对开式中厚板矫直机弯辊装置力学分析
2016-02-21刘囡南
苗 燕 刘囡南 仲 鹏
(1.新冶高科技集团有限公司; 2.达涅利冶金设备(北京)有限公司 技术部)
对开式中厚板矫直机弯辊装置力学分析
苗 燕1刘囡南1仲 鹏2
(1.新冶高科技集团有限公司; 2.达涅利冶金设备(北京)有限公司 技术部)
介绍了对开式中厚板矫直机弯辊装置的结构特性,确定了各部件之间的力作用关系和运动关系,建立了弯辊装置整体力学模型和偏心轴与左右压力框架在负弯和正弯时单体力学模型,并对弯辊装置在工作辊负弯和正弯时进行了力学分析,根据工作辊的极限转角和极限弯矩,求解出负弯和正弯时弯辊装置的弯辊矩和弯辊液压缸需要输出的最大作用力,为弯辊装置的结构设计及其强度、刚度校核提供了理论依据,为其尺寸优化提供参数上的依据。
矫直机 弯辊装置 正弯 负弯 弯辊矩
0 引言
钢板在轧制、冷却和运输过程中,由于各种因素的影响,往往产生形状缺陷,如纵向弯曲、横向弯曲、边缘浪形和中间瓢曲以及镰刀弯等,为了消除这些缺陷,轧件需要在矫直机上进行矫正。带有中浪或边浪等板型缺陷的板材,纵向纤维长度不一致,这类板材无弯辊矫直时,一般需要多道次矫直才能满足不平度要求。具有弯辊装置的矫直机,除必须的压弯量外,对矫直辊施加合适的弯辊量,能有效减小沿板宽方向上纵向纤维的不均现象,残余应力可得到消除或呈均匀分布[1-4],生产实践证明,配有弯辊装置的矫直机矫直效率可大大提高。笔者通过对对开式中厚板矫直机上压力框架弯辊装置的结构分析、自由度分析、力学分析,为弯辊装置的结构设计及其强度、刚度校核提供理论依据,同时为弯辊装置的尺寸优化提供参数上的依据。
1 弯辊装置的结构及其自由度分析
1.1 弯辊装置的结构分析
弯辊装置的结构如图1所示。在此装置中,由弯辊液压缸2,通过摆动臂5推动偏心轴6转动,偏心轴6和转动轴3通过连接板4连接,偏心轴6带动连接板4运动,右压力框在连接板4的作用力下绕连接轴9转动;弯辊液压缸2与左压力框架10的连接臂相连,左压力框架在弯辊液压缸2和连接板4的带动下绕连接轴9转动;摆动臂5和偏心轴6用键相连;偏心轴6装在右应力框架8上,右应力框架可绕其转动;转动轴3装在左应力框架10上,左应力框架可绕其转动;平衡液压缸1的下部安装在左右压力框架上,上部安装在机架上。
弯辊装置工作时,由弯辊液压缸推动偏心轴转动。偏心轴安装在右压力框架上,与安装在左压力框架上的转动轴一起由连接板连接。经过力的传递,偏心轴上的力通过连接板传递给转动轴,由转动轴带动左压力框架转动;通过连接板的反作用力,使

图1 弯辊装置结构图
6-偏心轴;7-机架;8-右压力框架;9-连接轴;10-左压力框架
偏心轴推动右压力框架转动。弯辊装置的底部是与矫直机的上辊系连接在一起的,通过弯辊装置预弯,使工作辊产生一定挠度,以达到矫直板材的目的。当弯辊液压缸收缩时,左压力框架绕连接轴逆时针转动,右压力框架同时绕连接轴顺时针转动,两压力框架成倒ν字型,由力的传递作用于工作辊,使得工作辊负弯;当弯辊液压缸伸张时,左压力框架绕连接轴顺时针转动,右压力框架同时绕连接轴逆时针转动,两压力框架成ν字型,由力的传递作用于工作辊,使得工作辊正弯。
1.2 弯辊装置的自由度分析
根据图1所示的弯辊装置结构,简化得到弯辊机构简图,如图2所示。

图2 弯辊机构简图
由图2可知,该机构由主动件(弯辊液压缸)4及从动件1、2、3、5、6、7、8组成,共8个构件,为平面八杆机构。其中,构件1、2,构件1、3,构件1、7,构件1、8,构件4、5,构件5、7,构件5、8,构件6、7,构件2与机架,构件6与机架构成转动副;构件3、4构成移动副。
则此平面八杆机构的自由度为:
F=3n-2P=3×8-2×11=2
(1)
式(1)中F为平面连杆机构的自由度,n机构中活动构件数,P为机构中低副数。
在此机构中,自由度数目为2,大于原动件数目1,机构的运动将不确定。这时机构的运动将遵循最小阻力定律[5],而首先沿阻力最小的方向运动,由于弯辊装置的左右压力框架是对称关系,所有其在弯辊缸收缩或者伸张时对称的相背或者相向运动。
2 弯辊装置的力学分析
弯辊装置对工作辊预弯,分为负弯和正弯两种情况。由结构分析可知,当弯辊缸收缩时,使得工作辊负弯,当弯辊缸伸张时,使得工作辊正弯。不论负弯或者正弯,当矫直机处于工作状态时,工作辊实际弯曲的转角都不能超过其极限转角,因此在设计时应该满足弯辊缸所提供的最小弯辊力矩能够使工作辊正常工作在负弯或者正弯时达到极限转角。
2.1 工作辊极限转角和极限弯矩分析
矫直钢板过程中,需要工作辊对钢板进行压弯,因此工作辊受到钢板对其均布载荷的作用力,如图3所示。

图3 工作辊受力示意图
将此时的工作辊简化为受均布载荷作用的简支梁模型,如图4所示。

图4 工作辊简支梁模型
由工作辊的辊径、长度和材料的机械性能参数,可以确定工作辊的极限转角[6],设工作辊的极限转角为 ,辊长为L,则
(2)
式(2)中,E为材料的弹性模量,I为惯性矩, 为工作辊可承受的最大应力分布载荷。
在最大应力分布载荷下,工作辊所能承受的最大弯矩为,
(3)
在承受均布载荷q作用下,工作辊的转角与最大弯矩的关系[6]如下,
(4)
式(4)中,E为材料的弹性模量,I为惯性矩,M为工作辊在承受均布载荷q作用下的最大弯矩,L为工作辊长度。
2.2 弯辊装置负弯时力学分析
由弯辊装置结构图图1可知,当弯辊缸收缩时,左压力框架绕连接轴逆时针转动,右压力框架同时绕连接轴顺时针转动,两压力框架成倒ν字型,此时工作辊在弯辊装置两压力框架的作用下负弯,如图5所示。

图5 工作辊负弯示意图
2.2.1 弯辊装置整体力学分析
在矫直机处于工作状态时,对弯辊装置整体进行力学分析,弯辊装置整体受力简图如图6所示。

图6 弯辊装置整体受力简图
由弯辊装置整体受力简图可知,
F=qL
(5)
式(5)中,F为平衡液压缸的下压力,q为工作辊承受的钢板对其的均布载荷,L为工作辊长度。
2.2.2 负弯时偏心轴受力分析
由弯辊机构简图图2可知,偏心轴是在弯辊液压缸推动下进行转动,同时带动连接板一起运动,其受力简图如图7所示。
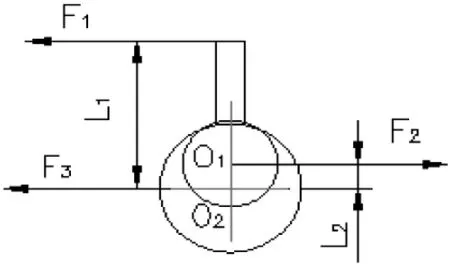
图7 负弯时偏心轴受力简图
在图7中,F1为弯辊液压缸对摆动臂的作用力,F2为连接板对偏心部分的作用力,F3为右压力框架对偏心轴的作用力,L1为F1到O2的距离,L2为F2到O2的距离。
由偏心轴受力平衡可得,
(6)
2.2.3 负弯时左右压力框架受力分析
在弯辊液压缸非工作状态下,工作辊受到钢板对其的均布载荷q作用力,工作辊产生负弯,其转角为θ。当需要增加工作辊的负弯角度,弯辊液压缸收缩,其对工作辊产生弯矩M,其受力简图如图8所示。工作辊的极限转角为θmax,其由工作辊的辊径、长度和材料的机械性能参数决定。由公式(3)可得弯辊装置对工作辊的最大弯矩为:
(7)

图8 负弯时工作辊受力简图
左右压力框架是弯辊装置的主体,由弯辊机构简图图2,可得左右压力框架受力简图如图9所示。

图9 负弯时左右压力框架受力简图
在图9中,F为平衡液压缸对左右压力框架的作用力,F4为弯辊液压缸对左压力框架作用力,F5为转动轴对左压力框架的作用力,F6为偏心轴对右压力框架的作用力,q为左右压力框架承受的钢板弯曲所产生的均布载荷,M为工作辊对左右压力框架的反弯力矩,L4为F4到O的距离,L5为F5到O的距离,L6为F6到O的距离,L7为F到O的距离,L为工作辊长度。
在不考虑质量因素影响条件下,对左右压力框架力矩平衡可以得到,
(8)
由力的作用与反作用原理可知,F4=F1,F5=F2,F6=F3,由弯辊装置结构和偏心轴的偏心安装位置可知,L5=L6+L2,L4=L6+L1,带入公式(5)、(6),则公式(8)可简化为:
(9)
带入公式(7)可得左右压力框架在工作辊负弯下提供的最大弯矩,
(10)
弯辊液压缸需要输出的力为,
(11)
由公式(10)、(11)可以看出,在工作辊负弯状态下,当矫直机在最大工作能力下正常工作时,即qGmax=q时,弯辊液压缸需要输出的力为最小,随着矫直负载的变小,弯辊液压缸需要输出的力逐渐增大,当矫直负载为零时,其输出的力达到最大值,最大值为,
(12)
2.3 弯辊装置正弯时力学分析
由弯辊装置结构图图1可知,当弯辊缸伸张时,左压力框架绕连接轴顺时针转动,右压力框架同时绕连接轴逆时针转动,两压力框架成ν字型,此时工作辊在弯辊装置两压力框架的作用下正弯,如图10所示。

图10 工作辊正弯示意图
在正弯状态下对弯辊装置整体进行力学分析,其受力简图与图6相同,同样的受力公式(5),
F=qL
(5)
2.3.1 正弯时偏心轴受力分析
由弯辊机构简图图2可知,工作辊负弯时弯辊缸收缩,工作辊正弯时弯辊缸伸张,因此在正弯时偏心轴受力与负弯时偏心轴受力分析方法相同,其受力简图如图11所示。

图11 正弯时偏心轴受力简图
由偏心轴受力平衡可得,
(13)
2.3.2 正弯时左右压力框架受力分析
在弯辊液压缸非工作状态下,工作辊受到钢板对其的均布载荷q作用力,工作辊产生负弯,其转角为θ。当需要增加工作辊的正弯角度时,弯辊液压缸伸张,其对工作辊产生弯矩M′,使工作辊由负弯状态转变为正弯状态,其正弯转角为θ′,其受力简图如图12所示。工作辊的极限转角为θmax,其由工作辊的辊径、长度和材料的机械性能参数决定。由公式(3)可得正弯时弯辊装置对工作辊的最大弯矩为:
(14)

图12 正弯时工作辊受力简图
与负弯时受力分析相似,由弯辊机构简图图2,可得正弯时左右压力框架受力简图如图13所示。
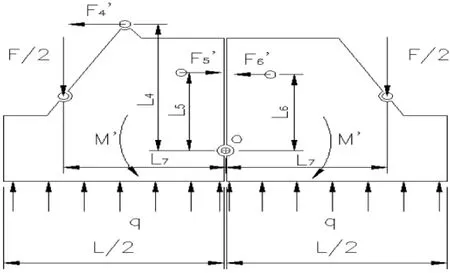
图13 正弯时左右压力框架受力简图

在不考虑质量因素影响条件下,对左右压力框架力矩平衡可以得到,
(15)
(16)
带入公式(14)可得左右压力框架在工作辊正弯下提供的最大弯矩,
(17)
弯辊液压缸需要输出的力为,
(18)
由公式(17)、(18)可以看出,在工作辊正弯状态下,当矫直机在最大工作能力下工作时,即qGmax=q时,弯辊液压缸需要输出的力为最大,随着矫直负载的变小,弯辊液压缸需要输出的力逐渐减小,当矫直负载为零时,其输出的力达到最小,弯辊液压缸需要输出的力最大值为,
(19)
由工作辊负弯和正弯的分析可知,弯辊液压缸在正弯状态下,当矫直机在最大工作能力下工作时,即qGmax=q,弯辊液压缸需要输出的力达到最大值,因此,在弯辊装置设计和校核时,应按照此最大值进行设计和校核。
3 结论
(1)通过对弯辊装置的结构分析,建立了弯辊装置机构简图,求解得到其平面自由度为2,确定其存在两个运动方向,遵循最小阻力定律,弯辊装置的左右压力框架在弯辊缸收缩或者伸张时对称的相背或者相向运动;
(2)通过对弯辊装置的力学分析,得到左右压力框架在工作辊负弯和正弯时需要提供的最大弯矩,求得弯辊液压缸在工作辊负弯和正弯时需要的输出的最大作用力。其为弯辊液压缸、偏心轴、转动轴等的结构设计以及弯辊装置的控制分析提供理论依据,同时为优化装置尺寸提供参数上的依据;
(3)通过上述分析,精确确定各部件的受力情况以及相互之间的力学关系,为弯辊装置压力框架设计提供有力的计算依据,合理优化设计方案,实现在不影响框架功能的情况下,改善框架结构,提高性能的同时减轻设备重量,缩小设备体积,进而节约材料,降低设备成本。
[1] 周存龙,徐静,王国栋,等.中厚板在矫直后的残余应力分布分析[J].重型机械,2005(2):21-24.
[2] 俞慧.宝钢5m厚板厂辊式矫直机矫直效果分析[J].中国冶金,2005,15(7):22-24.
[3] 周存龙,王国栋,刘相华,等.压弯量对轧件矫直变形影响的有限元分析[J].塑性工程学报,2006,13(1):78-81.
[4] 崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2005(2):163-175.
[5] 孙桓,陈作模.机械原理(第六版)[M].北京:高等教育出版社,2001(6):45-56.
[6] 刘鸿文.材料力学[M].北京:高等教育出版社,1992(5):130-150.
MECHANICALS ANALYSIS OF BENDING ROLL DEVICE ON OPEN HOT PLAT ROLLER FLATTENER
Miao Yan1Liu Nan nan1Zhong Peng2
(1.New Metallurgy Hi-Tech Group Co.,Ltd 2.Technical Department of Danieli Metallurgical Equipment(Beijing) Co.,Ltd)
This paper introduces the structural characteristics of the bending roll decice, ascertains the relationship between force and motion relationship between the various components, builds a mechanical model of the whole bending roll device and a single mechanical model which is between the eccentic shaft and the farme on a status of negative bending pressure and positive bending pressure,makes the mechanical analysis for bending roll device. According to the limit angle and bending moment of the working roll to get the maximum bending force and maximum hydraullic cylinder output.Through study provides a theoretical basis for the structural design,strength checking of bending roll, and provides a parameter basis for the size optimization.
flattener roll bending roll device negative bending positive bending bending moment
,助理工程师,北京市(100081),中科钢研节能科技有限公司;
2016—8—15
