基于3DCAPP系统的三维通用夹具库系统研究与实现
2016-03-02李少阳彭义兵
刘 斌,李少阳,郑 宇,彭义兵
(1.华中科技大学 机械学院,武汉 430000;2.中国航天八院805研究所,上海 200000 3.上海交通大学 机械与动力工程学院,上海 200000)
0 引言
随着现代科技的迅猛发展,各类大型工业设备规模持续增大,其制造工艺也越来越复杂,传统的二维图纸及二维工艺已不能满足现代制造业的迫切需求,基于三维产品设计模型的3DCAPP系统以其数字化设计与制造、管理模式对制造信息化和综合制造能力的提升起到了关键的推动作用,逐渐成为现代工业数字化制造的新趋势。夹具作为机械设备制造阶段重要的基础工艺装备,很大程度上影响工艺路线安排与工艺规程制定。在3DCAPP系统的加工仿真过程中,需工艺人员对夹具手工建模、手动装夹,在零件机加工工艺路线设计的过程中需要反复操作,但由于零件大小对夹具型号需求不同,使得夹具模型复用率很低。国内的一些学者已对三维夹具库做过一些研究。如刘爽等人开发出基于UG的机床夹具标准件库[1],李铁刚做过UG工装标准件库的理论研究[2],杨华甫等做过集成环境下CAFD系统框架及体系结构研究[3],翁剑成等基于Pro/E建立组合夹具三维标准件库[4],这些研究大多是针对孤立的三维夹具库,而对3DCAPP系统中的夹具库系统的研究较少。本文旨在利用主流CAD软件建立集成于三维机加工工艺规划系统的通用夹具库系统,以机加工工艺规划效率。
1 通用夹具库系统设计
1.1 夹具库系统设计的业务流程
通用夹具库系统,旨在为工艺设计人员提供各种型号的通用夹具、模式化的装夹方式,以减少手动操作,提高工艺设计的效率。
图1是通用夹具库系统在集成环境下的业务流程。其中,夹具库系统由快速建模技术、快速装配技术、知识工程技术作支撑,由三维CAD提供二次开发接口和用户交互界面。夹具库系统的输入部分,是由CAPP系统传入的工艺路线及其内容(主要是各个工序内容),各个工序信息经过夹具库系统解析之后,生成对应的工装夹具夹持状态下工序模型集合。

图1 夹具库系统业务流程

图2 夹具设计流程图
3D-CAPP系统将工序模型信息、加工工艺信息(包括加工面、加工方法)传入夹具库系统,夹具库系统提供通用夹具,并按用户意图夹持工序模型,最后将夹具夹持下的工序模型传入CAM仿真系统。实现此通用夹具库系统的关键技术主要包括两点:
1)快速建模技术:实现夹具模板的参数化驱动,生成不同型号的夹具元件模型;
2)快速装配技术:实现夹具位置和姿态的变化。
2 夹具设计系统关键技术研究
2.1 夹具模型快速生成技术
夹具模型快速生成技术的关键是模型参数化驱动,参数化驱动就是利用三维CAD环境下的参数化设计系统,通过图形驱动(或尺寸驱动)方式在设计绘图状态下修改图形。利用参数化技术,可以实现夹具模板的尺寸驱动,满足我们对不同型号夹具的需求。
2.1.1 模型参数化驱动技术研究
常用的模型参数化驱动方法主要有:用户自定义特征、部件族、表达式等。
1)用户自定义特征(User Defined Featrue):即UDF技术,用户可以根据特定的需求,自定义特征,建立常用特征库。建立模型时,只要将所需特征加载到基本几何体上即可。
2)部件族(Part Families):通过创建族表,可以根据零件标准规格开发各种尺寸的零件,整个族表通过电子表格存储数据。
3)表达式(Expressions): 表达式法将零件特征参数用表达式控制,通过修改表达式的参数值来建立其它相类似的零件模型。
在上述方法中,用户自定义特征技术每次调用均需建立一个新零件和查找数据,自动化程度低;零件族方法是建立UG标准件库的常用方法,需要对零件进行详细的分类,对于分类困难的标准件,管理和使用都很繁琐且操作界面不直观[5]。
表达式法只对模板大小的改造,不涉及新零件的创建,相对操作简单,而且表达式法适合由几个元件组成的夹具,不同夹具元件的表达式可以互相关联,即一个夹具元件中的某一表达式可以引用其他夹具元件中的表达式,当被引用的夹具元件的表达式更新时,引用它的夹具元件中相应表达式的值也会实时更新。
表达式法参数化是常用CAD系统提供的参数化方法,使用此方法前,需做一些准备工作。首先,建立夹具模板知识库,用来存储各类型夹具的模板和夹具型号参数表。这是夹具模型参数化驱动的基础和前提,即对各类型的夹具的某一型号进行手工建模并建立该类型夹具的标准参数数据库,用来供此类型的夹具利用数据库数据驱动生成其它型号的夹具。
2.1.2 夹具系统支撑知识库的构建
夹具模板知识库为夹具模型参数化驱动提供支撑,参数化驱动又为夹具快速装夹过程服务。为方便夹具快速装夹过程的实现,在对夹具模板建模时,需遵循一些原则:
中心基准原则:模板建立时应有一个中心基准,可以是坐标原点、基准轴、基准面。
最少特征数原则:将特征参数分为主要参数和次要参数,尽量用主要参数约束和控制次要参数[6]。
部件关联原则:对于由多个部件装配而成的装配体,需注意多个装配件之间参数的链接关系。
因此,为了快速装配系统方便快捷的实现,我们应该尽量遵循上述原则。通用夹具元件,大部分都是对称的,建立模板时,我们应该尽量将模型的对称中心建立在坐标原点,模板姿态也应尽量符合装配习惯,这样可为快速装配提供方便。其次,把控制夹具元件主要特征的尺寸作为主要参数,其余一些对夹具形状、大小影响较小的特征尺寸作为次要参数,然后用主要参数表示次要参数,尽量减少控制夹具模板的参数数目。另外,对于多个夹具元件组合而成的夹具体,在建立各个夹具元件模板时,要注意各夹具元件之间参数的链接关系,如一些有配合关系的尺寸,可以在夹具元件之间以某种关系式引用,当被引用参数化修改时,其他元件的关联尺寸就会跟随变化。表1列出几个通用夹具需要建立的模板元件:
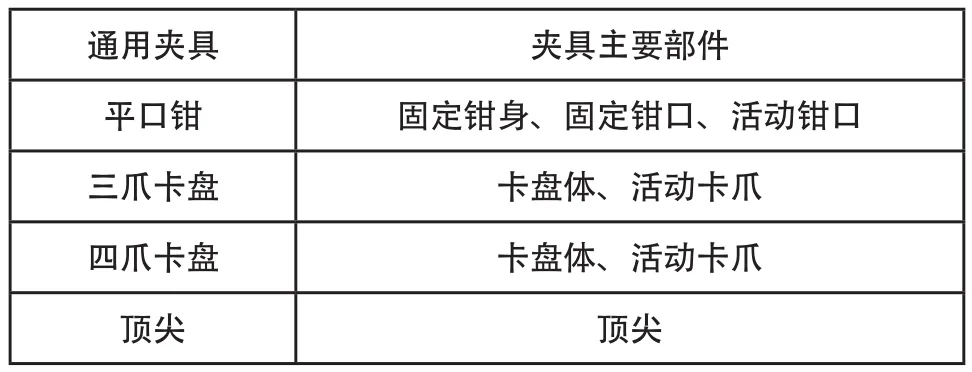
表1 常用通用夹具模板元件
夹具模板建模完成后需建立夹具型号参考表。为每种类型的夹具模板创建一个XML文件,然后查询夹具手册,按某一固定顺序记录夹具各主要参数的数值,为参数化过程提供数据支撑。夹具型号参考表允许用户自定义夹具型号,按照已有的格式添加满足自己需求的夹具型号参数即可。
2.1.3 通用夹具模板构建实例
平口钳夹具模板构建实例:

图3 平口钳

图4 固定钳口表达式

图5 活动钳口表达式
平口钳夹具模板构建:首先对平口钳各部件(固定钳身、固定钳口、活动钳口)建模,建模过程中要始终遵循建立模板的原则。固定钳身、固定钳口都为对称元件,将模型对称中心建立在各自模板文件的坐标原点,并使固定钳身、固定钳口的三个坐标轴正向一一对应;对活动钳口的模板建模则与固定钳口不同,但也要考虑到与钳身和固定钳口的配合方便。如图3所示,固定钳口建模时使左侧面与底面交线的中点位于坐标原点,考虑到固定钳口与固定钳身的装配关系,将固定钳身左侧面与工作台面交线的中心放置在坐标原点,并使两个元件的坐标系三个轴向一一对应,这样在快速装配过程中,对于夹具各元件定位点和方向矢量的确定就会比较方便,因为两个元件的定位信息相同,获取其一即可。
图4及图5分别是固定钳口、活动钳口的表达式重命名以及表达式公式。固定钳口和活动钳口两个元件是关于被夹持工件对称的,大小、形状完全一致,因此对应的主要参数数值也是一致的。这时就可以以固定钳口的主要参数为基准,供活动钳口的参数一一对应引用。在参数化过程中,只需修改固定钳口的参数,活动钳口的参数就会自动更新。
三爪卡盘、四爪卡盘夹具模板也遵循同样的方法建模:卡盘建模时,卡盘中心建在坐标系原点;卡爪建模时,卡爪夹紧面建在坐标系原点。
顶尖模板建立时,顶尖头放到坐标系远点,顶尖轴线方向与坐标系Z轴重合。
2.2 夹具快速装配技术
夹具快速装配就是在装配环境下调整夹具各元件的方位和姿态,实现夹具元件位置变化。
在三维空间,一个零件的方位和姿态可以由一个4x4的方位矩阵表示。在装配图中,A的方位和姿态就可以用方位矩阵AXYZ_P表示[7]:
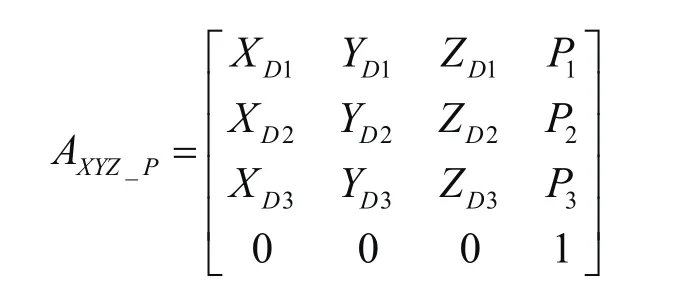
方位矩阵中,XDi、YDi、ZDi是装配件绝对坐标系相对于装配坐标系的方向矢量,(P1, P2 , P3)装配件坐标原点在装配坐标系的位置点。
夹具快速装配的关键是得到夹具各个元件在装配坐标系中的放置点以及各夹具元件坐标系三个轴线正向在装配坐标系中对应的方向矢量。利用模型几何信息、用户输入信息(用户指定的夹持面)联立解算可以得到所需参数。针对不同的夹具需要不同的方式解算,如图6,为各种夹具装夹示意图:
1)平口钳:由用户指定的夹持面(A、B)、底面C,获取相应的矢量,以模型最小包围盒最小点建立局部坐标系CSYS_temp(以底面C法矢的反向为局部坐标系Z轴,以夹持面B的法矢为局部坐标系X轴,叉乘得到Y轴)。求解底面C的最小包围盒,计算得到底面C中点P,P向夹持面A投影得到投影点就是固定钳口的定位点。CSYS_temp的三个坐标轴矢量就是固定钳口在装配坐标系对应的方向矢量。
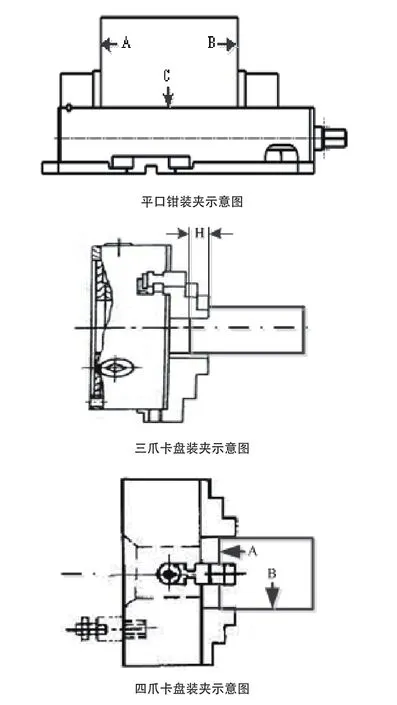
图6 夹具装夹示意图
2)三爪卡盘:由用户指定的底面,以其法矢的反向为Z轴,以垂直于Z轴的平面中呈90°夹角的两个矢量分别为X、Y轴(X矢量叉乘Y矢量为Z轴方向),以夹持柱面轴线在底面上的投影点P’为坐标原点建立局部坐标系CSYS_temp。坐标原点沿X轴移动圆柱面半径的距离,求得的点就是卡爪定位点。CSYS_temp的三个坐标轴矢量就是固定钳口在装配坐标系对应的方向矢量。
3)四爪卡盘:四爪卡盘定位与三爪卡盘定位相似,但由于四爪卡盘多用来夹持块状、不规则状模型,根据用户指定的底面、夹持面建立局部坐标系CSYS_ temp后,需要确定另外三个夹持面的形状、位置。求解方法是,从底面中心发出X、Y、-X、-Y方向的射线,求得四条射线与模型相交的距离底面中心最远的面,并记录底面中心与四个面的距离,底面中心分别沿着四条射线移动求得的距离,就是四爪卡盘卡爪的定位点。四个卡爪的定位方向各不相同,只要保证卡爪夹紧面与夹持面接触,很容易计算出每个卡爪坐标系轴线对应的方向矢量。
4)顶尖:用户指定的夹持面可能是中心孔锥面,也可能是中心孔所在地端面。若用户指定的是中心孔倒角,计算锥角大小,很容易求得锥角顶点的坐标,这就是新建局部坐标系的原点,锥面轴线方向可作为局部坐标系的Z轴,X、Y轴为垂直于Z轴的平面上呈90°夹角的两个方向矢量(X、Y叉乘等于Z)。此时顶尖定位点就是局部坐标系原点,CSYS_temp的Z轴与顶尖方向平行,很容易求得顶尖另外两个方向矢量。
3 通用夹具库系统的实现
三维CAD种类很多,均提供了二次开发技术,考虑到三维绘图领域中UG应用面广、用户群多的特点,本通用夹具库基于UG平台,使用了C++语言结合UG二次开发接口实现夹具库功能。UGNX提供了UG/OPEN MenuScript、UG/OPEN UIStyler和UG/OPEN API等二次开发模块。其中UG/OPEN API是UG/OPEN最常用的开发工具,它提供了UGNX软件的几乎全部编程接口,这些接口实质上是UGNX提供的一系列函数与过程的集合。UG/Open API封装了近2000个UGNX操作函数,本系统使用其中的函数来实现夹具模板的参数化驱动[1]。
3.1 夹具部件模板参数化驱动主要函数实现
在实现参数化驱动的代码中,用到的函数主要有:UF_PART_ask_part_tag()用于获取模板文件的唯一标识号;UF_PART_open_quiet()后台打开模板文件;UF_ MODL_edit_exp()用户修改表达式参数,也是参数化驱动的核心API;UF_MODL_update()刷新模板文件,此时可以看到参数化驱动的过程;UF_PART_save()保存模板文件即可。
3.2 快速装夹技术的函数实现
通过交互界面获取用户输入信息,然后解析输入信息,获取到用户指定的装夹面,UF_MODL_ask_face_ data()用于获取装夹面的信息,利用这些面信息建立局部坐标系,通过计算工序模型和装夹面的最小包围盒计算夹具定位点,由此得到部件最终的位置矩阵;UF_ASSEM_add_part_to_assembly ()将夹具部件载入装配图时会产生一个对象事件(instance);UF_ASSEM_ reposition_instance()利用位置矩阵将装配部件重新定位;UF_MODEL_update()更新模型,装配完毕。
4 应用实例
以三爪卡盘为例进行操作说明。以KM3DCAPP-M(武汉开目软件公司研发的三维机械加工工艺规划软件)为操作平台,加工零件为航天设备中常用的轴类零件。用户使用KM3DCAPP-M系统自动对零件进行分析,自动识别加工特征、自动生成毛坯、制定工序、自动生成工序模型之后,点击KM3DCAPP-M软件“选择工装夹具”按钮,夹具库系统根据模型形状和加工处理的工艺信息(加工面、加工方法)自动推荐夹具类型和型号,若用户不满意,“删除工装夹具”,重新添加即可自主选择夹具种类和型号。弹出交互界面后,用户指定卡爪类型和夹持方式,选择夹持面,预览,满足要求则点击“确定”,若不满足需求,重新选择夹持面,即可重新装夹。点击“确定”,则保存装配图,装配完成。

图7 三爪卡盘装夹示例
5 结论
参照夹具手册,利用C++和UG二次开发技术建立的通用夹具库系统,能够根据用户交互信息对工序模型进行准确的夹持。夹具模板参数化,满足了用户对同一系列夹具不同尺寸规格的要求;快速装配技术,大大提高了用户的工作效率。现在此模块已经与KM3DCAPP-M软件集成,提高零件生成工艺规划的效率的70%以上。
[1] 刘爽.基于UGNX的机床夹具标准件库的开发[J].中国制造业信息化.2011.
[2] 李铁钢.基于UG的工装标准件库开发[J].组合机床与自动化加工技术.2009.
[3] 杨华甫,唐耀红,邓唯一.集成环境下CAFD系统框架及体系结构研究[J].计算机应用.2005.
[4] 翁剑成,张赟. 基于Pro/E的组合夹具三维标准件库的建立[J].制造业自动化.2011.
[5] 高申存,黄翔,李迎光.基于知识熔接的标准件库的研究与实现[J].机械制造与研究.2006.
[6] 石苏庆.基于UG的三维标准件库的建立原则和方法[J].机械工人.2005.
[7] 胡庆夕.徐言直.陆齐.基于UG环境产品自动装配设计的研究[A] 2008.
