基于机器视觉的精冲零件断面缺陷检测系统研究
2016-03-02刘艳雄张亮杰
刘艳雄,张亮杰
(武汉理工大学 现代汽车零部件技术湖北省重点实验室,武汉 430070)
0 引言
随着精冲技术的不断发展,精冲成形由于其优质、高效和低耗的特点,在航空航天、机械、汽车、电子和军工等领域得到了愈来愈广泛的应用。以汽车产业为例,采用复合精冲成形技术生产的变速换挡机构总成,座椅调角器总成,发动机链轮、端盖等精密零部件得到广泛应用。目前,美、德、日等发达国家,一辆小轿车上一般至少有100个零件采用精冲件,有的甚至达到200个精冲件[1]。
零件在大规模生产中难免会产生缺陷,而目前对于精冲零件的缺陷检测绝大多数使用的是传统的人工抽样检测的方法,这种方法不仅效率低下,而且容易出错,不适宜现代智能化制造的发展要求。对于精冲零件的断面特征,主要包括塌角、光亮带、撕裂带和毛刺,我们希望得到的精冲零件能获得100%的光亮带但实际生产中很难得到全光亮带,断面上通常容易产生撕裂带,但只要撕裂带控制在一定的比例以下,不影响零件的使用要求,也可认为是合格产品,这样无疑增加了人工检测的难度。
如今随着计算机互联网技术的不断发展,智能化生产的概念得到了广泛的普及,机器视觉技术在智能化生产中有着广阔的应用前景,并可成为精冲零件缺陷检测的主要方法。机器视觉使用机器来代替人眼进行传统的检测和判断,提高了生产线的自动化和智能化程度,大大提高了生产效率和生产的自动化程度[2]。而且机器视觉易于实现信息集成,是基于计算机实现智能化生产的基础技术[3]。目前机器视觉技术已广泛应用在:PCB板自动检测[4]、汽车车身焊接检测以及基于模型的视觉检测等领域。典型的机器视觉系统主要包括CCD相机、光源、镜头、图像采集卡、计算机等设备。
为了提高精冲零件生产效率,促进精冲成形智能化制造,本文提出了一套基于机器视觉的精冲零件断面缺陷检测系统。该系统由硬件系统和计算机软件系统系统两大部分组成,通过图像采集设备获取精冲零件断面信息,再通过图像处理提取零件断面缺陷信息。在缺陷检测的过程中,本文根据撕裂带的高度来判断零件是否合格,并取得了较好的效果。
1 精冲零件断面缺陷检测系统硬件构成
相机是机器视觉系统的核心部件,相机的选择一般考虑分辨率、灵敏度、信噪比和成本等因素,本系统根据检测的精冲零件,选择面阵黑白CCD相机。
设传送带移动速度为v米/秒,相机的最大采集速度为p帧/秒,零件长度为L,高度为H,相机视野为A×B,相机分辨率为C×D,规定的检测速度要求至少为n个/秒,每个零件的检测时间为t,则相机在拍照过程中零件移动的距离为:

以上参数的选择需满足以下两个条件:
1)每个零件的检测时间需小于技术规定的时间,即t<1/n;
2)相机在长度方向的视野需大于零件前进的距离和零件的长度之和,即A>△L+L;
系统以常见的精冲零件—变速器换挡拨叉为例,长度L=115mm,高度H=10mm,并要求检测速度为10个/秒,相机的采集速度为50帧/秒,由上述两个条件可得:

现场环境不考虑干扰物的情况下,相机视野A×B可选为150mm×40mm,我们规定系统的检测精度为0.1mm,所以相机的分辨率为:

即相机至少要保证625×200的分辨率才能满足精度为0.1mm的检测要求,分辨率越高检测效果越好,但考虑到成本因素,选择640×480的分辨率的相机即可。
光源的选择对机器视觉缺陷检测有很大的影响,本系统选择常用的LED光源,LED光源因其能耗低,可靠性高,价格便宜,广泛应用在机器视觉系统上,同时光源要保持稳定、色质要均匀[5]。
光电开关是整个系统的主要控制部件之一,系统中相机的拍摄时间通过光电开关来控制,当零件在运动过程中触发光电开关时,光电开关将信号传递给计算机,计算机控制相机进行拍照。光电开关将发射端和接收端光的强弱变化转变为电信号,按型号可分为:漫反射式光电开关、镜反射式光电开关、对射式光电开关等[6],本系统采用一组对射式光电开关。调整光电开关在检测线上相对时间,可以调整被检测零件在照相区域的相对位置和大小,因此合理布置光电开关的位置,使被检测零件正好在相机成像区域的中间。为获得良好的拍摄效果,我们将光电开关安装在相机的前方,当零件运行过程中遮住光电开关的光路时,光电开关将信号传递给计算机,计算机控制相机进行拍照,整个系统的原理如图1所示,图a为原理图,图b为简易的试验装置,本文后续的处理图片都由此装置所得。

图1 光电开关布置示意图
3 图像采集
图像的采集模块是整个系统运行的关键模块之一,完成零件运动过程中表面缺陷的采集工作,不稳定的图像采集质量会影响最后的检测效果。为获得良好的采集效果,除了保证良好的光源效果外,还需要设置合适的相机参数,如曝光时间、相机的打开和关闭时刻等。
本系统中图像采集使用Labview中的NI模块对相机进行控制,控制参数主要有打开相机、配置相机参数、单次拍摄或连续拍摄、关闭相机等。相机在拍摄过程中,零件是在传送带上运动,为防止图像出现“拖影”现象,我们需设计较小的曝光时间。相机的增益表示CCD感光元件的感光速度,增益越大,感光能力越强,对曝光的时间需求越小。在实际使用过程中,增益越小,图像的细节表现的越充分,增益越大,图像亮度越大,但噪点也随之增多,图像质量会变差,增益参数的设置需综合考虑相机的参数和检测需求。
4 图像处理
相机将拍摄的零件图片传递给计算机,计算机再进行图像处理,来判断零件是否合格。常见的图像处理技术包括图像分割、图像滤波、图像二值化等。本系统的流程如图2所示,首先相机拍照,然后计算机进行预处理,对可疑零件进行后处理,最后判断零件是否合格。

图2 图像处理流程
零件在大批量生产过程中难免会出现缺陷,但大部分零件是合格的,如果对生产的所有零件都进行整套的检测流程,必然会影响检测效率。本系统首先进行预处理流程来剔除大部分合格的零件,对有可疑目标的零件再进行后处理流程,最终判断零件是否合格。
4.1 图像预处理流程
相机拍照传递给计算机后,计算机首先对零件图像进行预处理,以判断零件是否合格,若零件有可疑目标,则需计算机对零件图像进行后处理来判断零件最终是否合格。本系统的预处理流程主要包括:图像分割、图像滤波和增强、边缘检测。
相机拍摄的一幅照片中,零件往往只占其中的一小部分,而如果将整个图片都进行图像预处理,将极大增加计算成本和硬件投入,所以首先需使用图像分割技术提取图像中的主要目标。如图3所示,当零件在传送带上运动,相机对零件进行拍照时,零件只可能会出现在图像的中间区域,而上下两个区域都是无效的,仅对有零件的区域进行图像处理技术即可。因此,可在检测程序配置摄像头的时候进行图像有效区域预先标定,选出传送带上零件可能出现的区域,在检测程序开始工作后,每获取一张照片,就通过预设的有效区域范围对照片进行截取,这可将500万像素的图像截取到100万像素以下,从而极大地提高识别速度,减少消耗时间,提升效率。

图3 零件有效区域示意图
为获得良好的检测图像,消除外在因素的影响,我们需对图像进行滤波处理。目前常用的滤波方法分空域滤波和频域滤波,空域滤波是在图像空间中借助模板进行领域操作完成的,根据操作特点可分为线性滤波和非线性滤波,根据滤波效果又可分为平滑滤波和锐化滤波[7]。目前常用的空域滤波主要是中值滤波,它是一种去除噪声的非线性滤波方法,其基本原理是把数字图像或数字序列中一点的值用该点领域中各点的中值代替,设输入序列为{xi,i∈I},I为自然数集合或子集,则滤波器的输出如式(3)所示:

式中,i∈I,n为窗口长度,u=(n-1)/2。
中值滤波是非线性运算,可以有效的抑制椒盐噪声,但对高斯噪声的抑制效果并不理想,但与线性滤波相比,中值滤波可以保护图像边缘,便于后面的边缘提取[8],故本系统采用中值滤波,如图4为滤波后的效果,经滤波后零件断面上一些细小的噪点得以去除,图像质量得到了明显的改善。
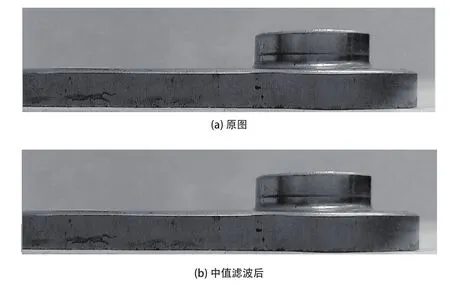
图4 滤波前后图像对比
边缘检测技术对于数字图像处理非常重要,本系统的预处理流程就是根据边缘提取后的零件图像来剔除掉大部分合格的零件,良好的边缘检测效果可以大大提高检测效率。精冲零件图像的边缘主要包括零件的轮廓、毛刺、撕裂带等特征,目前主要的边缘提取算法有Roberts,Sobel,Prewitt,Laplas以及Canny算法[9],下面主要介绍Sobel和Canny算子的优缺点,并选取适合本设计的边缘检测方法。
Sobel算子是经Prewitt算子改进得出的,主要方法是将与中心像素距离较近的点的权值加大,与中心像素距离较远的点的权值减小,表达式如下所示:

Sobel算子的两个卷积计算核分别为:
利用上述两个矩阵分别为x、y方向卷积模板,由此可推出图像中每个点的梯度幅值的数学表达式为[10]:

Soble是一组方向梯度算子,从不同的方向检测边缘,并不是简单的求平均再差分,而是加强了中心像素上下左右四个方向的权重。Sobel算子首先对图像进行了平滑处理,具有一定的抑制噪声的能力,通常对灰度渐变和噪声较多的图像处理的较好,但不能排除检测结果中出现的虚假边缘[11]。
从图5可以看出,Sobel算子能得到较好的边缘检测效果,本文采用Sobel算法检测边缘信息,得出的轮廓比较清晰规则,没有伪边缘产生,但Sobel得出的图片效果较暗,所以对一部分有可疑目标的零件,我们还需要进行图像后处理操作。

图5 图像边缘提取
对于一个精冲零件,它的断面主要包括光亮带、撕裂带、塌角和毛刺。正常的精冲零件断面难免会出现撕裂带,但只要断面撕裂带的垂直最大高度占断面高度的百分比不超过一定数值时,仍认定零件是合格的。本系统预处理流程将边缘检测后的图片进行处理,判断零件断面是否有撕裂带。

图6 精冲零件断面特征图
首先需从图像中提取轮廓信息,为确定工件位置,需先提取左右轮廓。先遍历图像上所有的点g(i,j),找出图像中最左和最右侧的点进行左右轮廓提取。设最左侧和最右侧的点一次为左上点为p1(x1,y1),左下点位p2(x2,y2),右上点为p3(x3,y3),右下点位p4(x4,y4)。则x1=x2为最左端出现的点,x3=x4为最右端出现的点。之后遍历i=x1上所有的点,找到最高点为y1,最低点为y2,其中若y2-y1的长度小于50像素,说明找到的i=x1是伪边缘,则放弃i=x1继续向右寻找,知道找到为止。经过处理,得到的左右边缘如图7所示:

图7 左右轮廓提取示意图
提取出左右边缘后,根据左右边缘处点的坐标,可以去除掉轮廓边缘,剩下的既是缺陷。如果轮廓边缘内含有明显的撕裂带边缘信息,则判定零件为可疑零件,需进行图像预处理;若没有明显的撕裂带边缘信息,则直接判定零件合格,删除图像,不需要进行后处理流程。由于精冲机的加工特性,零件表面可能会残留竖纹状表面痕迹,但这不属于缺陷范围,在高灵敏的图像识别过程中可能被记录,所以要剔除这部分轮廓带来的干扰。
4.2 图像后处理流程
图像进过预处理流程后,能排除掉大部分合格的零件,但仍有一小部分图像不能判断零件是否合格,此时需要更精确的后处理流程。图像经过后处理流程后,能检测出其中有缺陷的零件,并对有缺陷的零件,检测出其缺陷的位置、撕裂带的高度其面积的大小。
将灰度图像进行阈值分割可以得到二值化图像,二值化可将图像中目标(本系统中目标为零件表面缺陷)从背景中分离出来,从而得到目标的形状、位置等重要特征。
在二值化图像中通常用像素1或像素255来代表物体,用像素0来代表背景。图像二值化的核心是确定一个合适的灰度值T或灰度区间来作为阈值,以此来分割图像,如下式所示:

上式中T的选取直接影响分割效果。如果T选取的过大,则会使目标旁边产生一些细小的黑斑;如果T选取过小,则会将零件轮廓显示出来,影响检测精度。如图8所示为二值化后的图像。
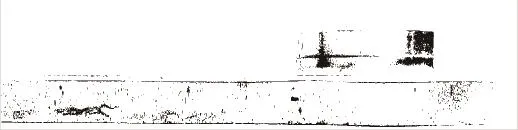
图8 二值化后图像
通过合理的二值化,可以将零件表面缺陷从背景中提取出来,接下来可以使用粒子分析的方法,去除掉其中图像中可能存在的噪点,并推算出缺陷的位置、面积等特征。去除多余粒子,提取出的缺陷图如图9所示。

图9 提取出来的缺陷
5 实验结果与分析
本文使用常用的精冲零件—汽车变速器换挡拨叉为例进行试验,使Labview作为软件平台进行试验,并结合matlab计算撕裂带高度及其面积。
预处理之后,对于表面有可疑目标而无法判断的零件,需进行后处理流程。后处理流程首先对图像进行二值化,把图像的背景与目标分离出来,本文结合图像的灰度直方图确定阈值范围,二值化后零件表面的缺陷从背景中分离了出来,效果较理想。二值化后,就可以利用粒子分析功能来计算表面缺陷的特征,如缺陷面积、位置、撕裂带最大垂直高度等。将这些数据做统计分析,对实际生产具有很好的指导意义。图10是将表面缺陷特征用矩形框选出来,表1是以常见的精冲零件—变速器拨叉为例得出的缺陷撕裂带最大垂直高度和面积。

图10 零件断面缺陷信息图

表1 计算出各个缺陷面积及撕裂带最大垂直高度(单位为像素)
表1只列举了几个比较大的缺陷特征,从表1中可知,精冲零件断面各缺陷信息,而该拨叉凸台高度约为102个像素值。由于该断面不是零件的主要工作面,允许的撕裂带占比为30%,固可判断该零件合格。
6 结束语
本文以汽车上常用的精冲零件为例,将机器视觉技术应用在精冲零件断面缺陷检测技术上,设计了整个机器视觉系统的工作流程,通过对零件图像的采集和处理,计算出拨叉的高度和断面缺陷撕裂带面积和最大垂直高度,进而能判断零件是否合格,实验证明取得了良好的效果,并且本系统具有很好的柔性化程度,可以应用在各种不同的生产线上,对实现精冲成形智能化制造具有重要意义。
[1] 周开华.精冲技术的发展与应用[J].模具制造,2008,3:1-7.
[2] 刘金桥,吴金强.机器视觉系统发展及其应用[J].机械工程与自动化,2010,1:216-218.
[3] 厉晓飞.基于机器视觉的汽车零件缺陷检测技术研究[D].武汉理工大学,2012.
[4] Moganti M, Ercal F, Dagli CH. Automatic PCB inspection algorithms:a survey[J].Computer Vision and Image Understanding, 1996,63(2):287-313.
[5] 姜磊,韩承江,于化龙,等.基于机器视觉系统在饮料行业中的应用研究[J].食品工业科技,2010,31(5):384-385.
[6] 蒋慧海.光电开关的原理及应用[J].铜业工程,2009(2):41-46.
[7] 姚敏.数字图像处理[M].北京:机械工业出版社,2012.
[8] Abouelela A, Hazem M A, Hesham E. Automated vision system for localizing structural defects in textile fabrics[J].Pattern Recognition Letters,2005,26(10):1435-1443.
[9] Doronicheva A.V, Socolov A.A, Savin S.Z. Using sobel operator for automatic edge detection in medical images[J].Journals of Mathematics and System Science,2014,4:256-260.
[10] 叶枫.基于灰度图像的边缘检测方法研究[D]. 西北工业大学,2003.
[11] 张洁. 数字图像边缘检测技术的研究[D].合肥工业大学,2009.
