润滑。
更换辊系时经常不检查盖板固定螺栓和弹垫,并且更换螺栓时也不能做到全部加弹垫;长时间使用后,松动的螺栓得不到紧固和更换,导致生产时经常出现螺栓掉落致使辊子脱落现象,此时会百分百造成带钢划伤甚至严重时造成断带事故。重新安装辊系时,检修人员要逐一对固定螺栓和弹垫进行紧固,并对掉落和折断的固定螺栓和弹垫及时进行更换,有效避免了因螺栓掉落造成的掉辊现象。
拉矫辊辊系重装时,如果水平度误差过大即操作侧和传动侧偏差过大,造成辊子与带钢接触受力不均。辊子受力大的一侧磨损严重甚至辊端轴承和盖板产生摩擦阻力,极易引起辊头或辊子断裂,而且唐钢50%以上的辊子损坏均是由此原因造成。因此提高辊系的装配精度是必要的,保证辊系内工作辊与支撑辊的水平度误差不大于0.04 mm/m;保证辊系内工作辊与支撑辊的平行度误差不大于0.04 mm/m;保证辊系之间平行度误差不大于0.04 mm/m。经过提高装配精度,现拉矫机各辊系均能满足要求,大大减少了因辊系两侧位置度过大导致的辊子损坏现象。
装配时,轴承用煤油清洗干净,并在轴承处均涂以适量干油,以保证辊子转动灵活,提高其使用寿命。
3.3 生产工艺参数的优化
生产过程中,拉矫段张力、上下辊系重叠量对拉矫辊强度有很大影响,进而影响其寿命。唐钢重卷拉矫机组拉伸弯曲矫直机辊系结构如图2、图3所示,以下辊系工作辊为研究对象,忽略其他影响,考虑拉矫段张力、辊系重叠量对辊子受力示意图如图4所示,假定拉矫段张力为T,张力的包角为α,辊子受力为F。
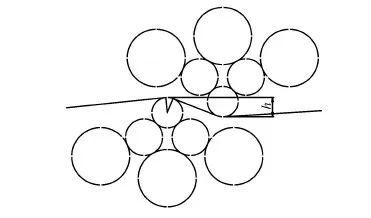
图2 大重叠量辊系结构示意图Fig.2 Roll system structure of large overlap
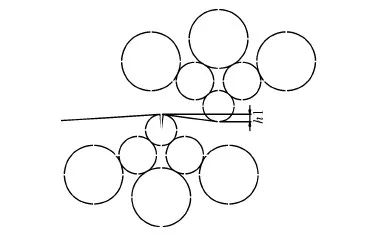
图3 重叠量减小辊系结构示意图Fig.3 Roll system structure of small overlap
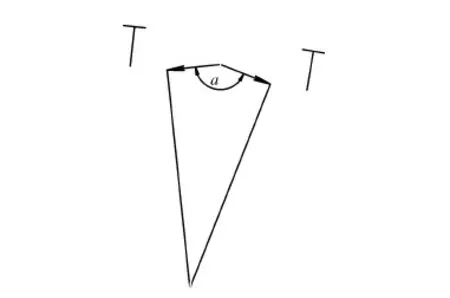
图4 工作辊受力示意图Fig.4 Force schematic diagram of working roll
分析图2~4发现,随着上下辊系重叠量的减小,辊子受板带张力T的包角α增大;重叠量一定的情况下,拉矫段张力T越大,则辊子受力F越大;张力T一定的情况下,重叠量越小,包角α随之越大,则辊子受力F越小。
材料力学[8]弯曲强度条件公式为
(1)
由式(1)发现,在抗弯截面系数W不变的情况下,要提高辊子的弯曲强度,只有降低辊子的最大弯矩Wmax即降低辊子的受力。
实际生产中的工艺参数见表1。
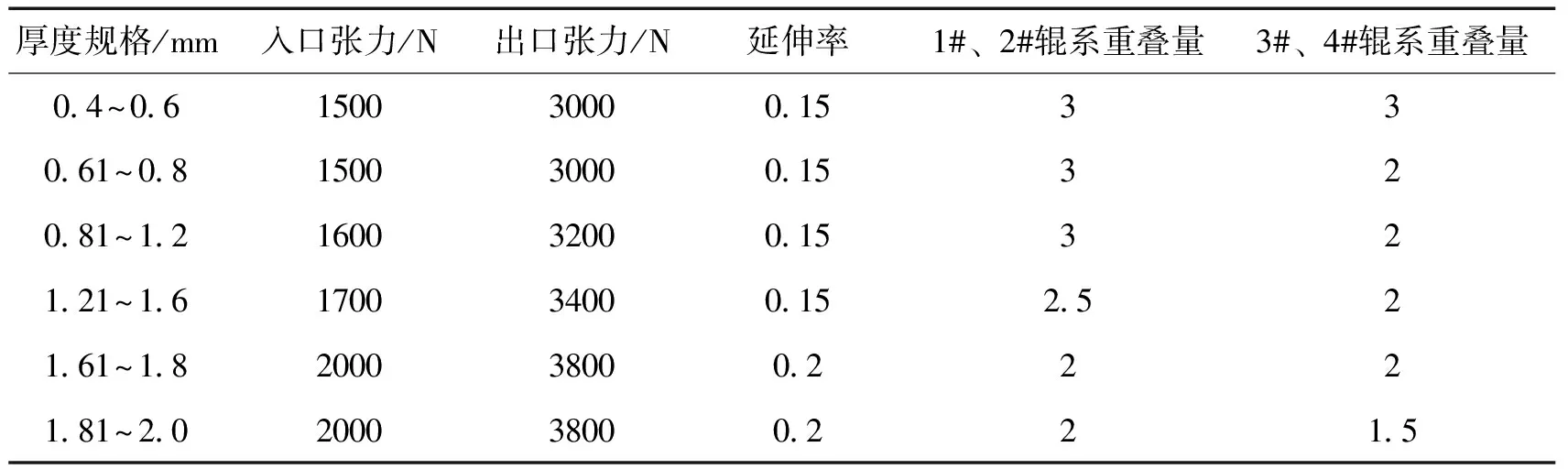
表1 工艺参数
分析表1发现,随着板厚的增大,矫直段张力不断增大;同时重叠量在逐渐减小。实际生产中在保证板带平直度的情况下,根据不同的板厚对矫直段张力、重叠量进行调整,降低矫直段张力,减小辊系重叠量,以提高拉矫辊弯曲强度,进而提高寿命。
3.4 检修制度的完善
(1)辊盒的清理制度。唐钢一冷轧工序流程:酸轧→罩退→平整→重卷拉矫→成品。由于没有进行脱脂处理,带钢表面存在细微灰分和铁屑,经重卷拉矫时,部分灰分和铁屑附着在拉矫辊表面甚至辊端轴承及盖板缝隙处,会造成辊面磨损甚至辊子不转等现象,极易造成带钢表面划伤。因此专门制定拉矫机辊系清理制度,及时清理拉矫辊,这样提高了拉矫辊使用寿命。清理前后如图5所示。

图5 辊系清理前后对比图Fig.5 Roll system before and after cleaning
(2)点检制度。在使用过程中,拉矫辊的损坏或不转有一定的时间过程。经过长时间摸索,重卷机组建立了拉矫机定时点检和状态记录制度。每两小时对拉矫机运行状态进行点检一次,同时记录当前拉矫机状态,主要有拉矫机辊系运转情况,轴向窜动情况,轴承的润滑等。此制度建立可避免辊子使用中突然不转或掉落的发生,将事故发生率降到最小。点检制度完善,有效延长了拉矫辊的使用寿命。
4 结语
通过对拉矫机使用现状存在的问题分析,找出了多项可改进的措施:辊端轴承结构优化;装配质量优化;生产工艺参数优化,特别是张力、重叠量;检修制度的完善。随着改进措施的实施,唐钢一冷轧重卷机组的拉矫机故障得到了有效控制,大大提高了拉矫辊的使用寿命。通过统计,2015年较2014年拉矫辊磨削修复数量减少41%,辊端轴承消耗减低20%,且减少拉矫辊造成的划伤非计划品50%以上,年降低拉矫机备件费用及产品降判费用合计20余万元,有效降低了工序成本,提高了产品竞争力。
[1] 周国盈.带钢精整设备[M].北京:机械工业出版社,1982.
[2] 王社昌,李少杰.板带材平直度缺陷的分析及矫正[J].重型机械,1994 (6):27-29.
[3] 任玉成,刘志红.拉矫重卷机组关键技术[J].天津冶金,2007 (3):30-32.
[4] 崔甫.矫直原理与矫直机械[M].北京:机械工业出版社,1979.
[5] 王路兵,张亮,陈兵.冷轧拉伸弯曲矫直机弯曲辊磨损理论与仿真研究[A].第九届中国钢铁年会论文集[C].2013 (10):1-5.
[6] 朱简如.拉伸矫直机磨损成因理论分析及工艺优化[J].宝钢技术,2008 (4):15-18.
[7] 韩冰,汪曦,陈时.提高拉矫机使用寿命问题的分析与解决[J].冶金设备,2005 (2):68-70.
[8] 刘鸿文.材料力学[M].北京:高等教育出版社,1992.
Measures for improving the service life of recoiling pulling-straightening roller
SONG Quan-bin, MA Lin,LIU Wei
(Tangshan Iron & Steel Group, Tangshan 063000, China)
This paper introduced the production process and the condition of tension leveler in the recoiling line of Tang steel 1# cold rolling plant. Through the research of the pulling-straightening roller’s high consumption and strip surface scratched by roller breakage or falling, it is found the reasons that influenced the life of the pulling-straightening roller. By optimizing some equipment and parameters, such as the bearing structure in the roller end, assembly quality, the production process parameters and the repair system, the service life of the pulling-straightening roller was improved, the cost of the spare parts and maintenance were reduced, and the stability of product quality was ensured.
recoiling;pulling-straightening roller;service life
2016-04-28;
2016-06-15
宋全斌(1971-),男,唐山钢铁集团工程师。
TH132.4
A
1001-196X(2016)04-0070-04
