多孔口罐盖焊接机器人运动模型研究
2016-03-02邵青青王好臣
邵青青,王好臣
(山东理工大学 机械工程学院,淄博 255049)
0 引言
由于多孔口罐盖与接管连通焊接的相贯线接缝较为复杂,通用焊接机器人难以满足焊接要求,故目前对这种多孔口罐盖与接管的相贯线接缝大都采用手工焊接。劳动环境差,制作成本高,生产效率低,严重阻碍了自动化生产[1]。目前,对于复杂相贯线接缝的焊接国内已取得了一定的研究成果[2~4]。如文献[2]研制了锅炉封头和接管的自动焊接装置。它是利用凸轮机构来控制焊枪末端的运动轨迹,对于不同形状尺寸相贯线焊缝的焊接需要更换制作不同形状尺寸的凸轮。文献[3]研制的串并联混合式管道插接专用焊接机器人,采用多轴运动控制器PMAC对机器人各个关节进行控制,机器人可以随管道位姿进行调节,在不采用变位机的情况下实现了管道插接相贯线接缝的焊接。文献[4]针对与半球形封头插接的多个圆管紧密排列的空间位置特点,设计了J形坡口专用焊接机器人。该机器人为悬挂式结构,工作时不与焊接件直接接触,而是悬挂在被焊圆管上方。针对多孔口罐盖与接管的焊接,国内还没有具体研究,基于此现状,需要研制多孔口罐盖专用焊接机器人。为提高焊接质量,本文设计了带有变位机[5]的焊接机器人系统。焊接过程中变位机带动工件转动,焊接机器人一边与罐口随动,一边根据焊缝位置对焊点做出相应的调整,使待焊点始终处于平焊状态[6],保证了焊缝质量。通过建立其相贯线空间数学模型,推导出其相应的运动方程。图1为多孔口罐盖实例图,本文将以其为例来说明这类工件的焊接。

图1 多孔口罐盖
1 焊接机器人的系统组成与工作原理
图2是设计的6自由度多孔口罐盖专用焊接机器人结构示意图。前三个自由度确定焊枪的空间位置,4、5、6自由度调整焊枪的姿态[7]。工作时,将多孔口罐盖装夹在变位机8上,变位机采用伺服电机驱动以实现速度可调、位置可控。焊接前调整好焊枪与焊缝的初始位置A0(设A0为每个罐口与罐盖中心轴线距离最远的点),焊接开始后变位机按预编好的程序将工件旋转一定的角度,随着工件的旋转,焊接机器人一边与罐口随动,一边根据焊缝位置对焊点做出相应的调整,使焊接位置始终处于平焊的最佳状态。变位机旋转一周完成一个罐口与接管的焊接。变位机按预编好的程序将工件旋转一定的角度找准焊枪与焊缝焊接的下一个初始位置,进行下一个罐口与接管的焊接。
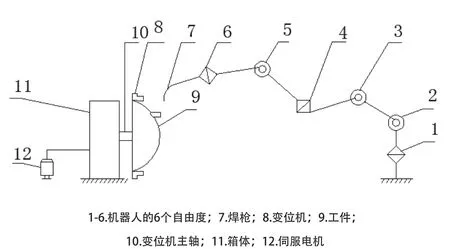
图2 多孔口罐盖专用焊接机器人结构示意图
2 机器人运动控制
要实现对机器人在空间运动轨迹的控制[8],完成预定的作业任务,就必须知道机器人末端瞬时的空间位置和姿态。所以需要构建出相贯线位置数学模型和焊枪姿态数学模型。
2.1 相贯线数学模型
图3是多孔口罐盖与接管相贯线接缝示意图。
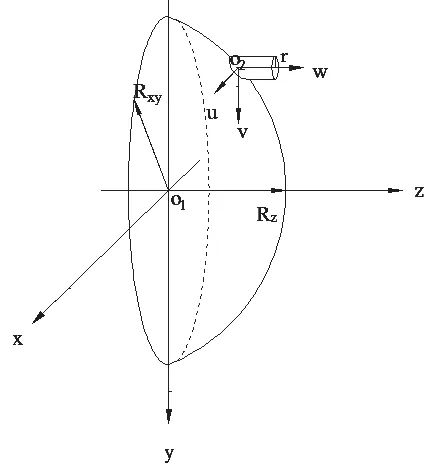
图3 多孔口罐盖与接管相贯线接缝示意图
如图3所示,参考机床坐标系以罐盖底面圆心o1为坐标原点建立右手笛卡尔坐标系[9]o1xyz。设接管与罐盖表面的交点为o2(a,b,c),以o2为坐标原点建立与o1xyz平行的坐标系o2uvw。设罐盖下底面在xo1y平面内的半径为Rxy,在o1z方向的半径为Rz,接管半径为r,则罐盖表面在坐标系o1xyz中的方程为:

圆柱接管在坐标系o2uvw中的方程为

由空间几何关系可知,坐标系o1xyz与坐标系o2uvw之间存在如下坐标变换关系:
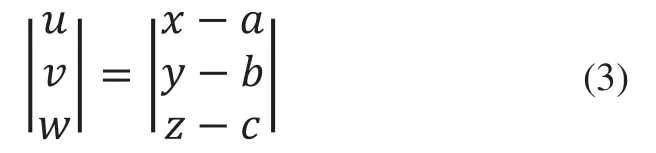
所以在o1xyz坐标系中圆柱接管方程变为:

由式(3) ,(4)求得相贯线接缝在o1xyz坐标系中参数方程为:

为相贯线坐标点(u v w)在uo2v平面中与o2u轴的夹角,取值范围为[0,2π]。
2.2 机器人与变位机协调运动方程
由于接缝为复杂空间曲线,焊接过程中只有一小段接缝处于理想平焊状态。为了保证焊接质量,采用变位机与机器人的协调运动,变位机不断地把待焊点送到理想平焊位置,同时机器人各轴与变位机协调运动以保持焊枪对焊缝的跟踪。下面以图4为例来研究机器人与变位机协调运动下的运动方程。

图4 机器人与变位机协调运动下坐标关系图
如图4所示,以OXYZ表示固定的全局参考坐标系,以o1xyz表示工件坐标系,这两个坐标系原点重合,OZ轴与o1z轴也完全重合且无偏转角度[10]。工作时,变位机带动工件坐标系一同绕Z轴旋转,设变位机旋转角速度为已知ω,那么t时间后工件坐标系绕Z轴旋转的角度为θ=ωt(θ取值范围为[0,2π]),则工件坐标系绕Z轴旋转θ角度后的变换矩阵为:

则相贯线接缝相对于固定参考坐标系的坐标方程为:

即:

由此可得机器人与变位机协调运动下相贯线接缝在固定参考坐标系下方程为:

在焊接过程中,为保持理想的平焊状态变位机不断地把待焊点送到理想平焊位置,焊枪也需随即跟踪到最佳平焊位置点。实际上焊枪在焊接过程中始终处于Ymin点。由图4可以看出,当变位机转动角度θ=0时,最佳平焊位置点P0在uo2v平面中与o2u轴的夹角为=π/2,当变位机转动角度θ≠0时,最佳平焊位置点Pi在uo2v平面中与o2u轴的夹角为/2+θ,由此可得与θ存在=π/2+θ的关系。所以式(8)可简化为:

式(9)即为焊枪末端位置方程,θ为变位机转动的角度,取值范围为[0,2π]。
2.3 焊枪姿态方程
除了焊接位置,焊枪的姿态也是影响焊接质量的一个重要因素。所以在焊接过程中不但要使焊枪始终处于最佳焊接位置,还需根据在不同的位置焊点适时调整焊枪姿态。焊枪末端在被焊点Pi(Xi,Yi,Zi)处应处于相贯线接缝在Pi(Xi,Yi,Zi)处法平面与两空间曲面在点Pi处切平面的角平分线上[11],局部放大图如图5所示。

图5 焊枪姿态局部放大图
设罐盖表面在Pi点处的切平面1方程为A1X+B1Y+C1Z+D1=0,圆柱接管表面在Pi点处的切平面2方程为A2X+B2Y+C2Z+D2=0。则切平面1的法向量为n1={A1,B1,C1},切平面2的法向量为n2={A2,B2,C2}。由式(1)、式(4)可得n1={},n2={Xi-a,Yi-b,0}。则Pi点处的二面角为:
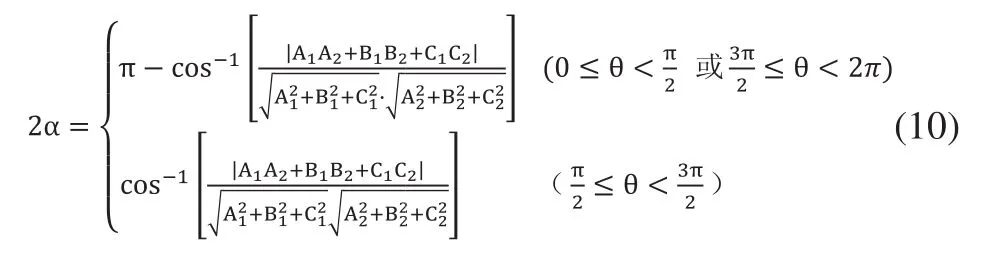
在整个焊接过程中,焊枪姿态始终平行于YOZ平面,且与罐盖表面在Pi点处的切平面1和圆柱接管表面在Pi点处的切平面2的夹角都为α。
3 焊接实验
图6是根据推导的机器人与变位机协调运动方程在Matlab中得到的三维曲线图,结果表明,由此得出的三维曲线图与相贯线接缝完全吻合,证明了文中模型的正确性。运用理论建模与其他方法联合来保证焊接精度进而进行了实际的焊接,焊接效果如图7所示。焊接过程中焊枪末端位置运行平稳,焊枪姿态在误差范围内能达到理想平焊状态,焊接结果较为理想。
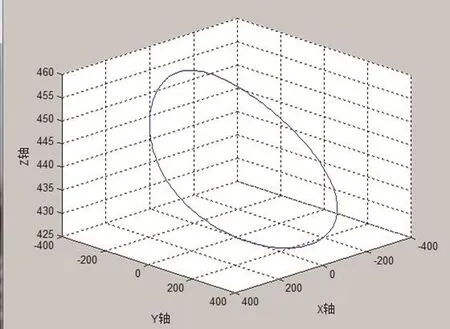
图6 机器人与变位机协调运动下焊枪末端位置曲线图

图7 实际焊接结果
4 结论
1)从多孔口罐盖的焊接特点出发,建立了其相贯线接缝的空间位置模型,并进一步推导了焊接机器人与变位机协调运动下的焊枪末端位置模型和焊枪姿态模型,这些数学模型都具有一定的通用性和实用性。
2)运用理论建模与其他方法联合来保证焊接精度,满足焊接工艺要求。
[1] 宋金虎.我国焊接机器人的应用与研究现状[J].电焊机,2009,39(4):18-21.
[2] 张忠厚,李文娟.锅炉封头相贯线接缝自动焊机的研制[J].焊接学报,1999,20(增刊):114-118.
[3] 任福深,陈树君,等.管道插接相贯线专用焊接机器人[J].焊接学报,2009,30(6):59-63.
[4] 胡绳荪,王明建,等.J形坡口焊接机器人运动控制系统设计[J].天津大学学报,2014,47(4):371-376.
[5] 康艳军,朱灯林,等.曲线焊缝弧焊机器人和变位机之间协调运动的研究[J].机械制造与自动化,2005,20(1):76-80.
[6] 刘西洋,孙凤莲,等.Nd:YAG激光+CMT电弧复合热源平焊工艺参数对焊缝成形的影响[J].哈尔滨理工大学学报,2010,15(6):107-111.
[7] 韩建海.工业机器人[M].武汉:华中科技大学出版社,2012.
[8] 郑国华.机器人焊接管相贯的运动分析和轨迹规划[D].沈阳:沈阳工业大学,2004.
[9] 赵玉刚,宋现春,等.数控技术[M].北京:机械工业出版社,2003.
[10] Saeed B.Niku.机器人学导论[M].北京:电子工业出版社,2013.
[11] 任福深,陈树君,等.管道插接焊缝位置及焊枪位姿建模[J].焊接学报,2008,29(11):33-36.
